Магнитные методы
УДК 620.179.14
ОЦЕНКА ВЕЛИЧИНЫ ОСТАТОЧНОГО МАГНИТНОГО ПОЛЯ ВНУТРИ ТРУБОПРОВОДА ПОСЛЕ КОНТРОЛЯ МАГНИТНЫМ
ДЕФЕКТОСКОПОМ
Р.В. Загидулин, В.Ф. Мужицкий
Рассчитана величина напряженности остаточного магнитного поля внутри трубопровода после контроля магнитным дефектоскопом. Предложено малогабаритное устройство размагничивания локального участка стыка труб при ремонтно-сварочных работах.
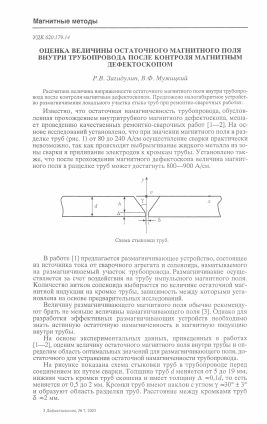
Известно, что остаточная намагниченность трубопровода, обусловленная прохождением внутритрубного магнитного дефектоскопа, мешает проведению качественных ремонтно-сварочных работ [1—2]. На основе исследований установлено, что при значении магнитного поля в разделке труб (рис. 1) от 80 до 240 А/см осуществление сварки практически невозможно, так как происходит выбрызгивание жидкого металла из зоны сварки и прилипание электродов к кромкам трубы. Установлено также, что после прохождения магнитного дефектоскопа величина магнитного поля в разделке труб может достигнуть 800—900 А/см.
У О
d h А А / ■{
н
Схема стыковки труб.
В работе [1] предлагается размагничивающее устройство, состоящее из источника тока от сварочного агрегата и соленоида, наматываемого на размагничиваемый участок трубопровода. Размагничивание осуществляется за счет воздействия на трубу импульсного магнитного поля. Количество витков соленоида выбирается по величине остаточной магнитной индукции на кромке трубы, зависимость между которыми установлена на основе предварительных исследований.
Величину размагничивающего магнитного поля обычно рекомендуют брать не меньше величины намагничивающего поля [3]. Однако для разработки эффективных размагничивающих устройств необходимо знать истинную остаточную намагниченность и магнитную индукцию внутри трубы.
На основе экспериментальных данных, приведенных в работах [1—2], оценим величину остаточного магнитного поля внутри трубы и определим область оптимальных значений для размагничивающего поля, достаточного для устранения остаточной намагниченности трубопровода.
На рисунке показана схема стыковки труб в трубопроводе перед соединением их путем сварки. Толщина труб с1 меняется от 5 до 19 мм, нижняя часть кромки труб скошена и имеет толщину А ~0,Ы, то есть меняется от 0,5 до 2 мм. Кромки труб имеют наклон с углом у »30° ± 3° и образуют область разделки труб. Расстояние между кромками труб 5 ~2 мм.
5 Дефектоскопия, № 7, 2003
При проведении теоретических расчетов грани разделки труб можно моделировать поверхностным дефектом треугольной формы бесконечной протяженности —6], магнитные заряды на котором, обусловленные остаточной намагниченностью трубы, создают магнитное поле в воздухе. При увеличении расстояния между стыками труб происходит увеличение размагничивающего фактора, поэтому в области разделки труб наблюдается уменьшение магнитного поля в несколько раз [1—2], но остаточная намагниченность внутри труб существенно не изменится.
В комплексной форме магнитное поле дефекта треугольной формы имеет вид:
/'« - £ («р [-¡Г] Ьп^ - ехр [гу]
2я V г + т 2 — ш )
(1)
где/'(г) — комплексное магнитное поле; с — плотность поверхностных зарядов на гранях дефекта (допускается постоянной); /г = й - Д — высота грани дефекта, г = х + ¡у, г2 = -1.
Х- и ^-составляющие магнитного поля вычисляются по формуле
НХ{Х, у) = М'{2)- Я >0 = -Iш/'(2).
(2)
На основе формул (1)—(2), зная величину магнитного поля в разделке труб, можно приблизительно определить величину плотности поверхностных магнитных зарядов на гранях.
Допустим, что магнитное поле в разделке труб измерено в точке с координатами х = у - 0 (см. рисунок). Подставив эти значения в правую часть формулы (1) и соответствующие геометрические размеры к, Н, у, найдем значение плотности магнитных зарядов на гранях дефекта (на кромке трубы).
В табл. 1 приведены, полученные таким образом, значения поверхностной плотности остаточных магнитных зарядов на гранях дефекта и соответствующие значения магнитного поля около грани дефекта. Данные в таблице получены при значении магнитного поля в разделке труб, равном 240 А/см. Из табл. 1 видно, что данное остаточное магнитное поле в разделке труб создается магнитными зарядами с поверхностной плотностью а -700 А/см.
Таблица 1
с1, мм а, А/см Н, А/см
СтЗ сталь 10
5 695 1,14 4;72
10 695 1,14 4,72
16 695 1,14 4,72
19 694 1,14 4,7
По определению, поверхностная плотность магнитных зарядов на гранях дефекта равна скачку намагниченности на его грани:
° = (3)
где М{Н) — намагниченность ферромагнетика в магнитном поле Я; Ь — контур грани дефекта.
Из формулы (3) на основе экспериментально полученной основной кривой намагничивания материала А/(Я) было оценено соответствую-
щее магнитное поле около грани дефекта Я (см. табл. 1). Для разных технических сталей (Ст 3, сталь 20), отличающихся величиной коэрцитивной силы, было получено, что величина магнитного поля около грани трубы не превышает 5 А/см. Рассмотренные марки сталей близки по магнитным свойствам к сталям, используемым в магистральных трубах.
Приведенные в табл. 1 значения магнитного поля около грани дефекта (кромки трубы) не отражают действительную величину внутреннего магнитного поля в трубе, так как магнитное поле около грани дефекта равно суперпозиции внутреннего остаточного магнитного поля и размагничивающего поля граней дефекта.
Заметим, что здесь не учитывается размагничивающее поле магнитного диполя под дефектом, так как толщина металла под ним составляет не более 10 % от толщины трубы [7].
Величину внутреннего (остаточного) магнитного поля в трубе определим на основе формулы для вычисления плотности поверхностных магнитных зарядов в случае линейной среды
-№-
1 - [СоБу Ие 7Т7 (г) + Бшу\rnTF (г) ]
(4)
где ТР(г) — топографический фактор магнитного поля дефекта треугольной формы и его зеркального отображения относительно граничной поверхности трубы; ,ц — относительная магнитная проницаемость материала в магнитном поле Я
Аналитическое выражение для топографического фактора Т/7(г) получим следующим образом. Топографический фактор связан с магнитным полем формулой
/'(2) = оЩг). (5)
С учетом формулы (1) и зеркальных отображений дефекта относительно граничных поверхностей трубы из выражения (5) имеем
Щ2) =
2 тс
г . 1- г + и^у г. 1т 2 — /Ц§у '
ехр -гу Ьп-- ехр г/ Ьп-— +...
2 +Иг г-\к
... + ехр [/у ] Ьп —1--ехр [-/у] Ьп - ~
(6)
2 + ^у
г - htgy;
Подставляя в левую часть формулы (4) выражение для топографического фактора магнитного поля дефекта (6), а в правую часть — значение плотности поверхностных зарядов, путем подбора величины внутреннего магнитного поля Я0 были получены приведенные в табл. 2 значения остаточного магнитного поля внутри ферромагнитной трубы.
Из табл. 2 видно, что для вышерассмотренных марок сталей наибольшая величина остаточного магнитного поля внутри трубы не превышает величину магнитного поля, соответствующего максимальной магнитной проницаемости материала, однако она далеко от намагничивающих полей, соответствующих техническому насыщению ферромагнитного материала.
Расчет величины остаточного магнитного поля внутри ферромагнетика с дефектом по методике, приведенной в работе [7], подтвердил полученные в табл. 2 результаты.
Таким образом, если ферромагнитная труба была предварительно намагничена магнитной системой дефектоскопа до технического насыщения, то напряженность остаточного магнитного поля внутри трубы во много раз меньше амплитуды намагничивающего поля.
Эти результаты, полученные расчетным путем, позволяют допустить, что для размагничивания трубы достаточно создавать внутри нее размагничивающее магнитное поле, с амплитудой не более 20 А/см, то есть вовсе не обязательно размагничивать трубу магнитным полем с амплитудой, соизмеримой с магнитным полем технического насыщения материала. Такие магнитные поля внутри трубы можно создавать относительно небольшими, малогабаритными размагничивающими устройствами.
Таблица 2
¿, мм Яо, А/см
СтЗ сталь 10
5 14 15
10 14 15
16 15 17
19 15,1 17,2
Для проверки полученных выводов нами были проведены соответствующие экспериментальные исследования в лабораторных условиях, где был создан макет стыка труб с остаточной намагниченностью. При исследованиях величина остаточного магнитного поля в разделке труб с толщиной стенки до 16 мм менялась от 0 до 50 мТл.
Для размагничивания локального участка стыка труб использовались постоянные магниты, которые располагались по обе стороны стыка напротив друг друга. Магнитное поле системы магнитов было направлено против остаточного магнитного поля трубы. Изменяя расстояние между магнитами, добивались снижения начального уровня остаточного магнитного поля в разделке труб до минимального значения, которое не превышало 0,5—1,5 мТл. Изменение величины напряженности магнитного поля в разделке труб контролировалось магнитометром МХ-10.
Проведенные экспериментальные исследования показали, что данной размагничивающей системой, которая является малогабаритной (вес не превышал 3 кг), можно размагничивать локальный участок стыка труб шириной до 70—100 мм, достаточного для того, чтобы можно было осуществить приварку стыка труб при проведении ремонтных работ на трубопроводе. При этом расстояние между постоянными магнитами остается достаточно большим, чтобы их собственное магнитное поле в воздухе не мешало осуществлению сварки стыка труб.
Проведенные полевые испытания данной системы размагничивания при ремонте участка магистрального газопровода диаметром 1420 мм в ООО "Баштрансгаз" показали ее работоспособность и достаточно высокое качество получаемых сварных швов, что было подтверждено результатами последующего контроля сварных швов рентгенографическим методом.
Уфимский государственный нефтяной технический университет
Поступила в редакцию 14 октября 2002 г.
ЛИТЕРАТУРА
1.Безлюдько Г.Я., Волохов С. А., Мужицкий В . Ф . Технология размагничивания труб большого диаметра для улучшения качества сварочных работ на магистральных трубопроводах.— 9-я международная деловая встреча "Диагностика-99". Т. 2. Диагностика линейной части
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.