УДК 620.179.16
КОНТРОЛЬ МАССОВЫХ ИЗДЕЛИЙ РЕЗОНАНСНЫМ ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИМ МЕТОДОМ
(ОБЗОР)
Г.И. Деордиев, В.Е. Щербинин
Рассмотрены способы и устройства для резонансного электромагнитно-акустического контроля массовых изделий на основе исключения или подавления таких неинформативных факторов, как паразитное демпфирование, упругая и магнитная анизотропия, колебания размеров изделий в пределах допуска и др. Проведена экспериментальная проверка этих способов. Созданы автоматы контроля предела прочности массовых изделий из стали 40Х и нарушений сплошности штампованных заготовок в виде дисков из стали 18ЮА с производительностью 1200 штук в минуту.
При необходимости нелокального бесконтактного и высокопроизводительного контроля физико-механических свойств, качества термической обработки и нарушений сплошности массовых деталей в виде пластин или стержней весьма перспективным является резонансный метод, основанный на явлении электромагнитно-акустического преобразования (ЭМАП) — генерации ультразвука в образце электромагнитным полем внешнего источника и регистрации вторичного поля индуктивным преобразователем [1]. Параметры ЭМАП несут информацию об упругих, магнитоупругих, магнитных и электропроводящих свойствах магнетика, которые в свою очередь зависят от его структурного состояния.
Исходные информативные параметры, используемые для контроля качества изделий резонансным ЭМА методом, можно по аналогии с акустическими [2, 3] и низкочастотными магнитоупругими методиками [4. 5. 6] условно подразделить на акустические (резонансная частота/р, механическая добротность (2) и магнитоупругие (амплитуда ЭМА сигнала — амплитуда эдс £р в приемной катушке на частоте/р; фаза фр резонансного ЭМА сигнала, отсчитываемая относительно тока /в в катушке возбуждения; параметры зависимости ер от поляризующего поля Ноу, намагничивающего изделие вдоль его поверхности).
Основные параметры определяются из резонансной амплитудно-частотной характеристика [7]
где е — эдс ЭМА сигнала на текущей частоте /.
К сожалению, в практике контроля использование любого из этих параметров наталкивается на большие трудности. Так, резонансная частота может быть измерена с высокой точностью и может служить для определения ряда физико-механических характеристик материалов и нарушений сплошности, но трудность заключается в том, что при контроле массовых деталей/р существенно зависит от колебаний их геометрических размеров в пределах допуска. Например. при/р = 100 кГц изменение резонансного размера всего на 0.1 % приведет к уходу частоты на 100 Гц [1].
Добротность определяется затуханием у. з. колебаний от различных структурно-чувствительных источников внутреннего трения, однако все
ВВЕДЕНИЕ
£
Р
(1)
маскируется превалирующими паразитными демпфирующими факторами. Согласно [2, 3, 8. 9], к ним относятся изменения расположения элементов крепления и площади их контакта с изделием, изменения давления на элементы крепления и изменения общей жесткости резонансной системы, загрязнения и царапины на поверхности изделия и опор, а также вариации силы притяжения к полюсам намагничивающего устройства. Все это приводит к существенному разбросу значений £) и ер, то есть снижает надежность и достоверность контроля.
Для отстройки от вариаций затухания в [2, 3, 8] рекомендуется сводить к минимуму внешние демпфирующие воздействия, что далеко не всегда возможно даже в лабораторных условиях и сопряжено со снижением производительности контроля.
При контроле качества термообработки по эдс, обусловленной маг-нитоупругим эффектом [4], в работе [5] предложено создавать поочередно механические напряжения, имеющие различные, но фиксированные значения, а в [6] — стабилизировать резонансные упругие напряжения с помощью тензодатчика. В случае использования двойного ЭМАП, когда напряжения, возбуждаемые в детали по магнитострикционному механизму, малы, указанные методы отстройки не могут быть применены.
Однако в принципе, используя исходные информативные параметры и дополнительные измерения и образуя из них комбинированные информативные параметры, можно существенно снизить влияние паразитных факторов.
Цель настоящей работы — обсуждение способов и устройств, предназначенных для повышения надежности резонансного ЭМА контроля массовых изделий путем реальной отстройки от мешающих факторов.
1. ОТСТРОЙКА ОТ ПАРАЗИТНЫХ ДЕМПФИРУЮЩИХ ФАКТОРОВ 1.1. Нормированное демпфирование
Рассматриваемые способы основаны на учете связи магнитоупругих информативных параметров с затуханием у. з. колебаний в резонансной системе. Эта связь для амплитуды ер описывается соотношением
где, согласно [1], для ферромагнитного металла в поле Ноу произведение квадрата дифференциальной магнитострикции ЭА./ЭЯ на величину, обратную дифференциальной магнитной восприимчивости х< характеризует эффективность двойного ЭМАП по магнитострикционному (возбуждение) и магнитоупругому (прием) механизмам в режиме бегущей волны, а добротность £2 в соответствии с [6] показывает, во сколько раз усиливаются исходные ультразвуковые колебания при резонансе, и отображает влияние их затухания на £р. Добротность определяется не только поглощением звука в веществе исследуемого изделия (внутренние потери с^), но и излучением звука в окружающую среду (внешние потери а2). Общие потери а = а, + а2, а добротность при одновременном действии обоих факторов определится как
(2)
О
Q^+Qг
(3)
Если снизить внешние потери не представляется возможным, то их надо увеличить на определенную постоянную величину, что снизит вли-
яние на ер вариаций затухания. На этом основан первый способ отстройки от влияния паразитных демпфирующих факторов [10]. Увеличение а2 достигается за счет приложения к контролируемому изделию стабильной механической нагрузки Р, вызывающей рост акустических потерь в контакте изделия с элементами крепления. Наряду с ослаблением влияния паразитных демпфирующих факторов на ер этот способ позволяет сократить время формирования неискаженного резонансного сигнала
у^ __ ./тах /тт ^-у! ^^
г1
Jp
при плавном изменении частоты возбуждения в диапазоне поиска резонансной частоты от /тт до/тах. А это время может быть значительным. Например, при разработке автомата для контроля штампованных заготовок в виде дисков диаметром 20 и толщиной 2,5 мм из стали 18ЮА необходимо обеспечить время контроля не более 50 мс, так как автоматическая линия по их изготовлению обеспечивает производительность 1200 штук в минуту. Между тем оценка по (4) дает величину Т = 2 с, что в 40 раз больше времени, отводимого на контроль одного диска. Из этой ситуации можно выйти использованием режима автогенерации. В приборе ЭМАКС-1р эта задача решена путем применения фазовой автоподстройки частоты системой ФАПЧ с полосой захвата ±1 кГц [1, 11].
1.2. Основной информативный параметр — отношение амплитуда/добротность (£р/<2)
Отстройка от паразитных демпфирующих факторов достигается также (второй способ) за счет одновременного определения ер и <2 и использования в качестве информативного параметра отношения Ер/() [12]. Это отношение, согласно (2), не зависит от вариаций затухания и прямо пропорционально квадрату структурно-чувствительной величины ЭЛ-/ЭИ (последняя, согласно [1,8]. коррелирует с внутренними напряжениями второго рода, которые уменьшаются с ростом температуры отпуска Готп).
1.3. Фазовый параметр фр
При третьем способе [13] в качестве информативного параметра, не чувствительного к демпфированию, используется фаза фр резонансного ЭМА сигнала, отсчитываемая относительно тока /в в катушке возбуждения. Действительно [7], при изменении добротности резонансной системы изменяется наклон фазовой характеристики ф(/), но ее центральное значение на частотесмещенное относительно фазы бегущей волны на я/2, не зависит от Предполагается [1], что контроль качества отпуска по фр возможен благодаря связи этого параметра с пульсационной магнитной проницаемостью, чувствительной к изменению послезакалочных напряжений.
2. РЕЗУЛЬТАТЫ И АНАЛИЗ ИЗМЕРЕНИЙ
Экспериментальное сравнение эффективности различных способов проводилось на образцах конструкционной стали 40Х в виде квадратных пластинок с длиной стороны (50,00±0,03) мм и толщиной (5,00±0,01) мм, подвергнутых закалке от 860 °С и последующему отпуску при (250— 600)°С.
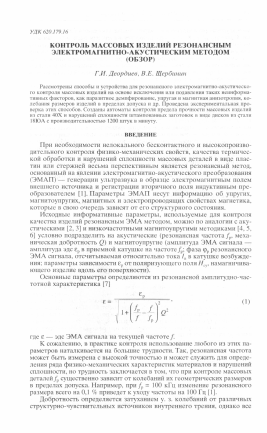
Образец О (рис. 1) размещался между катушкой возбуждения КВ и приемной катушкой КП. Зазор между каждой из катушек и образцом со-
ставлял 0,5 мм. Образец опирался краями на подставку в зазоре между полюсами электромагнита который создавал поле Ноу.
От генератора качающейся частоты ГКЧ в катушку возбуждения подавался стабилизированный ток /в = 37 мА. Величина /в контролировалась по напряжению на резисторе Я вольтметром В2. Частота возбуждения измерялась частотомером Ч.
ф
кв _|кп
ГКЧ
ж
о
N
1
пэ СИ
т
ИАЧХ
Рис. 1. Схема экспериментальной установки.
Сигнал ЭМА регистрировался с помощью КП, и при изменении частоты можно наблюдать резонансную характеристику £(/) на экране индикатора амплитудно-частотных характеристик ИАЧХ. Вольтметр Вх позволял измерять £ в любой точке £(/) и определять резонансную амплитуду £„ в условиях без нагрузки или при нагрузке Р на верхнюю плоскость образца О. Фазовый параметр (рр измерялся фазометром Ф, а добротность определялась по формуле [7]
чеоу
-1, (5)
где Д/7 — ширина полосы пропускания резонансной системы на уровне
Независимости £р от внутреннего поля Я, существенно изменяются при повторной установке образца в позицию контроля, что видно из сравнения кривых 1 и 3 с кривыми 2 и 4 на рис. 2. Указанное изменение согласуется с поведением полевых зависимостей В то же время значения £р/(2 хорошо укладываются на общую кривую. Аналогичная ситуация (рис. 3) имеет место и для образца в виде заготовки болта из стали 40Х, отпущенного при Готп = 525 °С. Здесь катушки КВ и КП выполнены проходными. Измерения проводились при жестком закреплении заготовок в позиции контроля с помощью подпружиненного призматического захвата на резонансной частоте второй гармоники продольных акустических колебаний. В качестве исто
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.