УДК 620.179.17
ОПЫТ ОПРОБОВАНИЯ ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИХ ТОЛЩИНОМЕРОВ ТИПА ЭМАТ-100 НА ПРЕДПРИЯТИЯХ МПС И В НЕФТЕГАЗОВОЙ ПРОМЫШЛЕННОСТИ
В.М. Бердников, Н.Г.Лещенко, В.Ф. Мужицкий, В.Б. Ремезов, Б.И. Третьяк
Приведено краткое описание и технические характеристики прибора ЭМАТ-100, предназначенного для бесконтактного измерения толщины различных металлических изделий. Возбуждение и прием у. з. колебаний осуществляется электромагнитно-акустическим (ЭМА) методом. Отличительной особенностью прибора является возможность работы на сильно корродированных поверхностях. В статье изложены результаты апробирования толщиномера на предприятиях нефтегазовой промышленности и в системе МПС.
Электромагнитно-акустические толщиномеры получают все более широкое распространение как в регионах России, так и за рубежом. Их преимущества перед контактными приборами неоспоримы [1]. Особый интерес представляют портативные приборы с автономным питанием, которые могут работать в полевых условиях [2, 3]. Прибор [2] является малогабаритным ЭМА-толщиномером, однако он в основном предназначен для контроля изделий из алюминия и алюминиевых сплавов.
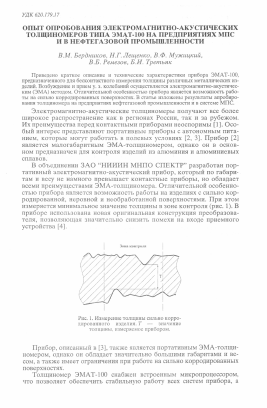
В объединении ЗАО "НИИИН МНПО СПЕКТР" разработан портативный электромагнитно-акустический прибор, который по габаритам и весу не намного превышает контактные приборы, но обладает всеми преимуществами ЭМА-толщиномера. Отличительной особенностью прибора является возможность работы на изделиях с сильно корродированной, неровной и необработанной поверхностями. При этом измеряется минимальное значение толщины в зоне контроля (рис. 1). В приборе использована новая оригинальная конструкция преобразователя, позволяющая значительно снизить помехи на входе приемного устройства [4].
Зона контроля
Рис. 1. Измерение толщины сильно корродированного изделия. Т — значение толщины, измеряемое прибором.
Прибор, описанный в [3], также является портативным ЭМА-толщиномером, однако он обладает значительно большими габаритами и весом, а также имеет ограничения при работе на сильно корродированных поверхностях.
Толщиномер ЭМАТ-100 снабжен встроенным микропроцессором, что позволяет обеспечить стабильную работу всех систем прибора, а
Опыт опробования электромагнитно-акустических толщиномеров..
21
также реализовать различные режимы его работы. Так прибор позволяет измерять как непосредственное значение толщины, так и ее отклонение от номинального значения. Возможно в процессе контроля фиксировать выход значения толщины за установленные пределы, что удобно при массовом контроле однотипных изделий. Прибор в основном предназначен для контроля изделий из ферромагнитных сплавов, однако его можно использовать и для контроля других проводящих материалов, например, алюминиевых сплавов или широкого класса нержавеющих сталей как хромистых 1X13, 0Х17Н4 и др., так и аустенитных, например, 1Х18Н9С2, 2Х20Н11. Поскольку скорость распространения у. з. колебаний в таких материалах несколько различается, прибор следует калибровать на эталоне толщины контролируемого изделия. В частности, эталон, встроенный на передней панели прибора, изготовлен из нержавеющей стали Х18Н9Т.
Рис. 2. Структурная схема прибора ЭМАТ-100:
/ — генератор зондирующих импульсов; 2 — ЭМА-преобразова-тель; 3 — объект контроля; 4 — блок усиления обработки сигнала; 5 — микропроцессорное устройство; б — устройство индикации; 7 — клавиатура.
Структурная схема прибора приведена на рис. 2. Генератор 1 зондирующих импульсов вырабатывает высоковольтные импульсы заданной амплитуды и длительности. ЭМА-преобразователь возбуждает в контролируемом изделии 3 у. з. импульс, который распространяется в глубь изделия, отражается от противоположной стенки, принимается ЭМД-преобразователем и поступает на вход схемы усиления и обработки сигнала 4. При контроле тонкостенных изделий у. з. импульс может многократно отражаться от стенок изделия, при этом имеется серия отраженных импульсов, которые также принимаются и обрабатываются. На схему микропроцессорного устройства поступают сигналы от генератора зондирующих импульсов и обработанные сигналы отраженных у. з. импульсов. Микропроцессорная система измеряет временной интервал от зондирующего до отраженного импульса или между двумя отраженными импульсами. При толщине контролируемого изделия менее 5 мм первый отраженный импульс может попадать в зону помех, вызванную зондирующим импульсом, так называемую "мертвую зону", поэтому целесообразно переходить в режим измерения временного интервала между 1-ми 2-м рабочими импульсами. Такое переключение осуществляется с клавиатуры 7. Величина временного интервала между импульсами пересчитывается по формулам, приведенным в [3], в значение толщины, которое выводится на жидкокристаллический индикатор 6. Клавиатура служит для включения прибора, его настройки и выбора режимов работы.
Общий вид прибора приведен на рис. 3. Конструктивно прибор состоит из электронного блока и преобразователей — статического и динами-
ческого. Статический преобразователь удобно использовать при локальном контроле путем перестановки по поверхности контролируемого изделия. Динамический преобразователь снабжен вращающимися ролика-
Электронный блок
Динамический преобразователь
Статический преобразователь
Объект контроля Рис. 3. Внешний вид прибора ЭМАТ-100.
ми, что позволяет производить контроль поверхности в автоматическом режиме. На передней панели электронного блока располагается клавиатура, цифровой индикатор и контрольный образец толщины, предназначенный для калибровки.
Технические характеристики прибора
Диапазон измеряемых толщин изделий (по стали), мм....................3—100,0
Предел допускаемой основной абсолютной погрешности 8осн
(Т—показания толщиномера), мм....................................................±(0,1+0,0017)
Минимальный радиус кривизны контролируемой поверхности
не менее, мм..........................................................................................10
Величина зазора или толщины непроводящего покрытия не более, мм:
для некорродированной поверхности..........................................1,5
для корродированной поверхности..............................................1
Дискретность цифрового отсчета
толщиномера, мм..................................................................................0,1; 0,01
Объем внутренней памяти о проведенных измерениях....................100
Габаритные размеры, мм:
электронного измерительного блока..........................................195x100x45
статического измерительного преобразователя........................75x37x37
динамического измерительного преобразователя......................60x80x55
длина соединительного кабеля........................... 1000±50
Масса, кг:
электронно-измерительного блока....................... 0,6
статического измерительного преобразователя........................0,4
динамического измерительного преобразователя......................0,8
Диапазон рабочих температур, °С........................... от 0 до +40
Питание прибора осуществляется от встроенного, автономного источника питания двух аккумуляторов "УАИТА", тип корпуса РРЗ (батарейки "Крона"). Заряда аккумуляторов хватает на 8 ч непрерывной работы.
Опыт опробования электромагнитно-акустических толщиномеров.
23
Прибор прошел испытания на АГПЗ (Астрахань) и в локомотивном депо "Унеча". На АГПЗ были проведены сравнительные замеры с у. з. толщиномером фирмы "Краут-Кремер" на агрегате воздушного охлаждения установки У120, первая нитка, в контрольных точках. Измерялась толщина стенки труб, диапазон толщин от 4 до 8 мм. Такие измерения систематически проводятся службами дефектоскопии АГПЗ.
При наличии большого количества контрольных точек (на одной установке порядка 100) подготовка поверхности для измерений является трудоемкой задачей. Многие точки контроля расположены на большой высоте, в труднодоступных местах, что затрудняет подготовку поверхности. В таких условиях работа с прибором ЭМАТ-100 значительно снижает трудоемкость контроля. Было проконтролировано порядка 80 точек и расхождение в показаниях с контрольным прибором составило не более 0,2 мм, что объясняется погрешностью обоих толщиномеров и некоторой неточностью установки преобразователей. Пробные замеры на работающем оборудовании при температуре поверхности трубы около 120 °С проводились через теплоизоляционную прокладку. Такую прокладку из теплоизоляционного диэлектрического материала, например слюды, асбеста, следует использовать при контроле изделий с горячей поверхностью. На точности измерений это практически не сказывается. В ЦЗЛ была проконтролирована толщина стенки устройств, предназначенных для определения теплотворной способности мазута и определения давления насыщенных паров бензина. В результате было получено совпадение с предполагаемой толщиной стенки. При металлографическом анализе, на отбракованном металле в заводских условиях подтверждена возможность контроля изделий с сильно корродированной поверхностью.
В локомотивном депо "Унеча" прибор проверялся на различных объектах контроля. Так было проконтролировано лабиринтное кольцо тягового электродвигателя ЭД-118. Толщина по малому радиусу составила 11,5 мм, в одной точке измеряемая величина составила 9 мм. По-видимому, в этой точке имеется внутренний дефект либо в виде трещины, либо в виде инородного включения. Также проверялись полюсные болты. Была измерена полная длина болтов, которая составляет 110 мм. На одном из болтов был нанесен надрез на расстоянии 80 мм, показание прибора в этом месте также составило 80 мм. Таким образом, прибор можно использовать не только для целей толщинометрии, но и для дефектоскопии. Кроме того, прибором проверялись расстояние до отверстий на фланцах и толщина стенки воздушных резервуаров (около 5 мм).
По результатам опробования можно сделать вывод о целесообразности использования приборов ЭМАТ-100 на предприятиях нефтегазовой и химической промышленности, а также в системе МПС для контроля коррозионного износа и толщины различных изделий сложной формы, толщины стенки труб, резервуа
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.