КУРЕНЕ I НЕСТЬ
Грузоподъемные машины, являющиеся потенциально опасными техническими устройствами, находятся под контролем Госгортехнадзора России. После выработки назначенного ресурса они, в соответствии с действующими нормативными документами [1], с целью определения возможности дальнейшей эксплуатации, должны подвергаться экспертным обследованиям, в рамках которых проводят диагностику технического состояния металлических конструкций. При диагностике металлических конструкций грузоподъемных кра-
в комбинации с акустико-эмис-сионным методом в последовательности, когда сначала проводят глобальную диагностику с помощью акустико-эмиссионно-го метода, а затем уточняющую, локальную диагностику с помощью традиционных методов в том месте конструкции, где в результате глобальной диагностики выявлен очаг акустической эмиссии.
Несмотря на то, что акустико-эмиссионный метод уже давно и широко применяют при диагностике сосудов давления, трубопроводов и подобных установок, в диагностике металлических
струкций подъемников для ремонта нефтяных скважин.
Акустико-эмиссионный (АЭ) метод основан на регистрации волн напряжений, возникающих при развитии старых или возникновении новых дефектов, таких как трещины, разрывы, очаги пластичности и ряда других, под действием приложенных к подъемнику испытательных нагрузок. Метод АЭ позволяет в процессе испытания подъемника установить местоположение опасного дефекта. До настоящего времени применение АЭ для диагностики подъемников регламентировалось РД 08-195-
A.А. ЗАРЕЦКИЙ
ОАО «ВНИИстройдормаш»
С.А. СТРИЖКОВ,
B.В. ШЕМЯКИН ООО «ÄnanaK» Д.А. ЕГОРОВ
ТПП «Когалымнефтегаз»
АКУСТИКО-ЭМИССИИОННАЯ ДИАГНОСТИКА МЕТАЛЛОКОНСТРУКЦИЙ ПОДЪЕМНИКОВ ДЛЯ РЕМОНТА НЕФТЯНЫХ СКВАЖИН
нов, отработавших назначенный ресурс, обязательно применение адекватных методов нераз-рушающего контроля [2]. Наиболее широко рекомендуют применять так называемые традиционные методы неразрушаю-щего контроля [3]. К ним относятся ультразвуковой, вихрето-ковый, магнитный и ряд других методов. Эти методы хорошо себя зарекомендовали при контроле качества изготовления в заводских условиях. Однако при проведении экспертных обследований, в частности, металлических конструкций кранов, в большинстве случаев они оказываются неэффективными.
Пожалуй, единственным методом неразрушающего контроля, способным установить факт наличия в металлической конструкции дефектов, возникающих и/или увеличивающихся под действием нагрузок, а также определить координаты таких дефектов, является относительно новый акустико-эмисси-онный метод. Учитывая сказанное, по-видимому, целесообразно применять традиционные методы неразрушающего контроля
конструкций подъемных сооружений он еще не нашел своего места. Имеется положительный опыт применения акустико-эмис-сионной диагностики металлических конструкций стреловых кранов во ВНИИстройдормаше и в Военной Академии им. Петра Великого.
В настоящей статье рассматривается опыт применения акус-тико-эмиссионного метода диагностики металлических кон-
98 [4]. Методика АЭ диагностики подъемников, приведённая в этом документе, основана на применении устаревших двухка-нальных АЭ приборов, характеристики которых позволяют проводить локацию АЭ источников на базе не более 3 метров. Поэтому в развитие РД 08-19598 по заданию ОАО «Лукойл» в
000 «Диапак» разработаны методические указания МУ-01-003-
01 [5], основанные на примене-
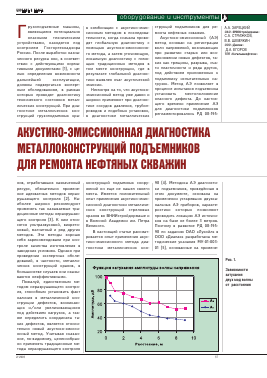
Функция затухания амплитуды волны напряжения
100
Аа
-As
4 6 Расстояние,м
10
Рис. 1.
Зависимости затухания двух мод волны от расстояния
EIPEIIE I НЕСТЬ
Рис. 2.
График нагруже-ния металлоконструкций подъемника.
КИ — коэффициент перегрузки, принимаемый равным от 1,1 до 1,25 Онв зависимости от интенсивности сигналов АЭ; Он - номинальная грузоподъемность по грузовой характеристике подъемника;
Т - время измерения
Рис. 3.
Измеряемые параметры АЭ сигнала.
Т — время регистрации импульсного сигнала — момент первого превышения порога дискриминации; А — максимальная амплитуда импульсного сигнала; ЯТ — время регистрации амплитуды относительно момента начала регистрации, й — длительность импульсного сигнала
нии современных многоканальных АЭ систем, способных охватить металлоконструкцию подъемника в целом.
В процессе разработки методики в ООО «ЛУКОЙЛ-Западная Сибирь» было проведено обследование 25 подъемников. В результате этих испытаний исследовано распространение упругих колебаний в металлоконструкции подъемника, выбрана схема установки приемников на объекте и отработана программа нагружения металлоконструкции подъемника, разработан специальный малошумящий стенд для нагружения подъемника.
Для оптимального применения метода АЭ необходимо знать акустические свойства контролируемого оборудования и, в частности, степень затухания и скорость упругих волн напряжения при распространении в материале конструкции. От этого зависят тип и количество датчиков-преобразователей акустической эмиссии (ПАЭ), ис-
пользуемых при контроле места их расположения на контролируемой конструкции и точность определения местоположения дефектов. Исследование акустических свойств особенно важно при создании технологии АЭ контроля решетчатых конструкций, состоящих из отдельных элементов, соединенных при помощи сварки.
Ранее, в работе [6], были изучены особенности распространения акустической эмиссии в решетчатой конструкции стрелового крана. Были установлены параметры системы для обнаружения дефектов и их местоположения с заданной точностью. Эти результаты были использованы при разработке методики.
Исследования проводили с помощью многоканальной АЭ-системы DISP производства фирмы Physical Acoustics Corporation (PAC) США. При проведении работ использовали интегральные датчики R15I с резонансной частотой 150 кГц,
оборудованные встроенными предусилителями на 40 дБ.
Как и в работе [6], затухание АЭ сигналов исследовалось с применением имитатора АЭ сигналов Су-Нильсена. Имитация АЭ сигналов проводилась в разных точках, расположенных на поясах подъемника, а также на раскосах.
На рис. 1 приведены функции затухания нулевых симметричной и антисимметричной мод волны напряжения.
Данные, приведенные на рис.1, показывают, что уверенный прием сигналов АЭ, при использовании данного типа датчиков и при пороговом значении 40 дБ, достигается, когда расстояние между датчиками не превышает 6 метров.
Для нагружения подъемника использовался специальный ма-лошумящий стенд. Программа нагружения приведена на рис. 2.
В процессе нагружения проводилась регистрация сигналов АЭ. Основные измеряемые параметры приведены на рис. 3. MARSE — энергетический параметр — площадь под огибающей детектированного импульсного сигнала, SL — энергетический параметр — площадь под АЭ сигналом, ASL — среднее значение суперпозиции сигнала и шума.
Между каждой парой датчиков, установленных на металлоконструкции, осуществлялась зонная и линейная локация источников АЭ. Выбранная схема расстановки датчиков позволяла охватить все элементы металлоконструкции подъемника и получить информацию о местоположении источников АЭ. Затем для каждого источника вычислялась его активность по интегральному критерию, изложенному в РД 03-131-97 [6]. В соответствии с этим документом выявленные источники АЭ разделялись на четыре класса — I, II, III и IV. Зоны, содержащие источники II, III и IV класса подлежали визуальному осмотру и проверке методом ультразвукового контроля. Источники АЭ, обнаруженные с помощью линейной локации, подлежали проверке традиционными методами НК
38
2/2003
БГРЕ11Е I НЕФТЬ
№ источника 1 2 3 4 5 6 7 8 9 10
Класс источника II II II
Тип дефекта Вырез 50 мм Поры до 2 мм Поры до 3 мм , подрез до 3 мм Не проплав Подрезы до 3 мм Подрезы до 2 мм Трещина 5 мм Трещина 7 мм Поры до 4 мм Трещина 8 мм
независимо от присвоенного класса.
В процессе обследования 25 подъемников, проведенного в
000 «ЛУКОЙЛ-Западная Сибирь», выявлены недопустимые дефекты в 4 подъемниках. В первом из забракованных подъемников модели Аз-37, выпущенном в 1990 году, было обнаружено 10 источников АЭ. Пример локации источника АЭ приведён на рис. 4. Из этих источников три были отнесены ко второму классу и семь источников к первому. После визуального и дополнительного ультразвукового контроля определены параметры дефектов в 10 сварных соединениях. Эти данные представлены в таблице.
В подъемнике А-50М 1992 года выпуска выявлены источники
1 и II класса в шести сварных соединениях. В четырёх соединениях выявлены трещины протяжённостью до 10 мм.
В подъемнике АР-32 1994 года выпуска выявлены источники I и II класса в трёх сварных соединениях. В одном из этих соединении выявлена трещина протяжённостью 12 мм.
В подъемнике Аз-37 1989 года выпуска выявлены источники АЭ II класса в двух сварных соединениях. В этих соединениях выявлены две трещины протяжённостью 8 и 10 мм.
Полученные данные показывают, что применение метода АЭ для обследования подъемников оказалось эффективным. В результате АЭ контроля забраковано 4 из 25 обследованных подъемников. Информация, полученная методом АЭ о местоположении источников АЭ и их категории, позволила значительно сократить объем работ с применением традиционных методов НК и повысить качество обследования подъемников.
Литература
1. «Положение о порядке продления срока безопасной эксплуатации технических устройств, оборудования и сооружении на опасных производственных объектах». Постановление Госгортехнадзора России от 09.08.02 №43.
2. РД 09-102-95. Методические указания по определению остаточного ресурса потенциально опасных объектов, поднадзорных Госгортех-надзору России.
3. РД 10-112-1-96. Методические указания по обследованию грузоподъемных машин с истекшим сроком службы. Часть 1. Общие положения.
4. РД 08-195-98. «Инструкция по техническому диагностированию состояния передвижных установок для ремонта скважин».
5. МУ-01-003-01. «Проведение акустико-эмиссионного контроля металлоконструкции подъемников для ремонта скважин».
6. РД 03-131-97. «Правила организации и проведения акустико-эмис-сионного контроля сосудов, аппаратов, котлов и технологически
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.