УДК 620.175.15
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ДЕФЕКТОВ СВАРНЫХ
СОЕДИНЕНИЙ ПО СКАНИРОВАННЫМ РЕНТГЕНОВСКИМ
СНИМКАМ
Е.В. Круглова.Л.В. Князюк
Излагается метод расчета глубины непровара в корне сварного шва по его изображению на рентгеновском снимке. Приводятся результаты апробации метода на искусственных и натуральных дефектах.
Цель настоящего исследования — разработка и апробация способа определения размеров дефектов сварного соединения на основе объединения метода фотометрирования изображения дефекта с компьютерной обработкой изображения по специальной программе, что позволяет ускорить процесс обработки и увеличить точность расчета глубины непровара.
Наиболее распространенными дефектами сварных швов являются не-провары. Непровар — это отсутствие сплавления между основным и наплавленным металлом. В данной работе рассматривается частный случай — непровар в корне сварного шва.
По ГОСТ 7512—82 "Контроль неразрушающий. Соединения сварные. Радиографический контроль" и ГОСТ 23055—78 "Классификация сварных соединений по результатам радиографического контроля" за размер непровара принимается длина его изображения на рентгеновском снимке. Размер дефекта в направлении просвечивания (глубина) не определяется. В настоящее время при обнаружении на рентгеновском снимке изображения непровара длиной свыше допустимого участок сварного шва бракуется независимо от глубины непровара.
Совершенно очевидно, что существующая система оценки допустимости непровара только по одному параметру (длине его изображения на рентгеновском снимке) порочна, так как глубокие непровары могут допускаться без исправления и, наоборот, неглубокие непровары бракуют, исправляют и снова просвечивают. По мнению конструкторов непровары глубиной 5—15 % от свариваемой толщины для некоторых категорий сварных швов вполне допустимы и не снижают работоспособности сварной конструкции.
В литературе [1—3] предложены различные методы оценки глубины дефекта. Все они имеют ограничения и погрешности, которые не позволяют широко использовать их в промышленности.
ОБОСНОВАНИЕ МЕТОДИКИ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ ДЕФЕКТА
Непровар в корне сварного шва на рентгеновском снимке выглядит как темная прямая линия соответствующей ширины и степени почернения, проходящая вдоль сварного шва по его середине. Вместе со сварным соединением просвечивается канавочный эталон чувствительности, который содержит имитаторы дефектов в виде углублений (канавок) прямоугольного сечения. Ширина всех канавок эталона одинакова, а глубина меняется.
Необходимо, используя рентгеновский снимок сварного соединения и эталона, определить характеристики непровара, требующиеся для принятия решения о пригодности или непригодности детали. Такими характеристиками будем считать глубину, ширину непровара и нерезкость изображения.
Для расчета искомых характеристик анализируется распределение оптической плотности почернения в сечениях снимка, перпендикулярных
направлению ненровара. Поскольку на рентгеновском снимке присутствует изображение эталона, ширина и глубина канавок которого известны, можно определить характеристики исследуемого дефекта, сравнивая изображение дефекта с изображениями канавок эталона. Для расчета характеристик канавок эталона или дефекта требуется количественное измерение оптической плотности почернения снимка. Для определения глубины дефекта необходимо измерить контраст изображения дефекта, то есть разность оптических плотностей почернения изображений самого дефекта и фона.
н
I
I
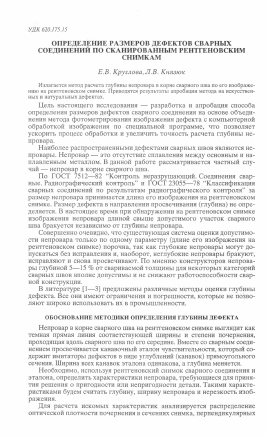
Рис. 1. Участок кривой оптической плотности
почернения: И — нерезкость изображения дефекта; 5 — ширина дефекта; /. — верхний горизонтальный участок; К — контраст изображения дефекта.
Рассмотрим дефект прямоугольного сечения. Даже в этом случае на снимке ступенчатая форма кривой оптической плотности почернения не сохраняется (рис. 1). Изменение плотности почернения распространяется на некоторое расстояние, величина которого называется нерезкостью.
Рис. 2. Влияние ширины дефекта на контраст его изображения.
Когда нерезкость превышает ширину дефекта, дефект теряет свои истинные размеры, контраст уменьшается (рис. 2). Следовательно, для узких дефектов "прямое" определение ширины и глубины приведет к ошибке.
Будем различать непровары 1-го рода (5 > Н) и непровары 2-го рода (5 < Н). Расчет характеристик непроваров 1-го рода не представляет сложности. Для расчета непроваров 2-го рода необходимо восстановить истинное значение контраста.
Для конкретного снимка у дефектов разной ширины, но одинаковой глубины нерезкость одна и та же. С другой стороны, для конкретного
Определение размеров дефектов сварных соединений..
73
снимка у дефектов одинаковой ширины, но разной глубины нерезкость отличается [4].
На рентгеновских снимках, пригодных для анализа, канавки эталона имитируют дефекты 1-го рода. Для расчета характеристик такого дефекта кривую плотности почернения аппроксимируют прямыми линиями и геометрически рассчитывают полученную трапецию. Поскольку глубина каждой канавки известна, строим зависимость нерезкости от глубины канавки. Для дефекта 2-го рода восстанавливаем истинное значение контраста узкого дефекта (рис. 3), определяя нерезкость его изображения в зависимости от тангенса угла а наклона аппроксимирующей прямой, и рассчитываем его глубину.
непровара.
Поскольку по изображению на снимке невозможно отнести исследуемый дефект к 1-му или 2-му роду, все неэталонные дефекты рассчитывались как дефекты 2-го рода.
АПРОБАЦИЯ МЕТОДА
Для апробации предложенного метода проведено экспериментальное исследование: для сканирования и обработки рентгеновских снимков использовался компьютерный негатоскоп "Uniscop", в состав которого входит сканер Duoscan AGFA, для имитации искусственного непровара — пары металлических пластинок различной толщины, для анализа изображения рентгеновского снимка и расчета параметров непровара применялась разработанная совместно со специалистами ООО "Дата-Центр" (Екатеринбург) программа Weld.exe.
Программа позволяет приводить изображение рентгеновского снимка к виду, удобному для расчета (поворот изображений эталона и дефекта), строить кривые плотности почернения в области эталона и дефекта, рассчитывать параметры дефекта.
Для проверки предложенной методики расчета глубины непровара в корне шва были созданы и просвечены образцы толщиной 3,12; 3,22; 4,09; 4,19; 8,32 и 8,77 мм, полученные снимки отсканированы, размеры дефектов рассчитаны. В процессе тестирования было обработано 15 образцов с заранее заданными параметрами непровара (ширина, глубина). В качестве искусственного дефекта рассматривались и рассчитывались и
канавки эталона чувствительности, который обязательно присутствует на каждом снимке.
5
се
ь и
а
■В-
а =£ я х 5 О >,
2,00
,50
1,00
0,50
0,00
0 8
I
0,00 0,50 1,00 1,50 2,00 Истинная грубина дефекта, мм
Рис. 4. Зависимость рассчитанной глубины дефекта от истинной. Дефект расположен:
• — со стороны источника излучения; О — со стороны пленки.
По результатам расчета построены графики зависимости рассчитанного значения глубины дефекта от истинного для двух типов расположения дефекта (рис. 4). Средняя относительная погрешность составила: для дефекта, расположенного со стороны пленки, 13 %, для дефекта, расположенного со стороны источника, 30 %.
Рис. 5. Разрез сварного образца с непроваром в корне шва.
Результаты тестирования показали, что в среднем рассчитанная величина глубины дефекта линейно зависит от истинного значения.
Для расчета натуральных дефектов были просвечены сварные образцы, в которых выявили непровары в корне шва. Просвеченные образцы были разрезаны, изготовлены шлифы, измерены истинные размеры не-проваров (рис. 5). В этих же сечениях по отсканированному снимку проведен расчет размеров непровара.
Среднее значение относительной погрешности составило 14,5 %, что согласуется с результатами расчета искусственных дефектов.
ЗАКЛЮЧЕНИЕ
По результатам работы разработана методика определения глубины непровара в корне сварного шва по сканированному рентгеновскому снимку. Эта методика опробована на сварных швах толщиной до 10 мм.
Определение размеров дефектов сварных соединений...
75
Уралмашзавод Екатеринбург
Поступила в редакцию 21 апреля 2003 г.
ЛИТЕРАТУРА
1. Румянцев C.B. Радиационная дефектоскопия.— М.: Атомиздат, 1974.— 560 с.
2. Зуев В.М. Фотометрическая оценка размеров дефектов в направлении просвечивания.— Дефектоскопия, 1993, № 5, с. 87—93.
3.Межуев В. А. и др. Рентгенотелевизионный контроль сварных швов TBC для ядерных реакторов.— В мире НК, 2000, № 4, с. 41—43.
4. Дмоховский В.В. Основы рентгенотехники.— М.: Медгиз, 1960.— 352 с.
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.