Таким образом, показаны возможности приложения двухмерных аналогов традиционного и регрессионного фильтров Гаусса для обработки изображений микрорельефа поверхности с целью определения параметров пространственной шероховатости по [1].
Работа выполнена при поддержке Минобрнауки РФ в рамках государственного задания на выполнение научных проектов № 9.2545.2014/K на оборудовании Центра коллективного пользования МГТУ «СТАНКИН» (соглашение № 14.593.21.0004 от 04.12.2014 г., уникальный идентификатор проекта RFMEFI59314X0004).
Л и т е р а т у р а
1. ISO 25178-3:2012. Геометрические характеристики изделий (GPS). Структура поверхности: Ареал. Часть 3. Операторы характеристик.
2. Конов С. Г., Марков Б. Н. Алгоритм коррекции погрешности от перспективных искажений изображений измерительных меток // Метрология. 2011. № 3. С. 8—15.
3. Шулепов А. В., Холин И. Е., Герасимов С. Н., Дударов Д. А., Байковский А. Ю., Куликов В. А. Разработка измерительного комплекса для автоматизированной настройки инструментальных наладок для станков с ЧПУ // Измерительная техника. 2013. № 123. С. 32—35.
4. Лич Р. Инженерные основы измерений нанометровой точности: Учебное издание. Долгопрудный: Изд. Дом «Интеллект», 2012.
Дата принятия 27.05.2015 г.
621.9.08:62.503.57
Информационно-измерительные и управляющие системы силовых и виброакустических
параметров
М. П. КОЗОЧКИН, А. Р. МАСЛОВ, А. Н. ПОРВАТОВ
Московский государственный технологический университет «СТАНКИН»,
Москва, Россия, e-mail: porvatov_artur@mail.ru
Рассмотрены вопросы, связанные с созданием информационно-измерительных и управляющих систем на основе контроля акустоэмиссионных и электромагнитных эффектов. Приведены экспериментальные данные о возможностях и границах применения этих эффектов при высокоскоростной обработке конструкционных материалов.
Ключевые слова: адаптивное управление, технологический процесс, высокоскоростная обработка, диагностика процесса резания, информационно-измерительная система, числовое программное управление.
The problems of creating information-measuring and control systems based on monitoring of acoustic emission and electromagnetic effects were considered. The experimental data describes possibilities and limits of these effects application in structural materials high-speed machining.
Key words: adaptive control, technological process, high-speed machining, cutting process diagnostics, information-measuring system, PNC.
Автоматическое поддержание работоспособности ста- широкого использования встроенных средств измерений [1—3], ночного оборудования в условиях минимального вмешатель- выполняющих сбор, обработку информации о качестве ства оператора (безлюдная технология) невозможно без протекания технологического процесса, и работающих в
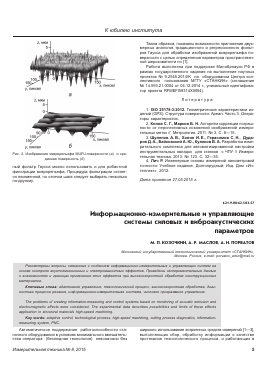
Рис. 2. Изображения микрорельефа М^и-поверхности (а) и срединная поверхность (б)
ный фильтр Гаусса можно использовать и для робастной фильтрации микрорельефа. Процедура фильтрации остается неизменной, но отсечки шага следует выбирать несколько по-другому.
Рис. 1. Функциональная схема макета: 1 — деталь; 2 — инструмент (фреза); 3 — мотор-шпиндель; 4 — датчики тока ДТ и напряжения ДН; 5 — датчик ВА-сигналов; 6 — рабочая плита; 7 — согласующее устройство (УЗ — устройство запоминания, ФНЧ, ФВЧ — фильтры низких и высоких частот); УСО — устройство сбора и обработки; ПК — персональный компьютер (ноутбук) с программным обеспечением
составе системы диагностики (СД). К функциям оперативной диагностики (ОД) относят не только оценку состояния механизмов и рабочего процесса, определение места и причин сбоя в работе, но и принятие решений по ликвидации последствий отказов. Выбор средств (датчиков) для ОД процесса резания зависит в основном от следующих факторов [4]: информативности, адекватной исследуемой ситуации, возникающей в зоне резания, а также простоты и надежности монтажа на станке.
В настоящее время наибольшее распространение получили СД, базирующиеся на информационно-измерительных системах силовых и виброакустических (ВА) параметров. Измерительные устройства, регистрирующие силы, возникающие при резании, можно разделить на два класса: электромеханические (динамометры) и основанные на электромагнитных эффектах в электроприводе (датчики тока и напряжения). Измерительные устройства, использующие электромагнитные эффекты в электроприводе с помощью датчиков тока и напряжения, напротив значительно дешевле и проще в эксплуатации, их широко применяют в промышленности при организации так называемого адаптивного управления [5].
Виброакустические сигналы при резании и трении в широком диапазоне частот имеют сложную структуру, которая не совпадает с природой сил при резании. Например, при увеличении площади контакта при трении амплитуда колебаний на каких-то этапах может резко возрастать, а на каких-то падать или не меняться совсем [6].
Правильная оценка состояния процесса резания затрудняется сложностью процесса, не имеющего единой теории, и структуры его динамики [7]. Есть основания утверждать,
что процесс резания материалов — автоколебательный [6, 8]. Также добавляются вопросы диагностики важнейших узлов технологического оборудования, отвечающих за точность обработки, и нарушения в работе этих узлов способны вызвать аварийную ситуацию или сбой в технологическом цикле [9—11 ].
Развитие средств измерений и вычислительной техники в последние годы позволило частично решить проблемы контроля и диагностики путем создания систем мониторинга машин и оборудования на базе рассмотренных информационных технологий [5].
Большинство существующих на рынке систем адаптивного управления и контроля реагируют на изменение условий резания по электромагнитным сигналам от силовой части электропривода и автоматически настраивают подачу на максимально допустимый для каждой операции уровень [12]. В случае необходимости такие системы останавливают станок из-за перегрузки или обнаружения поломки инструмента. Зачастую ведущие производители систем числового программного управления (ЧПУ), такие как Siemens, Heidenhain (Германия), Fanuc (Япония) вступают в партнерство с производителями систем адаптивного управления и осуществляют их полную интеграцию друг с другом.
Однако указанные системы имеют и ряд особенностей, ограничивающих их применение только отдельными операциями и режимами обработки. На результат измерений влияют: энергетические характеристики других приводов, включенных в общую силовую сеть; относительно большая постоянная времени, вызываемая инерционностью электромеханической системы; недостаточная чувствительность при работе на чистовых и получистовых режимах. Недостатки можно нивелировать, введя дополнительный измерительный канал, использующий ВА-сигналы, генерируемые процессом резания или работой важнейших узлов, например, шпинделя [10]. Эти сигналы более чувствительны к динамике процесса резания, что особенно важно при чистовых операциях или при работе малоразмерным инструментом [13].
На рис. 1 показана функциональная схема макета, в состав которого входят фрезерный трехкоординатный станок с мотор-шпинделем и информационно-измерительная система (ИИС), базирующаяся на контроле активной мощности и параметров ВА-сигналов. В устройстве сбора и обработки (УСО) блоки аналого-цифрового и цифроаналогового преобразователей АЦП и ЦАП и микроконтроллера (МК) объединены в одном 32-разрядном микроконтроллере STM32F417ZGT6 с ядром Cortex-M4F, имеющим блок арифметики с плавающей точкой (FPU), позволяющий обрабатывать сигнал одновременно с его оцифровкой и управлением. За оцифровку отвечают три 12-разрядных АЦП с производительностью до 2,4 MSPS (миллионов выборок в секунду). Сигнал управления формирует встроенный 12-разрядный ЦАП.
Основные технические характеристики разработанной ИИС приведены в табл. 1 .
Особенность разработанной ИИС — передача информации не только по проводному, но и беспроводному каналу с помощью интерфейсов ZigBee или Wi-Fi, а применение аккумуляторного блока позволяет добиться наибольшей гибкости при конфигурации системы.
Т а б л и ц а 1
Технические характеристики макета ИИС
Наименование параметра Значения и описание
Количество измерительных каналов <8
Фильтр нижних частот перестраиваемая полоса пропускания 0,25—30 кГц на уровне -3 дБ
Погрешность измерений ±0,1 % от полной шкалы
Разрешение 1 бит или 0,024 %
Напряжение для датчиков +15 В и максимальный ток 50 мА
Программируемые для дифференциальных каналов коэффициент усиления смещение 1 —8000 0—4096 бит
Разрядность АЦП 12 бит
Встроенная память 2 МБ (или 1 000 000 значений)
Поддержка режима работы без ПК данные сохраняются в памяти
Поддержка режима работы в реальном времени частота дискретизации до 100 кГц для каждого канала
Внутренний программируемый триггер 0—4096 бит
Интерфейс USB 2.0 Hi-Speed
Энергопотребление до 400 мА
Рабочая температура -20 ... +60 °C
Максимально допустимое ускорение 500 g
В состав ИИС входят следующие аналоговые компоненты (см. рис. 1): датчики тока, напряжения, вибрации и согласующее устройство, которое состоит из усилителя заряда с коэффициентом усиления 1 мВ/пКл, фильтров нижних и верхних частот с перестраиваемой полосой пропускания. В табл. 2 указаны основные характеристики используемых датчиков.
Т а б л и ц а 2 Технические характеристики датчиков
Функция управления параметрами резания реализуется системой ЧПУ следующим образом:
программируются свободные М-функции на перехват сигнала, несущего информацию о требуемой подаче или скорости вращения, с внешнего устройства (в данном случае УСО), которые ставятся в соответствие со свободными портами программируемого логического контроллера (ПЛК);
в тексте программы обработки детали (в системе ЧПУ) вызывают эти М-функции перед операцией, где необходима адаптация; при этом управление параметрами резания переходит к УСО, и он формирует управляющий сигнал.
Управляющий сигнал может быть представлен как в цифровой, так и в аналоговой форме, когда амплитуда пропорциональна, например, значению подачи. Это зависит от особенностей ПЛК и наличия у него свободных входов. Сигнал упра
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.