Методы проникающих веществ
УДК 620.179.1 и
К ВОПРОСУ О МЕТРОЛОГИЧЕСКОЙ ПОВЕРКЕ ОБРАЗЦОВ ДЛЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
ЮЛ. Глазков
Рассмотрены особенности применения контрольных образцов для капиллярного контроля. Показано, что после изготовления образцы необходимо подвергать метрологической аттестации для определения их технических характеристик. Однако проводить периодическую метрологическую поверку образцов нецелесообразно.
При капиллярном контроле деталей контрольные образцы применяют для оценки работоспособности дефектоскопических материалов, для проверки правильности исполнения дефектоскопистами технологии контроля, для учебных и других целей [1—4]. В качестве контрольных образцов применяют забракованные детали с мелкими трещинами или специально изготовленные блоки, пластины, диски, стержни или другие объекты с преднамеренно образованными дефектами типа несплошности материала, например, со щелями нормированных размеров, но чаще всего с трещинами. Как правило, метрологические службы металлообрабатывающих, машиностроительных и других заводов предусматривают проведение ежегодных метрологических поверок этих образцов.
С проведением этих поверок связывают технологическую политику по метрологическому обеспечению капиллярного контроля. Обычно это осуществляется под лозунгом повышения качества продукции и выполнения требований ГОСТ 8.315—97 [5]. Однако такие поверки на достоверность капиллярного контроля и качество продукции не влияют. А ГОСТ 8.315—97 не распространяется на контрольные образцы с трещинами и другими дефектами или их моделями, предназначенными для капиллярного контроля. В этом стандарте изложены требования на стандартные образцы состава и свойств веществ и материалов, каковыми образцы для капиллярного контроля не являются. Поэтому ссылка на указанный стандарт в нормативной и рабочей технологической документации на капиллярный контроль неуместна. По этим же причинам называть образцы для капиллярного контроля "стандартными" нет оснований [6]. Распространение требований ГОСТ 8.315—97 на образцы для капиллярного контроля приводит лишь к неоправданным экономическим затратам предприятий.
Проведение периодической метрологической поверки контрольных образцов для капиллярного контроля иногда предусматривают в отраслевой нормативной документации [7—9]. При этом ошибочно считают, что выявление дефектов на реальных деталях гарантируется только в случаях, если для оценки работоспособности применяемых дефектоскопических материалов и для других целей используются образцы, подвергаемые такой поверке. Однако периодическая метрологическая поверка образцов для капиллярного контроля не обусловлена техническими потребностями производства и с метрологических и физических позиций не обоснована. В такой поверке нет необходимости в связи со следующим.
1. Согласно основному требованию метрологии [10—12] периодической метрологической поверке должны подвергаться средства измерений. Однако образцы с трещинами или другими дефектами, предназначенные для использования при капиллярном контроле, не являются средствами измерений. С их помощью никакой параметр ни в каких единицах физических величин с какими-нибудь допусками не измеряется. Они не являются мерой какой-либо физической величины, не воспроизводят ее значение. Они не имеют измерительной шкалы, диапазона измерений, клас-
са точности. Результат применения образцов не может быть сопоставлен с заданным значением какой-либо физической величины. Другими словами, они не имеют ни одного признака, присущего средствам измерений. Поэтому, являясь средствами качественного контроля, образцы не требуют периодической метрологической поверки.
2. Иногда необходимость периодических метрологических поверок образцов обосновывают наличием на них трещин или других дефектов с определенными размерами. Но этот факт не может служить обоснованием метрологических поверок. Нас окружает множество предметов, имеющих определенные размеры. Но эти предметы, тем не менее поверкам не подвергаются. Ведь никто же не требует подвергать метрологическим поверкам карандаши, используемые для разметки объектов контроля, или электрические лампочки, освещающие места контроля, хотя они имеют нормируемые размеры, твердость, электрическое сопротивление, яркость свечения или другие измеряемые параметры.
3. Упомянутое выше утверждение о том, что выявление дефектов на реальных контролируемых деталях гарантируется только в случаях, если для проверки средств контроля, в частности, дефектоскопических материалов, применяются образцы, подвергаемые периодической метрологической поверке, не состоятельно. Ведь качество капиллярного контроля зависит, помимо работоспособности материалов, также от многих других факторов. К ним, например, относятся состояние и степень очистки поверхности деталей и полостей отыскиваемых дефектов от посторонних веществ, форма и размеры деталей, шероховатость их поверхности, наличие и уровень поверхностного упрочнения, вид и местоположение дефектов, способы нанесения пенетранта и проявителя на поверхность деталей, условия проявления дефектов и обнаружения индикаторных рисунков дефектов, а также другие факторы. При хорошем выявлении дефектов на контрольном образце (в том числе поверенном), то есть при высоком качестве дефектоскопических материалов, любой из этих факторов может существенно снизить эффективность контроля реальных деталей или привести к необнаружению дефектов. Следовательно, при использовании контрольных образцов, повергаемых метрологической поверке, выявление дефектов может не гарантироваться точно так же, как при применении не поверяемых образцов.
4. Размеры (по металлу) трещин и других дефектов на образцах (которые, как правило, измеряются при метрологических поверках) не могут заметно изменяться при использовании образцов. Они не претерпевают каких-либо превращений под воздействием климатических условий, срока эксплуатации или износа. С этой точки зрения проводить периодические метрологические поверки образцов также не требуется.
5. Основными рабочими элементами контрольных образцов для капиллярного контроля являются полости дефектов. При использовании образцов в эти полости проникает пенетрант; он остается там после его удаления с поверхности образцов и затем диффундирует в слой нанесенного проявителя, образуя индикаторные рисунки. Качество индикаторных рисунков и даже их наличие зависят от того, насколько полости дефектов свободны от различных веществ. Но при использовании образцов происходит постоянное постепенное загрязнение полостей дефектов. Несмотря на промывки образцов после каждого применения в полостях дефектов накапливаются и полимеризуются неудаляемые остатки дефектоскопических материалов, появляются продукты окисления и щелевой коррозии материала образцов. Они, невидимые на поверхности образцов, приводят к уменьшению свободного объема полостей трещин, к ухудшению качества образцов или выходу их из строя. Однако при мет-
К вопросу о метрологической поверке образцов.
71
рологических поверках степень загрязнения полостей не может быть оценена. По результатам оценки размеров дефектов (по металлу) при таких поверках годным к использованию может быть признан непригодный образец. С этой точки зрения проводить периодические метрологические поверки образцов также не требуются; они бессмысленны.
6. С учетом специфики назначения и старения контрольных образцов для капиллярного контроля их периодическая метрологическая поверка не предусмотрена зарубежными стандартами и другими нормативными документами [13—18].
В некоторых случаях в паспортах (свидетельствах) на образцы для капиллярного контроля указывают срок их действия — год, три года, иногда даже 5 лет, после которого предусматривается метрологическая поверка. Из изложенного выше следует, что для нормирования срока действия образцов нет оснований. Полости трещин могут загрязняться раньше указанных сроков. Продолжительность работы образцов зависит от многих факторов: от типа материала образцов, частоты их применения, состава воздушной среды на участке контроля, колебаний ее температуры и влажности, качества ацетона, используемого для промывки образцов, и количества влаги в нем, условий сушки образцов и т. д. Поэтому образцы могут выйти из строя в любое время, в связи с чем указывать срок их действия нельзя.
Итак, контрольные образцы для капиллярного контроля нецелесообразно подвергать периодическим метрологическим поверкам. Но всегда необходимо знать размеры трещин или других дефектов на них. Поэтому после изготовления (либо подбора из числа забракованных деталей) образцы должны подвергаться аттестации с целью определения их технических характеристик, в том числе для оценки размеров дефектов и проверки соответствия требованиям нормативной документации [19].
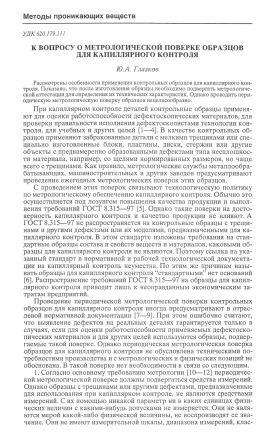
Схема надзора за качеством контрольных образцов:
/ — ежедневно; 2 — дефектоскопист; 3 — производственный мастер; 4 — периодически; 5 — контрольный мастер; 6 — технолог; 7 — комиссия по проверке технологической дисциплины.
Как осуществляется контроль качества образцов при использовании в цеховых условиях? Как правило, дефектоскописты оценивают их внешнее состояние ежедневно (см. рисунок). На рабочей поверхности образцов не допускаются коррозионные язвы, продукты коррозии, рис-
ки, надиры, забоины, вмятины, отслаивание покрытия и другие повреждения, влияющие на их эксплуатационное качество. Дефектограммы к образцам с зафиксированным рисунком выявленных дефектов не должны иметь загрязнений и повреждений. Рисунок дефектов на них должен быть четким и полным. Качество образцов дефектоскописты проверяют одновременно с приемкой смены и проверкой состояния и работоспособности оборудования, инструментов, приборов и приспособлений. Ежедневный контроль за выполнением этого требования осуществляет производственный мастер, а периодический — контрольный мастер [20]. Состояние контрольных образцов проверяют также технологии и цеховая (заводская, ведомственная, инспекционная) комиссия при периодической плановой или специальной внеплановой проверке технологической дисциплины на п
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.