УДК 620.179.17.008.6: 621.791.05
ИССЛЕДОВАНИЕ ИСТОЧНИКОВ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ ПРИ ОСТЫВАНИИ СВАРНОГО ШВА С ИСПОЛЬЗОВАНИЕМ КЛАСТЕРНОГО АНАЛИЗА
Л.Н. Степанова, К.В. Канифадин, СЛ. Лазненко
Проведен анализ локализованных в процессе остывания сварного шва сигналов акустической эмиссии (АЭ). Исследования степени опасности дефектов (непроваров, трещин в корне сварного шва и т. д.) осуществляли с использованием кластерного анализа по параметрам сигналов АЭ. Имитацию дефектов проводили за счет введения в сварной шов титановых и дюралюминиевых вставок. Анализировали результаты металлографических исследований образцов с искусственными и реальными дефектами. Для исследованных образцов выполнена локализация и построено распределение с учетом разбиения на кластеры суммарного счета и энергии сигналов АЭ от времени.
Ключевые слова: сварка, дефект, неразрушающий контроль, сигнал акустической эмиссии, кластеризация, набор параметров сигнала АЭ, локализация дефектов, степень опасности источника сигналов АЭ.
Основной причиной снижения технологической прочности изделий являются дефекты (трещины, непровары и т. д.), образующиеся при сварке и определяющиеся различными методами неразрушающего контроля (НК). Известно, что при НК сварных соединений применяются в основном у.з. и магнитный методы. Акустико-эмиссионный (АЭ) метод позволяет определять внутренние дефекты сварного шва в процессе сварки и остывания, автоматизировать процесс измерения сигналов АЭ и оперативно исправлять дефекты с минимальным объемом выборки металла [1—6]. Необходимая нагрузка создается за счет теплового режима. В материале шва и в околошовной зоне возникают растягивающие напряжения из-за кристаллизации расплава и остывания сварочной ванны, приводящие к излучению сигналов АЭ на дефектных участках сварного шва.
Однако для использования метода АЭ при контроле качества сварного шва необходимы методики, позволяющие выделять полезные сигналы из высокого уровня шумов, сопровождающих сварочный процесс, локализовать их и проводить оценку степени опасности дефектов. При этом локализация сигналов АЭ [1, 5, 6] должна осуществляться за минимальный промежуток времени до остывания сварного шва с последующим отображением дефектных зон на экране монитора компьютера. Это особенно актуально при контроле многопроходной сварки толстостенных конструкций [4].
Для оценки источников сигналов АЭ применяются различные методы кластеризации [1]. Наиболее надежные результаты дает кластеризация по форме, при которой определяется максимум функции взаимной корреляции цифровых эквивалентов сигналов АЭ. Главный недостаток данного метода состоит в больших временных затратах, возрастающих пропорционально квадрату числа регистрируемых сигналов. Это не позволяет использовать его для решения задач АЭ контроля сварки в реальном времени. Кластеризация по параметрам позволяет уменьшить время обработки сигналов АЭ и связана с определением их оптимального набора, описывающего с определенной точностью форму сигнала АЭ.
Сотрудники ФГУП «СибНИА им. С.А. Чаплыгина»: Людмила Николаевна Степанова, Кирилл Владимирович Канифадин, Светлана Анатольевна Лазненко. Тел. (838) 279-01-56. E-mail: sibnia@.ruhtt://www.sibnia@.ru
Эффективность идентификации дефектов по данным АЭ контроля в процессе сварки и остывания повышается, если анализировать поведение во времени не одного признака, а двух или трех в комплексе. Поэтому при исследовании источников сигналов АЭ использовали три признака, а именно — локализацию, распределение суммарного счета и энергии сигналов АЭ в кластере от времени.
Цель работы — исследование источников сигналов АЭ, регистрируемых в процессе остывания сварного шва, с использованием кластеризации по параметрам.
Разработанная методика контроля оценивает наиболее опасные дефекты, возникающие в процессе сварки. Для отработки методики вначале осуществляли имитацию дефектов сварки за счет введения в сварной шов титановых и дюралюминиевых вставок. Введение искусственных дефектов приводило к увеличению амплитуды и суммарного счета сигналов АЭ, характеризующих процесс возникновения и формирования трещин в сварном шве. Однако имитация дефекта сварного шва не является точной моделью реального процесса трещинообразования [2, 3].
Для сварки образцов использовали аппарат полуавтоматической сварки «Вега драйв-4». Отработку методики АЭ контроля проводили при сварке листов размером 500 х 500 мм из стали Ст3 двухсторонними швами. В экспериментах использовали широкополосные преобразователи акустической эмиссии (ПАЭ) с полосой пропускания 100— 700 кГц. Запись сигналов АЭ начинали с момента начала сварки и продолжали в течение 10 мин после ее окончания. Сигналы АЭ от искусственных дефектов записывали АЭ системой СЦАД-16.10 [1]. После сварки образцов двухсторонним швом осуществляли их внешний осмотр и металлографический анализ, позволивший определить внутренние дефекты. Внешний осмотр первого образца показал, что сварной шов имеет неодинаковую высоту, а также заметны наплывы и подрезы.
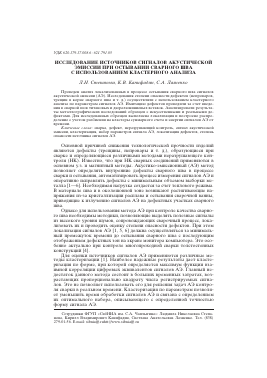
При АЭ контроле процесса сварки с титановыми вставками было зарегистрировано 1912 сигналов, из них локализовано 1842. По общему виду локализованных сигналов (рис. 1а) невозможно сделать однозначный вывод о качестве сварки образца, поэтому сначала выполняли кластеризацию сигналов по параметрам. Все кластеры условно разделяли на три группы. К первой группе были отнесены кластеры, не имеющие ярко выраженной группировки точек локализации, когда сигналы распределялись хаотично вдоль сварного шва. Эти кластеры были исключены из рассмотрения, так как их невозможно было соотнести ни с одним из источников сигналов АЭ. Вторую группу составляли кластеры, сгруппированные по краям сварного шва, а третью — кластеры, расположенные в местах установки титановых вставок. Эта же группа кластеров была наиболее многочисленной. Наличие большинства кластеров в зоне вставок является следствием введения инородных металлических включений в корень сварного шва.
При кластеризации сигналов АЭ по параметрам было получено 94 кластера. В нулевой кластер попало 1760 сигналов АЭ, из них было локализовано 1310. Большое число сигналов АЭ в нулевом кластере объясняется особенностью кластеризации по параметрам. Полученные кластеры обладали определенным центром (рис. 16), а кластеры с большим разбросом сигналов АЭ относительно центра исключали из дальнейшего анализа. Для определения времени регистрации сигналов АЭ в кластерах был построен график их суммарного счета от времени с отмеченными локализованными сигналами (рис. 2а).
Большинство источников сигналов АЭ с течением времени теряло свою активность. Исключение составил кластер 1 (рис. 26), в котором сигналы регистрировались на большом промежутке времени, что соответствовало его высокой активности. Для данного кластера на рис. 3 показаны совмещенные графики распределения энергии и суммарного счета сигналов АЭ от времени. За промежуток времени
ПАЭ
3
ПАЭ 2
ПАЭ
0
■ЧЗ^Г'
ПАЭ 1
ПАЭ
3
Титановая вставка
ПАЭ 2
ПАЭ 0
5
ПАЭ 1
Рис. 1. Общий вид локализованных сигналов АЭ на первом образце с титановыми вставками (а) и расположение кластера 1 в области сварного шва (•).
а
от 100 до 200 с наблюдали увеличение суммарного счета сигналов АЭ и повышение энергии. Все это подтверждает высокую активность рассматриваемого источника. По окончании промежутка времени Аг
= 400 с активность сигналов АЭ для большинства кластеров заметно снижалась.
А
2900 2800 2600 2400
§ 2200
т е
5
н
6
С
1800 1600 1400 1200 1000 800 600 400 200 0
20,7
100,0
200,0 300,0 Время, с
400,0 500,0
649,3
а
ал2000
60
50
40
30
20
10
0
0,00 100,00 200,00 300,00 400,00 500,00 600,00 700,00
Время, с
Рис. 2. Распределение сигналов АЭ в кластере 1 на графике суммарного счета (а); распределение суммарного счета сигналов АЭ от времени в образце с титановыми вставками для вычисленных кластеров (•).
На рис. 4а,б показано размещение кластеров для образца 3 с титановой и дюралюминиевой вставками. Введение в сварной шов титановой
вставки вызывало больший поток сигналов, чем при введении дюралюминиевой вставки. Это отражено и в количестве изображенных кластеров в зоне установки дюралюминиевой вставки. Координаты кластеров совпадают с координатами установки вставок из титана и дюралюминия. Кластер 1, обладающий высокой энергией, расположен в области установки первой титановой вставки, наличие которой привело к значительным изменениям в сварном шве.
60
50
40
а 30
20
10
Суммарный счет кластера 1
Энергия сигналов в кластере 1
100 200 300 400 500 600 700 Время, с
Рис. 3. Зависимость суммарного счета и энергии от времени для кластера 1 образца,
показанного на рис. 16.
0
Металлографические исследования поперечных шлифов сварных швов проводились в отделе прочности материалов и элементов конструкций ФГУП «СибНИА им. С.А.Чаплыгина» и позволили определить внутренние дефекты (поры, цепочки пор на границе сплавления с основным металлом, непровары по сечению металла и по кромке шва, шлаковые включения). В месте установки дюралюминиевой вставки в корне сварного шва присутствовали шлаковые включения, а также имелся непровар основного металла (рис. 5а). При введении в сварной шов титановой вставки (рис. 56) были отмечены непровар в корне шва и наружные дефекты типа подрез и наплыв.
Для определения различия между сварными швами с искусственными и реальными дефектами и подтверждения возможности локализации дефектов сварных швов с использованием кластерного анализа были проведены сравнительные исследования с образцами, в которых в сварной шов не добавлялись вставки. Технология сварки образца без вставок и методика исследования сигналов АЭ, излучаемых в процессе сварки, была такой же, как и на образцах со вставками.
На рис. 6а приведена локализация сигналов АЭ, полученная в процессе сварки образца без вставок, а на рис. 66 показан один из кластеров. Сравнение областей локализации и расположения кластеров вдоль сварных швов на рис. 1а,б и рис. 6а,б подтверждает предположение о том, что в образце без вставок сокращается число лока
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.