9. Григорьев С. Н. и др. Проблемы метрологического обеспечения подготовки производства в машиностроении // Измерительная техника. 2012. № 5. С. 27—29; Grigoriev S. N. e. a. The problems of metrological support for the preparation of production in machine construction // Measurement Techniques. 2012. V. 55. N 5. P. 526—529.
10. Телешевский В. И., Соколов В. А. Лазерная измерительная информационная система для повышения точности многокоординатных станков с ЧПУ // Вестник МГТУ «СТАНКИН». 2011. № 4. С. 8—10.
11. Гришин С. Г. Оценка фазовой погрешности в гетеродинных лазерных интерференционных измерительных системах // Измерительная техника. 2011. № 8. С. 11 —13; Gri-shin S. G. Estimating phase errors in heterodyne laser interferometer measurement systems // Measurement Techniques. 2011. V. 54. N 8. P. 865—868.
12. Максин Ю. А., Телешевский В. И., Темников П. В. Система автоматизированного проектирования и изготовления средств линейно-угловых измерений на основе трехмерного параметрического моделирования // Там же. С. 13—16; Maksin Y. A., Teleshevskii V. I., Temnikov P. V. System for computer aided design and fabrication of means of linear-angular measurement based on three-dimensional parametric modelling // Ibid. P. 869—873.
13. Телешевский В. И., Емельянов П. Н., Шишков Д. Н.
Принципы построения компьютеризированной системы метрологического обеспечения производства на базе ИПИ-тех-нологий // Приборы. 2011. № 5. С. 57—62.
14. Системы для проверки точности и калибровки станков и координатно-измерительных машин. Фирма Renishaw [Офиц. сайт]. http://renishaw.com (дата обращения 01.08.2013 г.).
1 5. Системы для проверки точности и калибровки станков и координатно-измерительных машин. Фирма API [Офиц. сайт]. http://apisensor.com (дата обращения 01.08.2013 г.).
16. Lau K., Hocken R., Haight W. Automatic Laser Tracking Interferometer System for Robot Metrology // J. Precision Eng. 1986. V. 8. N 1. P. 3—8.
17. ГОСТ 27843—2006. Испытания станков. Определение точности и повторяемости позиционирования осей с числовым программным управлением.
18. Разработка CAD/CAM продуктов для моделирования, изготовления и контроля сложных изделий и технологической оснастки. Фирма «Delcam». [Офиц. сайт]. http:// delcam.ru (дата обращения 01.08.2013 г.).
Дата принятия 27.08.2013 г.
681.2.08
Разработка модельного ряда координатно-измерительных машин
Д. А. МАСТЕРЕНКО*, П. Н. ЕМЕЛЬЯНОВ*, М. Г. КОВАЛЬСКИЙ**, А. Ю. БАНКОВСКИЙ", С. Ю. АЛАБИН**
* Московский государственный технологический университет «СТАНКИН», Москва, Россия,
e-mail: pemelyan@rambler.ru
** ОАО «НИИизмерения», Москва, Россия
Описан опыт проектирования серии современных координатно-измерительных машин, в том числе и с субмикрометровой точностью. Приведены их технические характеристики, конструктивные решения, особенности программно-математического обеспечения.
Ключевые слова: координатно-измерительная машина, субмикрометровая точность, компенсация погрешностей, язык программирования измерений.
The experience in design of the series of modern domestic plate-measuring engines including those with submicrometer accuracy is described. The technical characteristics, design solutions and the software peculiarities are considered.
Key words: plate-measuring engine, submicrometer accuracy error compensation, measurements programming language.
Использование координатно-измерительных машин (КИМ) актуально благодаря их широкой универсальности по набору контролируемых геометрических параметров, высокому уровню автоматизации и экономии времени при измерениях параметров сложных деталей [1—9]. Использование принципов оперативного и диалогового программирования измерительных процедур делает эффективным применение КИМ в качестве универсального средства контроля в единичном и мелкосерийном производствах.
В период с 2011 по 2013 гг. авторами выполнены работы по проектированию КИМ субмикрометровой точности
(КИМСТ), а также технологической подготовке серийного производства гаммы универсальных КИМ с высокой степенью автоматизации. Универсальные КИМ и КИМСТ предназначены для метрологического обеспечения процессов механической обработки прецизионных деталей сложной формы: измерения, контроля размеров, формы и расположения поверхностей деталей; аттестации установочных или настроечных мер в условиях государственных метрологических центров, а также метрологических лабораторий на предприятиях оборонного комплекса, машиностроительной, подшипниковой, авиационной и электронной промышленности [10—11 ].
В настоящее время универсальные КИМ в России производит только фирма ООО «Лапик», являющаяся разработчиком и изготовителем серии КИМ оригинальной конструкции на основе шестиосевого механизма с параллельной кинематикой. Данная компоновка характеризуется высокой жесткостью, возможностью измерений труднодоступных поверхностей, однако доступ к рабочему пространству и его обзорность весьма ограничены. Поэтому авторы-разработчики КИМСТ и КИМ не имели отечественных аналогов и опирались на опыт ОАО «НИИизмерения» в области создания многокоординатного измерительного оборудования для измерений геометрических параметров деталей сложной формы (зубчатых колес, червячных фрез и др.). Ближайшие зарубежные аналоги: для КИМСТ — машина модели F25 (Carl Zeiss Industrial Metrology GmbH, Германия), для ряда универсальных К ИМ — машины моделей O-Inspect, Accura 5 (того же производителя), Leitz Micra 5.4.3, Leitz Reference Xi 10.7.6, DEA GLOBAL Silver Performance (Hexagon Metrology, США), Strato Apex 776 (Mitutoyo Corp., Япония).
Основные технические характеристики разработанных КИМ приведены в таблице.
Базовая часть КИМСТ имеет основание, выполненное из твердых пород камня, с перемещающимся относительно него на аэростатических направляющих предметным столом (по координате Y) и порталом (по координате X), несущим передвигающуюся относительно него (по координате Z) на аэростатических направляющих пиноль c закрепленной на ее нижнем конце измерительной головкой. В отличие от традиционной портальной компоновки перенос координатной оси Y с траверсы портала на стол позволил уменьшить его силовые деформации благодаря жесткой арочной конструкции и постоянства приложения в центре арки вертикальной нагрузки от веса узла пиноли.
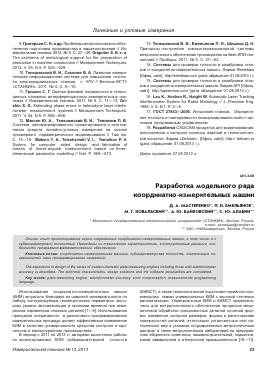
Базовая часть универсальных КИМ (см. рисунок) имеет стационарную классическую портальную компоновку, обеспечивающую удобство монтажа (демонтажа), эксплуатации, обслуживания, ремонта, и содержит следующие основные
узлы: основание 2, установленное на пассивных виброопорах 1 и поддерживающее плиту 3, служащую также предметным столом; каретку 10, несущую гранитную горизонтальную направляющую 8 и перемещающуюся (по координате У) относительно плиты по закрепленной на ней гранитной направляющей 11; стойку 4, являющуюся второй опорой для горизонтальной направляющей и перемещающуюся вместе с ней по выполненной в плите направляющей; узел перемещений 7 по координате X вдоль горизонтальной направляющей; пиноль 9, перемещающуюся по координате Т в узле 7 с закрепленной на ее нижнем конце моторизованной измерительной головкой 6, оснащенной датчиком касания 5; пневмоблок 12, закрепленный на плите.
Портальная компоновка, имея достаточную жесткость основных узлов, обеспечивает высокие точностные и динамические свойства КИМ. Также она при открытом пространстве для установки детали и ее обзорности в процессе измерений является удобной для развития отдельной КИМ в конструктивно унифицированный типоразмерный ряд, осуществляющий измерения в широком диапазоне.
Координатные прямолинейные перемещения элементов базовой части по их направляющим осуществляют на аэростатических пористых опорах, имеющих улучшенные технические характеристики по сравнению с аэростатическими опорами, у которых сжатый воздух подается в рабочий зазор через сопла и микроканавки.
Силовое замыкание, т. е. создание предварительной нагрузки, обеспечивающей рабочий зазор 5—7 мкм между направляющей и каждой из аэростатических опор, не воспринимающих вес подвижной части КИМ, выполняется только при помощи расположенной напротив нее контропоры, а также при помощи контропоры и силы собственного веса соответствующего подвижного элемента базовой части, если опора этот вес воспринимает. При этом контропоры, развивающие одинаковое усилие с базовыми опорами, имеют существенно (в 30—50 раз) меньшую жесткость из-за податливости узла крепления; благодаря этому дости-
Основные технические характеристики КИМСТ и универсальных КИМ
Наименование характеристики КИМСТ Универсальные КИМ
Пределы измерений по координатным осям X, У, Т, мм 400, 400, 200 400, 400, 300 600, 600, 500 600, 1000, 500
Шаг дискретности измерений координатных перемещений, мкм, не более 0,01 0,1 0,1
Основная погрешность измерений координатных перемещений, мкм, не более (1 — длина перемещения, мм) 0,05 + L/1000 0,2 + L/800 0,4 + L/1000
Основная погрешность измерений длины, мкм, не более: вдоль координатных осей в пространстве 0,25 + L/1000 1,2 + L/800 1,4 + L/600 1,4 + L/800 1,6 + L/600
Основная погрешность измерительной головки, мкм, не более 0,2 0,5 0,5
Максимальная скорость координатных перемещений, мм/с, не менее 20 200 200
Максимальное ускорение координатных перемещений, мм/с2, не менее 200 1 000 1 000
Максимальная масса измеряемой детали, кг, не более 8 1 00 350 500
гается статическая определимость системы опоры-направ-ляющая.
Выбранная схема при минимальных требованиях к взаимному расположению и форме поверхностей направляющих (из двух поверхностей, расположенных противоположно, только одна является базовой) обеспечивает удобство регулировки (юстировки) взаимной ортогональности траекторий координатных перемещений подвижных частей КИМ. Все аэростатические опоры КИМ имеют возможность самоориентации, что дает постоянство значений их рабочих зазоров.
Координатные перемещения элементов базовой части осуществляются прямыми приводами на основе линейных синхронных электродвигателей с безжелезным якорем и встроенной системой охлаждения. Данные двигатели имеют высокие удельную мощн
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.