УДК 621.771.06:669.721
МОДЕЛИРОВАНИЕ ПРОШИВКИ ЗАГОТОВОК В ТРЕХВАЛКОВОМ СТАНЕ ВИНТОВОЙ ПРОКАТКИ НА ПОЛОЙ ОПРАВКЕ
© Романцев Борис Алексеевич, д-р техн. наук, проф., e-mail: boralr@yandex.ru;
Скрипаленко Михаил Михайлович, канд. техн. наук, e-mail: mms@misis.ru;
Скрипаленко Михаил Николаевич, канд. техн. наук, e-mail: skripalenkomn@misis.ru; Хьюи Ч.Б., e-mail: tbh510@gmail.com
Национальный исследовательский технологический университет «МИСиС». Россия, Москва
Статья поступила 13.11.2013 г.
Проведено компьютерное моделирование процесса прошивки трубной заготовки полой оправкой в трехвалковом стане винтовой прокатки в вычислительной среде DEFORM 3D. На основе анализа результатов показаны преимущества применения полой оправки по сравнению с традиционной сплошной оправкой в случае прошивки непре-рывнолитой заготовки. Использование полой оправки может привести к уменьшению разностенности получаемых гильз.
Ключевые слова: компьютерное моделирование; винтовая прокатка; полая оправка; непрерывнолитая заготовка; DEFORM 3D; разностенность.
При производстве круглых полых заготовок-гильз широко применяется прошивка на станах винтовой прокатки. Обладая рядом преимуществ, среди которых большая производительность по сравнению со способом прошивки на прессе [1], прошивка на трехвалковом стане винтовой прокатки имеет ряд недостатков. Один из них связан с особенностями напряженно-деформированного состояния (НДС), вследствие которого в процессе формоизменения происходит кольцевое расслоение заготовки [2]. В случае применения непрерывнолитой заготовки (НЛЗ) для получения полой трубной заготовки (гильзы) и использования для прошивки традиционной сплошной оправки дефекты осевой зоны НЛЗ оказываются в основном на внутренней поверхности гильзы, что может стать причиной анизотропии свойств по толщине стенки и привести к разностенности. На разностенность гильз при трехвалковой винтовой прошивке существенно влияет устойчивость оправки в процессе деформирования.
Цель данной работы - оценка эффективности применения полой оправки при производстве гильз в трехвалковом ста-
не винтовой прокатки, которую оценивали по возможности частичного или полного удаления дефектов при прошивке НЛЗ и по устойчивости полой оправки в процессе прошивки.
Возможность применения полой оправки для получения полых трубных заготовок поперечно-винтовой прокаткой подтверждена экспериментом, описанным в работе [3]. Показано, что применение полого прошивного инструмента при получении полой трубной заготовки прошивкой позволяет снизить расход металла по сравнению с применяющимся для этой цели сверлением. В работе [4] показана экономическая эффективность применения полого прошивного инструмента. Эксперименты по прошивке полыми оправками (табл. 1) проводили на двухвалковом стане винтовой прокатки МИСиС-130Д [3]. Прошиваемые заготовки из стали Ст3 диаметром 60 мм и длиной 150 мм имели температуру 1160 °С.
Таблица 1. Размеры оправок
Оправка Наружный диаметр, мм Диаметр осевого отверстия, мм Длина, мм Угол наклона образующей конуса переднего торца
№ 1 32 19 270 3°
№ 2 32 15 220 3°
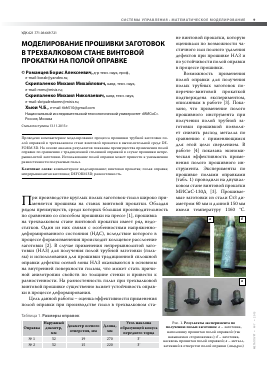
Рис. 1. Результаты эксперимента по получению полых заготовок: а - заготовка, наполовину прошитая полой оправкой (так называемая «торможенка»); б - заготовка, насквозь прошитая полой оправкой; в - металл, затекший в отверстие полой оправки («выдра»)
05,5
с! 70
♦ i тГ" - - - - ■
г
1 2. \ V) Ч " 0,2
05
0,5
5,4
СЕЧЕНИЕ С-С
5,9
74,6
Рис. 2. Конструкция полой оправки
Рис. 3. Форма и размеры валка
Рис. 6. Положение точек в металле внутри оправки (Р1 и Р2) и в стенке гильзы (Р3-Р7) после прошивки
Рис. 4. SD-модель в препроцессоре DEFORM 3D
Рис. 5. Расположение точек на заднем торце заготовки и их идентификаторы Р1-Р7
Рис. 7. Продольное сечение заготовки после моделирования процесса прошивки на полой оправке в DEFORM-
3D: 1 - гильза; 2 - полая оправка; 3 - металл, затекший в отверстие полой оправки
Расстояние между валками в пережиме составляло 52 мм, расстояние между направляющими линейками - 60,5 мм, угол подачи рабочих валков - 14°. Полученные в результате эксперимента гильзы и «выдры» представлены на рис. 1.
По результатам экспериментов [3] установили, что металл затекает в отверстие полой оправки. Для того чтобы выяснить, из какой части заготовки металл затекает в отверстие полой оправки,
произвели компьютерное моделирование процесса прошивки на трехвалковом стане винтовой прокатки полой оправкой с использованием конечно-элементного анализа DEFORM 3D. В среде SolidWorks создали 3D-модель в масштабе 1:10 относительно реального стана конструкции ОАО «ЭЗТМ», а также размеров заготовки и прошивного инструмента. Масштаб 1:10 выбрали для минимизации времени расчета при компьютерном
моделировании. Размеры полой оправки представлены на рис. 2, валков - на рис. 3. Величина угла подачи рабочих валков составляла 14°, угла раскатки - 4°. Материал заготовки - сталь AISI-1045, диаметр 9 мм, длина 30 мм (с учетом масштаба), заготовка имела зацентровочное углубление.
Созданную в SolidWorks модель (рис. 4) загрузили в препроцессор DEFORM 3D.
Для расчетов приняли факторы трения по Зи-белю: для пары «валок-заготовка» - 0,35, для пары «оправка-заготовка» - 0,25, для пары «проводка-заготовка» и для пары «толкатель-заготовка» - 0,3. Начальную температуру заготовки приняли равной 1200 °С. Моделирование осуществляли без учета теплообмена между заготовкой и проводками, а также заготовкой и толкателем. Частоту вращения валков задавали равной 60 мин-1, оправка вращалась с частотой 60 мин-1, передний торец оправки находился за пережимом на расстоянии 4 мм. Расстояние между валками в пережиме -7,2 мм. Диаметр валков в пережиме - 43 мм.
Для изучения картины течения металла выбрали середину заготовки, в диаметральном сечении которой нанесли семь точек (рис. 5).
Установили, что пять точек (P3-P7), находившиеся ближе к поверхности заготовки, оказались в стенке гильзы, а те, что находились ближе к оси заготовки (P1-P2), переместились в отверстие оправки (рис. 6). Такой характер течения позволяет предположить, что дефекты, имеющиеся в осевой зоне НЛЗ будут удалены в отверстие полой оправки, а не останутся на стенках гильзы, ухудшая ее качество.
Использование полой оправки* может создать предпосылки для уменьшения разностенности
гильз при прошивке вследствие затекания металла в отверстие полой оправки (рис. 7), подобно затеканию металла в отверстие полого пуансона при прошивке на прессе. В работах [3-5] представлены убедительные объяснения большей устойчивости полого прошивного инструмента по сравнению со сплошным.
Заключение. Компьютерное моделирование показало, что применение полой оправки при прошивке заготовок в трехвалковом стане винтовой прокатки эффективно, так как при использовании непрерывнолитой заготовки позволяет предотвратить попадание ее осевых дефектов в гильзу из-за затекания металла дефектной зоны НЛЗ в полость оправки. Это приводит к повышению устойчивости оправки, а следовательно, к снижению разностенности гильз.
Библиографический список
1. Романцев Б.А., Гончарук А.В., Вавилкин Н.М., Са-мусев С.В. Трубное производство: учеб. 2-е изд., испр. и доп. М. : ИД МИСиС, 2011. 970 с.
2. Тетерин П.К. Теория поперечно-винтовой прокатки. М. : Металлургия, 1971. 368 с.
3. Скрипаленко М.М. Моделирование процессов прошивки с целью повышения эффективности производства полых трубных заготовок. Автореф. дис. ... канд. техн. наук. - М. : МИСиС, 2007. 21 с.
4. Бурнашев И.И. Разработка технологических и конструктивных параметров пресса для прошивки слитков полым пуансоном. Автореф. дис. ... канд. техн. наук. М. : ВЗМИ, 1983. 24 с.
5. Воронцов А.Л. Теория штамповки выдавливанием. М. : Машиностроение-1, 2004. 721 с.
*По результатам исследований получен патент на изобретение: Пат 2554238 РФ, МПК В21В2500. Оправка прошивного стана / Романцев Б.А., Скрипаленко М.М., Скрипаленко М.Н.; заявл. 13.09.2013, опубл. 27.06.2015.
SIMULATION OF PIERCING OF BILLETS BY HOLLOW PLUG IN THREE-ROLL SCREW ROLLING MILL
© Romantsev B.A., Skripalenko M.M., Skripalenko M.N., Hui Ch.B.
Computer simulation of billets piercing by hollow plug in 3-roll screw rolling mill was performed with the help of DEFORM 3D. It was established, on the basis of the obtained results, that hollow plug has several advantages comparing to traditionally used entire plug. Firstly, hollow plug is more effective when conticast billet is being pierced. Secondly, using of hollow plug creates conditions for decreasing of pierced billets' thickness variation.
Keywords: computer simulation; screw rolling; hollow plug; conticast billet; DEFORM 3D; thickness variation.
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.