ДОКЛАДЫ АКАДЕМИИ НАУК, 2007, том 415, № 2, с. 185-187
ФИЗИКА
УДК 539.4
ЭФФЕКТ ОТСУТСТВИЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ ПРИ ЭЛЕКТРОСТИМУЛИРОВАННОЙ ПРОКАТКЕ МЕТАЛЛОВ
В ХОЛОДНОМ СОСТОЯНИИ
© 2007 г. К. М. Климов, академик И. И. Новиков
Поступило 12.03.2007 г.
В сообщении приведены результаты экспериментальных исследований по электростимулиро-ванной прокатке различных металлов и сплавов в холодном состоянии. Благодаря интенсивному охлаждению металла в очаге деформации (при температуре ниже температуры рекристаллизации) и при наличии высоких плотностей тока, пропускаемого непосредственно через металл в очаге деформации от валка к валку, наблюдается эффект отсутствия деформационного упрочнения. Полученный результат, видимо, связан с подавлением изменений структуры металла, ответственных за наклеп и упрочнение.
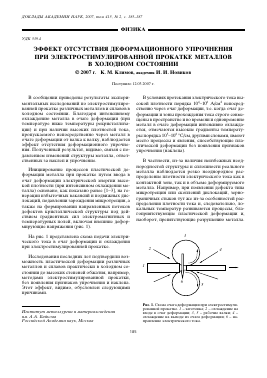
Инициирование процессов пластической деформации металла при прокатке путем ввода в очаг деформации электрической энергии высокой плотности (при интенсивном охлаждении металла) основано, как показано ранее [1-3], на генерации избыточных вакансий и подвижных дислокаций, подавлении зарождения микротрещин, а также на формировании направленных потоков дефектов кристаллической структуры под действием градиентных сил электромагнитных и температурных полей, включая внешние деформирующие напряжения (рис. 1).
На рис. 1 представлена схема подачи электрического тока в очаг деформации и охлаждения при электростимулированной прокатке.
Исследования последних лет подтвердили возможность пластической деформации различных металлов и сплавов практически в холодном состоянии до высоких степеней обжатия, например, методами электростимулированной прокатки, без появления признаков упрочнения и наклепа. Этот эффект, видимо, обусловлен следующими причинами.
Институт металлургии и материаловедения им. А.А. Байкова
Российской Академии наук, Москва
В условиях протекания электрического тока высокой плотности порядка 104-106 А/см2 непосредственно через очаг деформации, т.е. когда очаг деформации и зоны прохождения тока строго совмещены в пространстве и во времени и одновременно металл в очаге деформации интенсивно охлаждается, отмечаются высокие градиенты температуры порядка 105-106 °С/см, другими словами, имеют место процессы и явления, способствующие пластической деформации без появления признаков упрочнения (наклепа).
В частности, из-за наличия неизбежных неод-нородностей структуры и сплошности реального металла наблюдается резко неоднородное распределение плотности электрического тока как в контактной зоне, так и в объеме деформируемого металла. Например, при появлении дефекта типа микротрещин или скоплений дислокаций, зерно-граничных стыков тут же из-за особенностей распределения плотности тока и, следовательно, локальных температур развиваются процессы, благоприятствующие пластической деформации и, наоборот, препятствующие разрушению металла.
3
Рис. 1. Схема очага деформации при электростимулированной прокатке. 1 - заготовка; 2 - охлаждение на входе в очаг деформации; 3, 5 - рабочие валки; 4 -охлаждение на выходе из очага деформации; 6 - направление электрического тока.
186
КЛИМОВ, НОВИКОВ
МПа
800 г
400- --о-с^^
200^-1-1-1-
0 20 40 60 80
Обжатие, %
Рис. 2. Изменение предела прочности полос из стали
12Х18Н10Т в зависимости от обжатия при электро-
стимулированной прокатке.
Кроме того, в контактной зоне между инструментом и заготовкой из-за токов высокой плотности, как было показано ранее, происходит значительное снижение сил трения вплоть до нулевых значений [4, 5]. Другими словами, особенности распределения электрических токов в объеме металла и соответствующий температурный контраст будут, по-видимому, оказывать залечивающее действие на микротрещины, препятствовать скоплению дислокаций, а также способствовать диспергированию межзеренных и межфазных границ.
Были проведены экспериментальные исследования ряда металлов и сплавов. В частности, при электростимулированой прокатке в ручьях треугольного профиля вольфрамовых прутков диаметром 3 мм за один проход достигалась степень обжатия (по площади сечения) 50-60%. За счет интенсивного отвода тепла из очага деформации средняя температура прокатываемого металла не превышала 150-200°С, вследствие чего на поверхности прокатываемых заготовок не наблюдались признаки окисления (в виде цветов побежалости). Полученные результаты, возможно, представляют интерес для металловедов, обработчиков металла и физиков твердого тела.
Особенности электростимулированной деформации металлов были использованы для практических целей, в частности, для разработки технологии прокатки вольфрамовой плющенки и ленты для электронной техники [6, 7]. Аналогичные результаты были получены при электростимулированной прокатке проволоки и полос из молибдена, сплавов вольфрам-рений, молибден-рений, титана, циркония, а также труднодеформируемых сплавов из алюминия и магния, применяемых в авиастроении.
Особый интерес представляли результаты экспериментов по электростимулированной прокатке проволоки и полос из нержавеющей стали марки 12Х18Н10Т. Традиционная технология прокатки, например, полос с исходной толщины 2-3 мм до конечной толщины 0.2-0.3 мм включала
8-10 проходов с двумя-тремя промежуточными отжигами и конечным отжигом. Такая технология характеризуется высокими энергетическими затратами, большой трудоемкостью и металлоемкостью технологического оборудования. Кроме того, при этой технологии весьма сложно соблюдать требования экологической безопасности.
Испытания на механические свойства, твердость и способность к намагничиванию выявили возможность устранения упрочнения и соответствующих фазовых превращений в образцах указанной стали. Полученные результаты могут быть положены в основу новой технологии прокатки полос и ленты из нержавеющих сталей указанной марки.
В качестве частного примера можно проиллюстрировать изменение механических свойств (временное сопротивление) полос из стали 12Х18Н10Т при электростимулированной прокатке (рис. 2). Исходная полоса характеризовалась остаточным наклепом после заключительной обработки.
Совсем иная картина представляется при использовании возможностей электростимулированной прокатки. Действительно, ту же исходную полосу удается прокатывать до конечной толщины за 3-4 прохода с хорошим качеством без использования термических процессов промежуточных и окончательных отжигов. Необходимо подчеркнуть тот факт, что при указанной технологии в прокатываемом материале не наблюдалось мартенситных превращений, несмотря на высокие суммарные обжатия при низкой температуре обработки (не более 150-200°С).
Таким образом, проведенные экспериментальные исследования убедительно выявили эффект отсутствия (подавления) деформационного упрочнения или наклепа во всех исследуемых металлах и сплавах при холодной электростимулированной прокатке, а также снижение сил контактного трения как в зоне между инструментом и заготовкой, так и, в особенности, во внутренних областях, между зернами, блоками, межфазными областями, скоплениями дислокаций и т.д., что способствует пластическому формоизменению металлической заготовки без разрушения. Результаты, полученные в ходе исследований и практического применения, позволяют утверждать, что принципы электростимулированной деформации, например, при прокате в полной мере работают лишь при использовании электрического тока (постоянного или переменного), непрерывно протекающего через очаг деформации от валка к валку поперек заготовки.
ДОКЛАДЫ АКАДЕМИИ НАУК том 415 < 2 2007
ЭФФЕКТ ОТСУТСТВИЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ
187
СПИСОК ЛИТЕРАТУРЫ
1. Климов К.М., Шнырев Г.Д., Новиков И И. // ДАН. 1974. Т. 219. № 2. С. 323-324.
2. Климов К.М., Новиков ИИ. // ДАН. 1980. Т. 253. № 3. С. 603-606.
3. Климов К.М., Новиков И И. // Металлы. 2004. № 3. С. 45-50.
4. Климов К.М., Бурханов Ю.С., Новиков ИИ. // ДАН. 1985. Т. 283. № 1. С. 116-118.
5. Климов К.М., Бурханов Ю.С., Новиков И.И. // Пробл. прочности. 1985. № 6. С. 44-47.
6. Мутовин В.Д. , Климов К.М., Трахониотов-ская О.В. и др. // Изв. АН СССР. Металлы. 1978. № 4. С. 125-129.
7. Климов КМ, Шнырев Г.Д. , Новиков И.И. // Металловедение и терм. обработка металлов. 1977. № 1. С. 56-57.
ДОКЛАДЫ АКАДЕМИИ НАУК том 415 < 2 2007
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.