УДК 621.03; 620.179.16
КОНТРОЛЬ МИКРОСТРУКТУРЫ КОНТАКТНОГО ПРОВОДА АКУСТИЧЕСКИМ МЕТОДОМ
В Н. JJu, A.M. Кондратьев, Е В. Муромцева, С.Н. Химухин
Исследованы закономерности изменения микроструктуры медного контактного провода, его прочности и акустических параметров в зависимости от температуры нагрева. Проведено сопоставление акустических и прочностных характеристик образцов провода, подвергшихся различным нагрузкам.
Контактная сеть электрифицированных железных дорог, как одна из неотъемлемых их частей, должна обеспечить существующие и планируемые размеры перевозок. В современных условиях, когда основные элементы сети на большинстве дорог России отработали нормативный срок эксплуатации, особое внимание должно уделяться определению их остаточного ресурса. Для решения такой задачи необходимы методы и средства оценки текущего состояния конструкций, арматуры и проводов контактной сети и, в частности, одного из основных объектов — контактных проводов, изготовленных из меди и ее сплавов.
Существующие на сегодняшний день способы контроля механических свойств контактного провода можно отнести в основном к разрушающим, что малоэффективно. Бесконтактные, оптические методы контроля контактной сети [1], достаточно широко внедряемые на ряде дорог, позволяют осуществлять оперативный контроль зигзага, провисания и состояния поверхности провода, однако они не обеспечивают определение его прочностных характеристик.
В настоящей работе приведены результаты исследований по установлению зависимости структурных изменений и акустических свойств проводов от нагрева. Для анализа использовались три группы образцов медного контактного провода марки МФ 100, ГОСТ 2584—86. Первая группа была получена с участков контактной сети железной дороги после различных сроков эксплуатации. Вторая и третья группы — образцы проводов, подвергшиеся различным тепловым нагрузкам в лабораторных условиях (вторая группа — нагрев в условиях свободного конвективного теплообмена с окружающей средой током силой 240—420 А до температур 100—250 °С без выдержки, третья группа — нагрев током с последующей выдержкой продолжительностью 1800 с при заданной температуре). В качестве контрольного образца использовали провод в состоянии поставки. После полного остывания образцов проводили статические испытания на растяжение (Fp), металлографические исследования структуры, измерение акустических характеристик (коэффициент затухания а и время распространения ультразвуковых колебаний t ) [2, 3].
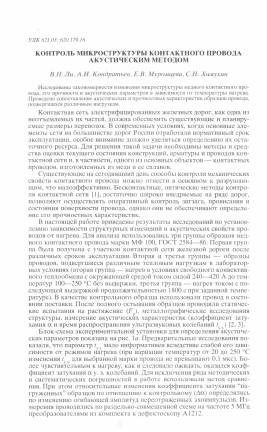
Блок-схема экспериментальной установки для определения акустических параметров показана на рис. 1а. Предварительные исследования показали, что параметр t i мало информативен вследствие слабой его зависимости от режимов нагрева (при вариации температур от 20 до 250 °С изменения t з для выбранной марки провода не превышают 0,1 мкс). Более чувствительным к нагреву, как и следовало ожидать, оказался коэффициент затухания а у. з. колебаний. Для исключения ряда методических и систематических погрешностей в работе использовали метод сравнения. При этом относительные изменения коэффициента затухания "нагруженных" образцов по отношению к контрольному (Да) определялись по изменению огибающей амплитуд переотраженных эхоимпульсов. Измерения проводились по раздельно-совмещенной схеме на частоте 5 МГц преобразователями из комплекта к дефектоскопу А1212.
Методика проведения измерений заключалась в следующем. Раздельно-совмещенный преобразователь ПП устанавливался на образец контактного провода, как показано на рис. 1а (для обеспечения акустического контакта использовался вазелин). Вход и выход ПП подключались к соответствующим разъемам ультразвукового дефектоскопа А1212 (на рисунке позиции 1,2,3). После настройки режимов работы дефектоскопа измерялась огибающая амплитуд переотраженных эхоимпульсов.
Механические испытания первой группы образцов не выявили существенной закономерной связи между продолжительностью эксплуатации провода и его прочностью. Это связано с малой значимостью фактора времени эксплуатации по отношению к другим факторам, например таким, как место установки провода, обуславливающего интенсивность термической нагрузки. Дополнительное изучение микроструктуры и акустических свойств подтверждает сделанный вывод.
пп
-а- 111
- -л- II
••••*•■• ¡V
10
-10
80
120
160
200
240 I, °С
Рис. 1. Блок-схема экспериментальной установки (а) и зависимость изменений коэффициента затухания и усилий разрыва от температуры
нагрева (6):
I — генератор радиоимпульсов; 2 — усилитель; 3 — индикатор: 4 — образец провода; ПП — раздельно-совмещенный преобразователь; И, П — излучатель и приемник у. з. колебаний соответственно; / — Да; III — Р (нагрев без выдержки). II — Да; IV — F (нагрев
с выдержкой).
На рис. 16 приведены зависимости изменений параметра а (Да) и усилия разрыва (Гр) от температуры нагрева. Режимы нагрева указаны в табл. 1, 2.
Как видно на рис. 16, в интервале температур 100—220 °С усилие разрыва, а следовательно, и прочность провода, практически не изменяются. Несколько меньшая прочность образцов третьей группы объясняет-
ся дополнительной их выдержкой при заданной температуре, что сопровождается увеличением времени процессов аннигиляции дислокаций. Отклонения значений усилий разрыва от образца к образцу в каждой группе составляют менее 5 %. Эти вариации обусловлены различием скорости нагрева образцов, которая в свою очередь определяется для каждого
Таблица 1
Нагрев образцов без выдержки (группа 2)
Номер образца Температура окружающей среды, °С Температура нагрева образца /, °С Ток нагрева, А Время нагрева, мин
1 23 100 240 10.3
2 23 120 300 13,0
3 23 140 300—360 25,0
4 23 160 360 12,0
5 23 180 360 14,0
6 23 200 360 16,0
7 23 220 360—420 13,0
8 23 250 360—420 28,0
образца условиями достижения и выдержки заданной температуры. Изменения коэффициента затухания у. з. колебаний для обеих групп имеют общие закономерности, однако во второй группе, вследствие большей неравновесности процесса нагрева, разброс данных от образца к образцу выше. Необходимо отметить также некоторое увеличение прочности образцов в обеих группах в районе 140 °С. Этот эффект, по-видимому,
Таблица 2
Нагрев образцов с выдержкой (группа 3)
Номер образца Температура окружающей среды, °С Температура нагрева образца Л°С Ток нагрева. А Время нагрева, мин Время выдержки, мин Ток выдержки. А
1 22 100 300 8,3 30 180—300
2 22 120 240—270 25,0 30 240—258
3 22 140 300—312 27,0 30 294—400
4 22 160 360 7,0 30 282—300
5 22 180 360 10,0 30 282—300
6 22 200 360 15,0 30 312
7 22 220 360 15,0 30 342
8 22 250 360 30,0 30 348
является следствием перераспределения примесей с образованием зон типа Гинье-Престона оптимального размера. Отмеченные закономерности коррелируют с данными измерений коэффициента затухания у. з. колебаний. Нагрев образцов до более высоких температур способствует активизации протекания процессов аннигиляции и отдыха и поэтому кратковременный нагрев свыше 220 °С приводит к резкому снижению предела прочности.
Для выяснения механизма разупрочнения контактного провода проводили металлографические исследования. Микроструктуру провода изучали на поперечных и продольных шлифах (рис. 2). В качестве микрообъекта, ответственного за изменение прочности провода при проведении исследований, нами было выбрано действительное зерно [4]. Под-
готовку образцов и подсчет размеров зерен проводили по ГОСТ 21073.0—75 — ГОСТ 21073.4—75. Предлагаемый средний размер зерна мало информативен. Нами проводился подсчет количества зерен с разбивкой по размерным группам [5]. Было принято 7 размерных групп (мкм): первая — менее 0,5; вторая — от 0,5 до 1; третья — от 1 до 2; четвертая — от 2 до 4; пятая — от 4 до 8; шестая — от 8 до 16 и седьмая — более 16.
Рис. 2. Поперечное сечение контактного провода. Зоны:
/ — в середине; 2 — на краю, в области контакта; 3 — зона галтели.
3
Вследствие неоднородности микроструктуры провода по сечению были выделены три зоны: 1 — в середине; 2 — на краю, в области контакта; 3 — на краю, вне контактной области (по причине схожести результатов для зон 2 и 3 в работе приводятся данные только по зоне 2).
Подсчет количества зерен в группах в поперечных и продольных сечениях проводили на фотографиях микроструктур рис. 3. На рис. 4 при-
ведено количественное распределение зерен по размерным группам в средней части проводов (зона 1) третьей группы. Как видно на рис. 4, нагрев до 140 °С не приводит к существенному перераспределению в размерных группах. При температуре 140 °С заметен некоторый рост количества зерен группы 5 за счет уменьшения в 3-й и 4-й группах. Нагрев провода до температуры 250 °С заметно увеличивает количество зерен, входящих в 3—5 группы. На этом же рисунке приведена обобщенная зависимость распределения зерен в проводах первой группы (после эксплуатации). Практически во всех исследованных образцах наблюдается увеличение количества зерен в трех последних группах. Подобное распределение наблюдается и для внешней части провода (зоны 2 и 3). причем отличия проявляются в смещении максимума зависимостей к меньшим раз-
мерным группам (1—4), что объясняется технологией изготовления провода. При производстве провода наибольшие деформационные нагрузки возникают в зоне 2 и, следовательно, в этой зоне образуются зерна минимального размера. В целом, в распределении зерен в зоне 2 наблюдается больший разброс, чем в зоне 1, что обусловлено изначально большей неоднородностью микроструктуры в зоне 2. Исследование размерных параметров зерен в продольных шлифах согласуется с результатами, полученными выше. При этом отмечается, что зерна образцов в продольном сечении имеют большие размеры вследствие направленной пластической деформации, полученной в процессе изготовления провода.
Е
I ю
—х— 4
Рис.
7-
2 3 4 5 6 7
Размерные группы 4. Особенности распределения зерен в поперечном сечении провода:
- исходный образец; 2 — образец 3; 3 — образец 8; 4 — образцы после эксплуатации.
I
2
Объяснить и сопоставить наблюдаемые в эксперименте изменения коэффициента затухания (см. рис. 1
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.