ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 5, 2014
УДК 621.7:620.179.142
© 2014 г. Корнилова А.В.1'2, Идармачев И.М.1, Тет Паинг1, Чжо Зайяр1
МЕТОДИКА ОПРЕДЕЛЕНИЯ РЕСУРСА ШТАМПОВОГО ИНСТРУМЕНТА С ПРИМЕНЕНИЕМ МАГНИТНЫХ МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
1 Московский государственный технологический университет "СТАНКИН", г. Москва
2 ЗАО "ПРОЧНОСТЬ", г. Москва
На основе репрезентативной выборки экспериментальных данных и обработки полученных результатов разработана методика определения ресурса инструмента для холодной листовой штамповки. Методика основана на корреляции между магнитными, механическими и физико-химическими (химического состава, режима термической обработки, пластической деформации, микро- и макронапряжений, расположения дислокаций и др.) свойствами материала штампового инструмента.
В настоящее время в производственных условиях остро стоит вопрос определения ресурса инструмента для холодной листовой штамповки ХЛШ [1—7]. Несмотря на бурное развитие расчетных и экспериментальных методов до настоящего времени не удалось создать единую методику, однозначно определяющую повреждаемость и, соответственно, долговечность штампового инструмента (касается как штампов для холодной, так и штампов для горячей штамповки). Приведенные в классической технической литературе (например, [8], с. 601) данные являются эмпирическими, ориентировочными и имеют большой разброс. Сложность оценки ресурса инструмента для ХЛШ состоит в том, что его эксплуатация практически всегда сопровождается совместным действием двух разрушающих процессов — износа и усталости. Обычно принимается, что работоспособность инструмента регламентируется активностью того физического процесса, который в данных условиях контролирует процесс разрушения. Однако эти процессы взаимодействуют и на различных этапах эксплуатации штампа (от первой отштампованной детали до его выхода из строя) могут ускорять и существенно замедлить действие друг друга [1—3, 9]. На результат их взаимодействия оказывает влияние большое количество факторов — конструкция и материал рабочих деталей штампа, конструкция и степень износа оборудования, график рабочих нагрузок технологической операции и т.д. Периодические перешлифовки рабочих деталей штампов для ХЛШ с одной стороны устраняют последствия износа и зародыши усталостных микротрещин, с другой стороны создают в поверхностном слое растягивающие напряжения, которые в свою очередь катализируют процесс накопления повреждаемости.
Предположим, что в данном случае адекватно контролировать процесс накопления повреждаемости можно по некоему параметру, основанному на корреляции между магнитными и физико-механическими свойствами, так как эти свойства одновременно зависят от одних и тех же факторов — химического состава, режимов термической обработки, накопленной повреждаемости. Микро- и макродефекты структуры, накапливаясь в металле в процессе циклического нагружения, являются отображением силового режима работы конструкции. В качестве основного контролируемого пара-
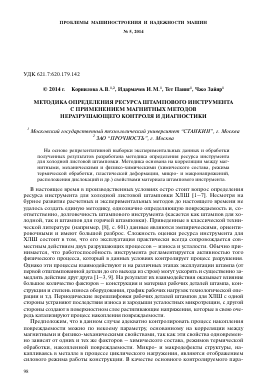
Рис. 1 Рис. 2
Рис. 1. Один из исследуемых штампов, установленный на открытый кривошипный пресс номинальной силой 750 кН: 1 — верхняя плита штампа, 2 — матрица, 3 — нижняя плита Рис. 2. Измерение коэрцитивной силы вблизи зоны разрушения в образцах СТ-1 из стали Х12МФ после испытания их на трещиностойкость
метра была принята коэрцитивная сила Ис (А/м), так как она однозначно связана с остаточной пластической деформацией, т.е. с уровнем повреждаемости металла (имеется в виду суммарная повреждаемость от действия всех разрушающих процессов, сопровождающих эксплуатацию инструмента, и привнесённая в металл в процессе изготовления инструмента). По своему физическому смыслу коэрцитивная сила — это напряженность магнитного поля, необходимая для полного размагничивания предварительно намагниченного до насыщения ферромагнетика, и ее можно представить как [10]
б , 1Б\ 1
Н = Е+\К)" • (1)
где Б — остаточная индукция; К — циклический коэффициент напряжения; п — циклический коэффициент упрочнения; Е — модуль упругости.
Остаточная деформация Ер определяется аналогичными параметрами [10]
1
ер=Кп • (2)
где а — амплитуда напряжения.
При наличии корреляционных зависимостей между Нс и Ер по величине коэрцитивной силы можно вести контроль накопления повреждений в металле — выражения (1), (2), а также прогнозировать ресурс инструмента.
По величине коэрцитивной силы можно также выявить структурные изменения металла в тех случаях, когда другие магнитные свойства остаются без изменений. Например, холодная пластическая деформация не изменяет намагниченность насыщения, но значительно повышает коэрцитивную силу [11].
Был проведен ряд исследований коэрцитивной силы в штампах для ХЛШ (для создания репрезентативной выборки полученных значений на трех заводах, эксплуатирующих штамповый инструмент для ХЛШ на открытых кривошипных прессах) и образцах из штамповых сталей Х12МФ ГОСТ 5950-2000 (рис. 1 и 2).
При проведении экспериментов использовали аттестованный прибор лаборатории неразрушающего контроля ЗАО "Прочность" — КИМ-2М. Эксперимент показал однозначную закономерность — коэрцитивная сила и, соответственно, повреждаемость во всех деталях штампа в направлении, перпендикулярном фронту пресса (ОZ на рис. 1) и параллельном ему (ОХ) не совпадают по величине. Если в случае матрицы, получаемой из проката, можно было бы предположить влияние технологии изготов-
4* 99
ления (направления прокатки), то в случае литых деталей технологическая анизотропия свойств так резко проявиться не может. Следовательно, эксперимент на уровне магнитных характеристик показал существенное влияние расположения инструмента в штамповой зоне открытого кривошипного пресса на его долговечность.
На основе полученных данных были созданы регрессионные модели, позволяющие определить скорость роста коэрцитивной силы в зависимости от ряда параметров штамповки. Результаты измерения коэрцитивной силы в деталях штампов показаны в таблице. Проведенные исследования показали, что наиболее часто отказ инструмента определяется его матрицей, поэтому в таблице столбцы 2 и 3 (средние значения скорости роста коэрцитивной силы) относятся к матрицам исследуемых штампов. Измеряли коэрцитивную силу в двух взаимно перпендикулярных направлениях (OX и OZ, рис. 1) через определенное количество циклов нагружения штампов, регламентируемое возможностями реальных производств. Измерения проводили в наиболее нагруженных местах, которые определяли расчетом численными методами.
Процесс роста коэрцитивной силы в процессе циклического нагружения описывается следующими регрессионными моделями:
dHc = 0,85 • (7 • 10-5 • X2 - 0,073 • X1 + 19,105) х dN
х (2 • 10-6 • X22 - 0,008 • X2 + 8,816) х
х (0,520 • X32 - 0,729 • X3 + 0,651) х (3)
х (3 • 10-10 • X42 - 3 • 10-6 • X4 + 1,077) х х (-0,142 • X52 + 0,652 • X5 + 0,186) х х (7 • 10-6 • X62 - 0,005 • X6 + 2,321),
dHc = 0,95 • (10-4 • X2 - 0,112 • X1 + 29,160) х dN
х (5 • 10 х (-0,024 х (2 • 10-9 х (-0,064 х (5 • 10-5
-6 X22 -0,017 • X2 + 14,282)х
X2 + 0,384 • Х3 + 0,642) х (4)
X42 -10-4 • Х4 + 0,129) х Х52 + 0,379 • Х5 + 0,465)х X62 - 0,025 • X6 + 4,648), где N — циклы нагружения инструмента; Х1 — предел прочности материала заготовки (МПа); Х2 — предел прочности материала матрицы (МПа); Х3 — количество перешлифовок; Х4 — количество деталей, снятых со штампа на момент исследования; Х5 — толщина листа заготовки (мм); Х6 — номинальная сила пресса (кН).
Уравнением (3) описывается изменение скорости в направлении ОХ, уравнением (4) — в направлении О2. Практически всегда скорость роста коэрцитивной силы (как индикатора повреждаемости) выше в направлении ОХ. Однако для практических расчетов в каждом конкретном случае это необходимо проверять и определять ресурс инструмента по направлению, где скорость выше.
Оценку надежности полученных уравнений и адекватности модели осуществляли с помощью коэффициента несовпадения Тейла и критерия Фишера. Коэффициент несовпадения Тейла составил: для модели в направлении ОХ 0,065, в направлении О2 0,124. Расчетная величина критерия Фишера для модели в направлении оси ОХ составила 340,90, а в направлении О2 — 7,99, что больше теоретической величины (7,20), следовательно, с вероятностью более 99% модель адекватна.
Для выяснения начального значения коэрцитивной силы (на момент штамповки первого изделия) и значения, соответствующего моменту предразрушения, был про-
Исследуемый штамп Скорость роста коэрцитивной силы, А/(м • цикл) Параметр, влияющий на скорость роста коэрцитивной силы
Направление ОХ Направление OZ Предел прочности материала матрицы, МПа Предел прочности материала заготовки, МПа Толщина заготовки, мм Номинальная сила пресса, кН Количество деталей, снятых со штампа на момент исследования Количество перешлифовок на момент исследования
Штамп для штамповки детали № 1 (скоба) 1,50 0,60 1300 (27Х2Н2М1Ф) 640 (Сталь 08Х22Н6Т) 1,2 250 17325 0
Штамп для штамповки детали № 2 (покровец) 0,60 0,30 1400 (ЗХ2Н2МВФ) 461 (Сталь 015Х18М2Б-ВИ) 0,9 250 9277 0
Штамп для штамповки детали № 3 (кольцо) 12,73 17,3 2556 (7ХГ2ВМФ) 930 (Сталь ХН67ВМТЮ) 0,6 500 0 0
Штамп для штамповки детали № 4 (проставка) 0,87 0,13 1237 (5ХНМ2) 450 (Сталь 60) 0,75 500 15097 2
Штамп для штамповки детали № 5 (соединитель) 0,03 0,00 1700 (4Х4ВМФС) 540 (Сталь 0Х2ЭН28МЗДЗТ) 0,5 250 1549 0
Штамп для штамповки детали № 6 (клиновая вставка) 2,90 2,63 1869 (Х12ВМФ) 680 (Сталь ХН70БДТ) 0,5 125 102991 1
Штамп для штамповки детали № 7 (оболочка) 0,00 0,03 1570 (5ХГМ) 565 (Сталь ХН78Т) 0,2 450 14255 1
АН) 0,0010
0,0007 0,0005 0,0003
Н3
♦ '
# *
Н1, ' Н2 ♦
, А \ . ♦
• ♦
А •
0,0001 0
3500 4500
6500 Рис. 3
8500 Н„
Рис. 4
Рис. 3. График зависимости плотности распределения вероятностей от величины коэрцитивной силы (кривые Гаусса): Н1 — перпендикулярно направлению протяжки; Н2 — параллельно направлению протяжки; Н3 — соответствует моменту предразрушения; /(Нс) — плотность распределения вероятности, Нс — величина коэрцитивной силы
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.