ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 1, 2014
НОВЫЕ ТЕХНОЛОГИИ В МАШИНОСТРОЕНИИ
УДК 539.374+621.735
© 2014 г. Непершин Р.И.
ГЛУБОКАЯ ВЫТЯЖКА ТОНКОСТЕННОЙ ПОЛУСФЕРЫ
Разработана модель глубокой вытяжки тонкостенной полусферы с плоским дном жестким пуансоном из плоской заготовки с учетом деформационного упрочнения и изменения толщины стенки.
Рассматриваются упругий изгиб и мембранное жесткопластическое деформирование по Мизесу с различными коэффициентами трения на границах контакта с пуансоном и матрицей. Расчетная модель определяет распределения толщины стенки и упрочнения материала вдоль образующей оболочки, график технологической силы и критические параметры процесса при которых возможно появление дефектов.
Тонкостенные сферические оболочки, имеющие малое отношение собственной массы к полезному объему, применяются во многих отраслях машиностроения. Вытяжка тонкостенных оболочек из плоской заготовки сферическим пуансоном затруднена вследствие быстрого уменьшения толщины в полюсе сферы, приводящего к локальному разрушению. Это явление используют в испытаниях листовой стали на штампуемость вдавливанием сферического пуансона или гидростатическим выпучиванием защемленных по контуру образцов [1, 2]. Моделирование на ЭВМ вытяжки тонкостенной сферической оболочки из плоской заготовки на основе деформационной теории пластичности [3—5] согласуется с экспериментальными данными о локализации пластической деформации в полюсе сферы, которая приводит к дефектам детали. Решение двумерной задачи осесимметричного пластического течения с применением гиперболических функций для скоростей перемещений и ассоциированного закона течения при условии пластичности Мизеса приведено в [6].
Для исключения дефектов при глубокой вытяжке полусферической оболочки больших размеров на практике применяют много переходную вытяжку ступенчатого цилиндра [7], аппроксимирующего круговую образующую, с последующей обтяжкой сферическим пуансоном и калибровкой. Этот процесс исключает локализацию деформации в полюсе сферы, но приводит к волнистости образующей, большой трудоемкости и большим затратам на сложный инструмент.
Экспериментальные исследования вытяжки цилиндрических стаканов пуансоном с плоским торцом и закругленной кромкой [8] показывают, что пластическая деформация локализуется на закруглении кромки пуансона и приводит к локальному разрыву при критическом отношении диаметра фланца заготовки к диаметру пуансона. Уменьшение толщины на плоском торце пуансона снижается и зависит от радиуса за-
кругления кромки пуансона и контактного трения. Локализация пластической деформации на закруглении пуансона наблюдается при вытяжке конической оболочки [9, 10], но при значительно большем отношении диаметра фланца к диаметру пуансона.
В настоящей статье снижение утонения стенки оболочки на плоском торце пуансона используется для вытяжки полусферы с плоским дном малого диаметра, что устраняет локализацию деформации в полюсе сферы и позволяет получить оболочку за один переход. На начальной стадии рассчитывается упругий изгиб заготовки при контакте с закруглением торца пуансона по теории поперечного изгиба тонкой круглой пластины [11].
Упругая стадия ограничена появлением пластической деформации заготовки на контуре матрицы при малом перемещении пуансона. Затем наступает упругопласти-ческий изгиб защемленной заготовки с ростом мембранного натяжения и снижением пластического момента, аналогично изгибу с натяжением тонкой полосы круговым инструментом [12, 13]. Численный расчет упругопластического изгиба круговой защепленной пластины приведен в [14, 15].
Упругопластическая стадия изгиба заканчивается при перемещении упругопласти-ческой границы во фланце заготовки до свободной кромки при достижении предельного пластического состояния фланца и начале его перемещения в отверстие матрицы. Начало последующей стадии мембранного нагружения задается малой пластической деформацией кромки фланца.
Основная стадия вытяжки рассчитывается по мембранной теории жесткопластиче-ской оболочки Мизеса с учетом упрочнения металла, контактного трения по Кулону и изменения толщины стенки.
Форма оболочки и интегрирование уравнений равновесия вдоль образующей срединной поверхности рассчитываются в пространственных цилиндрических координатах. Деформированное состояние, упрочнение и изменение толщины стенки определяются по ассоциированному закону течения Мизеса с использованием начальных координат плоской заготовки.
Результаты моделирования удовлетворительно согласуются с известными экспериментальными данными по изменению толщины стенки при вытяжке стакана пуансоном с плоским торцом и закругленной кромкой [8] и конической оболочки [9, 10].
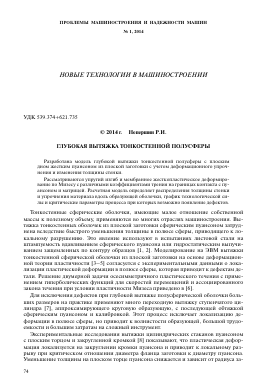
Формулировка задачи. На рис. 1 показана схема вытяжки полусферы с радиусом фланца Я из плоской заготовки с начальным радиусом Я0 и толщиной к0. Вытяжка выполняется жестким сферическим пуансоном радиусом Яс, с плоским торцом радиусом гА и радиусом сопряжения г:. Форма срединной поверхности и перемещение пуансона 5 от контакта с плоской заготовкой рассчитываются в цилиндрических координатах г, I, 9. Под действием силы Р происходит вытяжка заготовки через матрицу с радиусом отверстия Ят и радиусом закругления кромки г2. Фланец прижимается к плоскости матрицы давлением q для подавления складок. Вытяжка производится до высоты оболочки Н при конечной ширине плоского фланца Ь. Для исключения контакта заготовки с цилиндрическим пояском матрицы вследствие увеличения толщины заготовки предусматривается кольцевой зазор между пуансоном и матрицей.
На контактах заготовки с инструментом учитывается трение по Кулону с различными коэффициентами трения/р и/т с пуансоном и матрицей, соответственно. Учитывается упрочнение материала заготовки в виде кусочно-параболической зависимости напряжения текучести от пластической деформации ер [9, 10]. За характерный размер принимаем радиус сферы Яс = 1; и за характерное напряжение — начальное напряжение текучести материала заготовки ст0 = 1.
Плоский участок пуансона с радиусом гА сопрягается со сферой дугой с радиусом г1 и центральным углом а:
а1 = агазт [ гА/(1 - гх)]. (1)
Рис. 1
Рис. 2
Радиус заготовки R0 вычисляется по площади срединной поверхности с коэффициентом k > 1 на технологический припуск и изменение толщины h
R
(2)
S = ri(a1rA + 2^) + H- rx{ 1 - cosa^ + ((Rm + r2)2- ^ + bRm + r2 + b).
На начальной стадии перемещения пуансона происходит упругий поперечный изгиб заготовки, защемленной на фланце по радиусу Rm + r2, распределенной силой P/(2nrA) по радиусу rA до появления пластической деформации в поверхностном слое заготовки на границе Rm + r2, где кривизна максимальна. Эту стадию рассчитываем по теории изгиба тонкой круглой пластины [11]. Для пластичных металлов с низким напряжением ст0, применяемых при вытяжке, прогиб и кривизна заготовки при упругом изгибе малы.
При перемещении пуансона после появления пластических деформаций в защемлении заготовки происходит упругопластический изгиб с возрастанием натяжения вследствие удлинения образующей срединной поверхности. Этот процесс приводит к быстрому росту силы P, уменьшению изгибающего момента и переходу заготовки к мембранной стадии нагружения, на которой влияние изгиба незначительно. Численная процедура анализа упругопластического нагружения круглой пластины приведена в [14, 15].
Началом мембранного нагружения можно считать переход всего фланца в пластическое состояние под действием радиального напряжения на границе Rm + r2, приводящего к пластическому течению материала в проем матрицы и уменьшению радиуса фланца R. Задавая малую кольцевую пластическую деформацию е0 ~ 0.003 на радиусе R0 заготовки в качестве критерия предельного состояния фланца, из условия пластической несжимаемости находим угол наклона a0 прямолинейного участка l образую-
2
щей оболочки при начале мембранного нагружения a0 = e0[R0/r2(Rm + r2)].
Длина l и перемещение s связаны с углом a соотношениями:
при a0 < a < a:
l cos a + (r1 + r2) sin a = L, L = Rm + r2 - rA, (3)
lsin a + (r1 + r2)(1 - cos a) = s; (4)
при а: < а < а*
l cos а + (1 + r2) sin а + (r1 - 1) sin а1 = L, (5)
lsin а - (1 + r2) cos а + (1 - r1) cos а1 + r1 + r2 = s. (6)
Подстановка l из (5) в (6) при s = H приводит к квадратному уравнению для sin а*, из которого определяется предельный угол а*
• * г II / 2 2 2_, 2 2,-1
sin а * = [ a1 a2 - \a3Ua1 - a2 - a3 ](a1 + a3) ,
a1 = L + (1 - r1) sinа1, a2 = 1 + r2, a3 = H- (r1 + r2 + (1 - r1) cosа1).
Угол а используется как параметр нестационарной стадии вытяжки, определяющий перемещение s, контактные зоны инструмента и конический участок оболочки.
Стадия упругого изгиба. На этой стадии рассчитывается поперечный изгиб тонкой круглой пластины. Широкий фланец заготовки защемлен прижимом по радиусу Rm + r2. При малых прогибах срединной поверхности под действием распределенной кольцевой силы Q = P/(2nrA) по радиусу rA дифференциальное уравнение поперечного изгиба имеет вид [11]
Qa 1
D г, (7)
Q = 0 при 0 < r < rA и Q = Р/(2пrA) при r > rA,
d dr
1 d( : г-т(r Ф)
rdr
где ф — угол наклона касательной к образующей срединной поверхности с осью г, Б = Ек0 /(12(1 — V2)) — цилиндрическая жесткость, Е — модуль упругости, V — коэффициент Пуассона.
Решение уравнения (7) для угла ф и прогиба имеет вид [11]
ф = 1/2C1 r, w = С2 - 1/4C1r2, 0 < r < rA,
Qr
ф = 1/2C3r + C4/r + 1/2r(lnr- 1/2)CQ, CQ = ^, r > rA, (8)
w
D '
C5 - [ 1/4C3r2 + C4lnr + 1/4r2(lnr- 1)CQ], r > rA.
Постоянные интегрирования С1—С5 определяются граничными условиями ф = 0, -м = 0 при г = = Ят + г2 на защемленной кромке пластины, непрерывностью ф, т, кривизны х = йф/йг и момент Мг на границе г = гА
С4 = 1/4СдгА, Сз = -[ 2 С4/я2, + (1п Л1 - 1/2) Се],
С1 = С3 + 2С4/гА + (1пгА - 1/2)С0, С5 = 1/4С3Я, + С41пЯ2 + 1/4Я,(1пЯ2 - 1 )Се,
22
С, = 1/4С/А + С5 - С41ПГа - 1/4гА [С3 + (1пГА - 1 )Се].
Условие симметрии ф = 0 в центре пластины выполняется тождественно.
22
Максимальная кривизна %1 возникает на границе г = Я2: Х1 = 1/2Се(1/2 — 31пЯ: — гА/Я1).
Упругая стадия изгиба ограничена напряжением
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.