УДК 620.179.16
ДОСТОВЕРНОСТЬ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ С КОНСТРУКТИВНЫМИ НЕПРОВАРАМИ .
H.H. Коновалов
Рассмотрена корреляционная зависимость между глубинами непроваров по поверхностям свариваемых кромок в тавровых соединениях с конструктивными непроварами и выбран браковочный уровень амплитуды эхосигнала, позволяющий уменьшить ошибки у. з. контроля.
В соответствии с Постановлением Правительства России от 28 марта 2001 г. № 241 в рамках Системы экспертизы промышленной безопасности организованы работы по развитию и внедрению системы неразруша-ющего контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах [1]. Наиболее часто при изготовлении, строительстве, ремонте, монтаже и техническом диагностировании технических устройств и сооружений неразрушающи-ми методами контролируются сварные соединения. Широко распространенный у. з. контроль сварных соединений может осложняться наличием в них конструктивных непроваров, то есть непроваров, наличие которых предполагается конструкцией сварных соединений [2, 3]. Наиболее применяемыми в конструкциях грузоподъемных кранов, подъемников, вышек, горных машин сварными соединениями, имеющими конструктивные непровары, являются тавровые соединения типа Т1 (ГОСТ 5264—80, ГОСТ 8713—79, ГОСТ 14771—76).
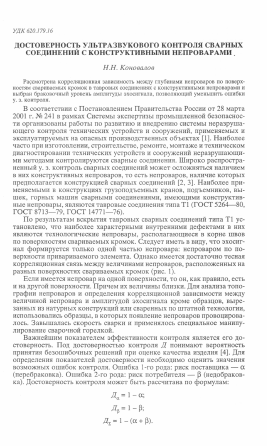
По результатам вскрытия тавровых сварных соединений типа Т1 установлено, что наиболее характерными внутренними дефектами в них являются технологические непровары, располагающиеся в корне швов по поверхностям свариваемых кромок. Следует иметь в виду, что эхосиг-нал формируется только одной частью непровара: непроваром по поверхности привариваемого элемента. Однако имеется достаточно тесная корреляционная связь между величинами непроваров, расположенных на разных поверхностях свариваемых кромок (рис. 1).
Если имеется непровар на одной поверхности, то он, как правило, есть и на другой поверхности. Причем их величины близки. Для анализа топографии непроваров и определения корреляционной зависимости между величиной непровара и амплитудой эхосигнала кроме образцов, вырезанных из натурных конструкций или сваренных по штатной технологии, использовались образцы, в которых появление непроваров провоцировалось. Завышалась скорость сварки и применялось специальное манипулирование сварочной горелкой.
Важнейшим показателем эффективности контроля является его достоверность. Под достоверностью контроля Д понимают вероятность принятия безошибочных решений при оценке качества изделия [4]. Для определения показателей достоверности необходимо оценить значения возможных ошибок контроля. Ошибка 1-го рода: риск поставщика — а (перебраковка). Ошибка 2-го рода: риск потребителя — ß (недобраков-ка). Достоверность контроля может быть рассчитана по формулам:
Да=1-сс;
Д„=1-Р;
Д1=\-(а + ß).
Показатель достоверности Да учитывает перебраковку, а Др — недо-браковку. Наиболее широко применяется показатель Ду [4-—6], который учитывает как перебраковку, так и недобраковку и, следовательно, защищает интересы как поставщика, так и потребителя. При использовании показателя Дг принимают, что ошибки, связанные с недобраковкой и перебраковкой равноценны (критерий идеального наблюдателя) [7].
у, ММ JI
7 —
6
5 — 4 — 3 —
2
1 ч
у = 0,45+ 1,0*
0
1
2
3
1-1-
5 6 дг, мм
Рис. 1. Корреляционная связь между глубинами непроваров.
4
На практике же недобраковка, как правило, опаснее перебраковки. При оценке достоверности контроля используется матрица достоверности [3]. При статистическом контроле протяженных сварных швов в качестве единицы продукции необходимо использовать элемент (участок шва), который может быть отдельно проконтролирован, исправлен и испытан. Рекомендуемая протяженность элемента 40 мм [5].
Матрица оценки сравнительной достоверности методов контроля по числу проверенных элементов (альтернативный признак)
Число проконтролированных элементов Образцовый метод (вскрытие)
"1 = "г+л, + "„ + "е Годные Негодные
Пробный метод Годные Дважды годные пт Недобраковка п^
Негодные Перебраковка па Дважды негодные пн
Возможны четыре варианта сочетаний принятия решений: «г, пн, па и «р. Несовпадающим сочетаниям п и соответствует риск поставщика — а (перебраковка) и риск потребителя — (3 (недобраковка). Достоверность может быть рассчитана по формулам:
К- и«)/л1=1 - «А;
^р = ("г - = 1 -Яг = К " \ - = 1 - ("а +
40
Н.Н. Коновалов
Так как недобраковка обычно опаснее перебраковки, можно сделать вывод, что показатель Дъ достаточно хорошо защищает интересы поставщика и в неполной мере — потребителя. Учитывая это, совместно с показателем Дт использовался показатель Д^, который учитывает только недобраковку.
Выбор браковочного уровня амплитуды у. з. сигнала и оценка достоверности контроля проводилась в два этапа. На первом этапе у. з. контролю и вскрытию подлежали сварные соединения, в которых завышением скорости сварки и специальной манипуляцией сварочной горелкой обеспечивалось повышенное содержание технологических непроваров (из 344 элементов 174 содержали дефекты). Исследования показали, что
а
ЛА) 40 -
30 —
20 -
10 -
37
31
а =50° 22 /= 5 МГц п=117
14
щ.
ЛА) А 30 -
20 -
10 -
А, дБ
2 2
ьш.
/1 = 31
и
Д&Др.
90 80 70
28 32 36 40 44 Л, дБ
24
28
Щ' Ё
/ 4 ш Оптимальный браковочный уровень
1
32 36
40 Лбр, дБ
Рис. 2. Гистограммы распределения амплитуд эхо-сигналов для качественных (а) и дефектных (б) швов и влияние браковочного уровня Л6р на показатели достоверности Дъ и Д^ у. з. контроля тавровых соединений (в).
о
8
>
6
4
3
3
при браковочном уровне амплитуды эхосигнала, меньшем уровня амплитуды, соответствующего 5экв = 2 мм2, на 6 дБ, обеспечивается выявление всех дефектов. При контроле соединений, сваренных с соблюдением штатной технологии (второй этап), 148 из 721 элемента имели амплитуды эхосигналов из корня шва, превышающие этот браковочный уровень. Из них 31 элемент, как показало вскрытие, содержал технологические непровары.
На основе полученных данных о распределении амплитуд эхосигналов, соответствующих качественным и дефектным сварным соединениям (рис. 2а, б), была проведена оценка влияния браковочного уровня Лбр на показатели достоверности Дт и (рис. 2в).
Максимальное значение показателя достоверности Д£ =98 % обеспечивается при браковочном уровне, превышающем амплитуду эхосигнала, соответствующую 5экв = 2 мм2, на 5—7 дБ. При этом Дй ~99 %.
Полученные результаты использованы при разработке методик у. з. контроля сварных соединений металлических конструкций грузоподъемных машин.
1. Коновалов H.H., Покровская О.В., Шевченко В.П., Котельников B.C., Хапонен H.A. Система неразрушающего контроля — важный фактор обеспечения промышленной безопасности.— Безопасность труда в промышленности. 2001, №8, с. 5—6.
2. Ермолов И.Н., Шаблов C.B. Состояние и перспективы развития неразрушающего контроля сварных соединений.— Повышение качества и эффективности сварочного производства на предприятиях г. Москвы. Материалы конференции.— МДНТП, 1987, с. 78—87.
3. Коновалов H.H. Особенности выявления дефектов при ультразвуковом контроле сварных конструкций подъемных сооружений.— В мире неразрушающего контроля, 2002, №3(17), с. 12—14.
4. Волченко В.Н. Вероятность и достоверность оценки качества металлопродукции.— М.: Металлургия, 1979.— 88 с.
5. Волченко В.Н., Коновалов H.H. Вероятностная оценка достоверности ультразвукового контроля сварных соединений.— Сварочное производство, 1991, № 11, с. 30—32.
6. Коновалов H.H. Оценка показателей достоверности ультразвукового контроля сварных соединений.— Дефектоскопия, 2003, № 9, с. 4—8.
7. Роз и на М.В., Яблоник JI.M., Васильев В. Д. Неразрушающий контроль в судостроении. Справочник дефектоскописта.— JL: Судостроение, 1983.— 152 с.
ФГУП НТЦ "Промышленная безопасность' Москва
Поступила в редакцию 21 мая 2004 г.
ЛИТЕРАТУРА
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.