Информация
УДК 620.179
НАИБОЛЕЕ ИНТЕРЕСНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МЕТАЛЛОВ
(ПО МАТЕРИАЛАМ 7-Й ЕВРОПЕЙСКОЙ КОНФЕРЕНЦИИ)
И. Н. Ермолов
В 1998 г. в Копенгагене состоялась 7-я Европейская конференция по неразрушающе-му контролю [1]. Цель предлагаемой статьи — дать краткий обзор наиболее интересных докладов.1
НОВЫЕ МЕТОДЫ КОНТРОЛЯ
Когерентные методы. Наиболее существенное достижение в развитии у. з. методов контроля — распространение когерентных методов. В некогерентных методах получают изображение модуля амплитуды поля, рассеянного дефектами. В когерентных методах за счет дополнительной обработки фазовых данных (аналоговой или цифровой) получают более полное изображение поля, рассеянного дефектами. Использование фазовой информации дает возможность получать изображения неоднородностей с высоким разрешением и соответственно определять реальные параметры выявленного дефекта. В связи с развитием компьютерной техники наибольшее распространение получили цифровые когерентные методы: акустическая голография и метод синтезированной фокусирующей апертуры. Акустическая голография основана на более быстро реализуемом программном обеспечении — быстром преобразовании Фурье. Это дает возможность получать результаты в режиме реального времени. Эффективность применения когерентных методов отмечается в целом ряде докладов.
Дифракционно-временной метод. Из известных, но не стандартных методов контроля уделяется очень большое внимание дифракционно-временному методу, который также называют времяпролетно-дифрак-ционным, буквально переводя английское название (time of flight diffraction — TOFD). Он основан на приеме волн, рассеянных на концах дефекта. Используют излучающий и приемный преобразователи, расположенные по разные стороны от дефекта. Об этом методе была информация в нашем журнале [2].
О применении дифракционно-временного метода сообщается в очень многих докладах конференции, посвященных контролю сварных соединений, а также основного металла. Метод применяют при контроле швов толщиной от 6 до 300 мм (с. 1210); причем при контроле небольших толщин используют повышенные частоты: 4 или 5 МГц. Отметим, что применяют продольные волны, избегая поперечных, поскольку в результате трансформации этих волн в продольные (при дифракции на кончике) на приемник первой придет продольная волна, а это затруднит расшифровку сигналов. В докладе специалистов Института имени Фраунгофера предлагается использовать горизонтально поляризованные поперечные (.SH) волны, которые не трансформируются в продольные. Как известно, в этом институте разработаны электромагнитно-акустические (ЭМА) преобразователи, излучающие и принимающие такие волны, но стоят они довольно дорого.
'От редколлегии. Данный обзор, к сожалению, не был представлен в журнал сразу после окончания конференции. Однако, имея в виду, что материалы конференции мало доступны для большинства читателей журнала "Дефектоскопия", а многие доклады представляют существенный интерес для специалистов, редакция считает полезной публикацию статьи И. Н. Ермолова.
В некоторых докладах рассматривают достоверность контроля сварных соединений различными методами, в том числе дифракционно-временным методом. Для сварных швов толщиной 6—15 мм анализировались 250 дефектов. Цифры по статистике их обнаружения различными средствами приводятся в табл. 1. Предлагается установка для механизированного у. з. контроля с разными направлениями озвучивания, и отмечается как достоинство, что получаемые с ее помощью результаты не хуже, чем дифракционно-временным методом.
Таблица 1
Статистические данные по контролю сварных соединений различными методами
Метод контроля Вероятность обнаружения дефектов, % Вероятность ложного забракования, % Достоверность (1 минус ошибки контроля), %
Ручной у. 3............................. 55 23 40
Рентген................................... 65 15 65
Гамма...................................... 60 10 55
Механизированный у. з....... 65 15 55
Механизированный у. з.
с разными направлениями
озвучивания........................... 82 15 70
Дифракционно-временной
У- з........................................... 80 12 72
Имеются также доклады с критическими замечаниями в отношении дифракционно-временного метода, точнее сказать, реально оценивающие его возможности. Особенно четко сформулированы такие замечания в докладе немецких ученых из института ВАМ (с. 1236). Отмечаются следующие недостатки. Головная волна, первая приходящая на приемник, мешает выявлению дифракционного сигнала от верхнего кончика близкой к поверхности трещины. Мелкие дефекты не идентифицируются: на частоте 5 МГц хорошо демпфированными преобразователями удается раздельно фиксировать (разрешать) дифракционные сигналы только при высоте дефекта более 5 мм. Разрешающая способность ухудшается при отклонении ориентации дефекта от нормали к поверхности ввода более чем на 10°. Не удается измерять паукообразные трещины. Плохое отношение сигнал/помеха: в мелкозернистых материалах это отношение приблизительно равно 9—12 дБ, а аустенитные сварные швы совсем не удается контролировать.
Контроль коррозионных повреждений на больших расстояниях. В химическом машиностроении, в установках для нефтедобычи и в других отраслях возникает задача контроля протяженных участков труб на коррозионные повреждения. Задачу эту решают, направляя волны вдоль образующей трубы и принимая отраженные сигналы. Оптимальный тип используемых волн не определился, разные авторы применяют волны различного типа, а сопоставления результатов не проводилось.
Наиболее простое решение — применение вертикально поляризованных поперечных волн. Голландские специалисты (с. 649) разработали систему LORUS (Long Range Ultrasonics), в ней используется наклонный преобразователь с углом ввода 45°. Поскольку излучается расходящийся пучок лучей и каждый луч распространяется по своей траектории, эхо-сигнал растянут во времени. Тем не менее удается контролировать участки труб длиной порядка 0,5—1 м.
Оригинальное решение предложили специалисты из Института имени Фраунгофера (с. 751). Они используют горизонтально поляризованную поперечную волну при условиях, когда эта волна распространяется в стенке трубы, как нормальная. На низких частотах (100 кГц) подобные волны могут распространяться на расстояния до Юм. Такая волна не переходит в жидкость, если с нею контактируют стенки трубы, позволяет находить дефекты в местах соприкосновения трубы с другими деталями, где чаще всего возникает коррозия. Волна возбуждается и принимается ЭМА преобразователем. Обычно ЭМА преобразователь обеспечивает чувствительность на два-три порядка меньшую, чем пьезопреобразовате-ли, однако в докладе утверждается, что предлагаемой системой контролируются участки труб длиной порядка 0,5—1 м. На расстоянии 400 мм от преобразователя находят утонения величиной 30 % от толщины стенки.
Английские специалисты (с. 653) предложили использовать головные волны. Головная волна — это продольная волна вдоль поверхности объекта контроля (ОК). Название "головная" получило распространение только среди дефектоскопистов в России. Акустики относят ее к одному из типов вытекающих волн [3]. Сейсмоакустики и дефектоскописты за границей ее называют ползущей волной (creep wave) или боковой волной (lateral wave). Использовать головные волны для целей дефектоскопии впервые предложил Н. П. Разыграев (ЦНИИТМАШ) в 1974 г. [4]. В докладе дан анализ волн, сопровождающих головную волну.
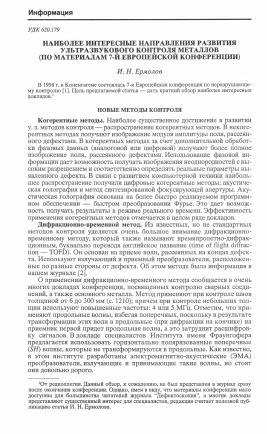
На рис. 1 показана система волн, возникающих при падении продольной волны из пластмассовой призмы преобразователя (probe) на границу с металлом (сталью) под первым критическим углом. Наибольшую скорость имеет продольная волна с фронтом Р. От точки ввода наклонного преобразователя эта продольная волна (в том числе С вдоль поверхности) распространяется в виде расходящегося пучка лучей. Максимальную амплитуду имеют лучи под углом приблизительно 80° к поверхности.
probe С
Рис. 1. Образование ползущей и головных волн при излучении под первым критическим углом.
В каждой точке поверхности головная волна порождает поперечную волну 5, распространяющуюся под третьим критическим углом к нормали к поверхности. Благодаря этой поперечной волне удовлетворяется условие равенства нулю напряжений на свободной поверхности. Поперечная волна уносит энергию, в результате волна С быстро ослабляется. Фронт поперечных волн Н — наклонная плоскость. В акустике и заграничной литературе именно эта волна Н называется головной, а в кругах российских дефектоскопистов ее называют боковой.
Боковые поперечные волны, сопровождающие головную волну, достигают противоположной поверхности объекта контроля (предполагается, что поверхности ввода и донная параллельны) и вызывают появление на ней головной волны. Та, в свою очередь, порождает боковые волны, возвращающиеся к поверхности ввода. Таким образом, возникают
помехи при контроле тонких изделий, которые препятствуют применению головных волн, непосредственно излучаемых преобразователем. В докладе же комбинация из головной и боковой волн (ползущей и головной волн по более правильной терминологии) распространяется вдоль плоскопараллельной пластины на значительные расстояния и ее используют для контроля вдоль оси трубы. Достаточная чувствительность к дефектам сохраняется на расстоянии порядка 1 м.
Рис. 2. Серия сигналов на приемном преобразователе головных
волн.
На рис. 2 показана серия сигналов на приемном преобразователе П при контроле методом прохождения трубы с толщиной стенки до 40 мм. Введена задержка развертки так, чтобы выделить только приходящие сигналы. Серия импульсов соответствует многократному прохождению поперечной волны через стенку трубы. Автор доклада считает, что возможно также применение эхометода.
Система позволяет обнаруживать риски глубиной 4 мм и длиной 20 мм в трубе диаметром 305 мм с толщиной стенки 11 мм. Обнаруживаются питтинги глубиной 2,4—7,8 мм (тем большие, чем толще стенка). Можно вести контроль также в направлении окружности трубы, но отношение наружного диаметра к внутре
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.