| НАУКА, ТЕХНИКА, ПРОИЗВОДСТВО
^
о о
со
£ УДК 621.967
§ СОВЕРШЕНСТВОВАНИЕ ВЫСОКОПРОИЗВОДИТЕЛЬНЫХ 8 ЛЕТУЧИХ БАРАБАННЫХ НОЖНИЦ
ДЛЯ МЕРНОЙ РЕЗКИ ПОЛОСОВОГО ПРОКАТА
©Ю.Н.Колесников, С.А.Гриценко, В.И.Елецких, ЗЛО "НКМЗ" В.А.Поливанов, НПП "КОМПЭЛ" (г. Харьков)
На металлургическом комбинате "Северсталь" в феврале 2003 г. в агрегате поперечной резки (АПР) № 3 цеха отделки металла смонтирована и пущена в эксплуатацию установка летучих высокопроизводительных барабанных ножниц для мерной резки полосы в комплексе с 17-роликовой правильной машиной.
Установка спроектирована и изготовлена специалистами ЗАО "НКМЗ" и отличается от известных аналогичных машин, широко применяемых на металлургических заводах СНГ, рядом новых решений, направленных на повышение производительности, точности геометрических размеров листа, степени автоматизации основных и вспомогательных технологических процессов.
При создании установки были учтены все особенности реконструируемого агрегата поперечной резки, в том числе большой диапазон отрезаемых длин листов (от 0,5 до 6 м), высокие требования к качеству их кромки и поверхности, скоростные характеристики агрегата, широкая номенклатура продукции при отгрузке ее мелкими партиями и др.
Правильная машина и летучие ножницы расположены на расстоянии 4050 мм друг от друга, а в промежутке между ними установлены задающие ролики, промасливающая машина, тянущие ролики и роликовые проводки, позволяющие сохранить поверхность полосы и стабилизировать ее движение на высоких скоростях (рис. 1 и 2).
К характерным особенностям летучих ножниц следует отнести, прежде всего, электрическую связь между приводами клети ножниц и правильной машины с автоматизированным управлением режимами их движения. Это позволило без применения сложных механических устройств реализовать необходимую в системе мерного реза кинематику вращения барабанов ножниц - режимы непрерывного вращения, электрического выравнивания скоростей и запуска на рез.
Разработан новый способ управления скоростным режимом ножниц в зависимости от отрезаемой длины листов [1], обеспечивающий высокую производительность агрегата.
Для перекрытия всего диапазона и достижения в этом диапазоне высоких скоростей ножниц выбраны
оптимальное сочетание диаметров барабанов и числа ножей (два или один на каждом барабане). С учетом допустимых режимов нагрузки при работе привода скорость ножниц (от 2 до 5 м/с) во всем диапазоне длин листов соответствует требуемой производительности агрегата.
Настройка ножниц на основные технологические параметры (длина реза, толщина полосы, скорость вращения барабанов, режимы ножниц) осуществляется дистанционно и контролируется оператором на мо-
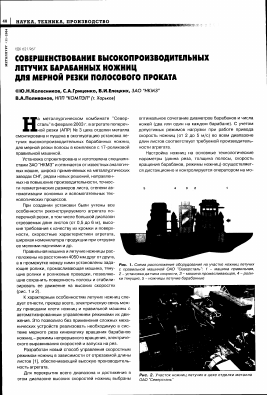
Рис. 1. Схема расположения оборудования на участке ножниц летучих с правильной машиной ОАО "Северсталь": 1 - машина правильная, 2 - установка датчика скорости, 3 - машина промасливающая, 4 - ролики тянущие, 5 - ножницы летучие барабанные
Рис. 2. Участок ножниц летучих в цехе отделки металла ОАО "Северсталь"
НАУКА, ТЕХНИКА, ПРОИЗВОДСТВО
49
Г ¿>7
ниторе пульта. Время этой операции сократилось от нескольких часов (на прежней установке ножниц, с механической связью режущего механизма и правильной машины) до нескольких минут.
В механизме резания установлены ножи, производящие гильотинный рез, что позволило снизить технологические усилия, ударные нагрузки на звенья машины, увеличить надежность механизмов в целом, понизить уровень шума на участке. Межсменный период работы ножей увеличился более чем в пять раз по сравнению с аналогичным циклом в ножницах прежней конструкции.
Для дистанционной настройки и контроля зазора между ножами разработан новый механизм [2], позволивший значительно сократить время и повысить точность настройки.
Механизм настройки зазора между ножами основан на известном принципе перемещения одного барабана (в данном случае верхнего) относительно другого при их угловой связи через косозубые передачи. Привод осевого перемещения верхнего барабана не отличается от традиционных конструкций, то есть это пара винт-гайка с приводом винта от червячного редуктора и электродвигателя [3].
Однако в отличие от известных механизмов фиксация винта относительно гайки осуществляется специальной гидрогайкой с дистанционным управлением, а перемещение барабана контролируется бесконтактным датчиком линейных перемещений с заданной точностью. Отсутствие в цепи измерений промежуточных звеньев, как в известных механизмах, позволяет значительно повысить точность косвенных измерений зазора между ножами.
Скорость полосы в установке ножниц измеряется как контактным методом (один из задающих роликов связан с датчиком импульсов), так и бесконтактным (установка лазерного измерения скорости с точностью 0,01% заданной длины листа). Данные этих систем измерения сравниваются и обрабатываются в специальном блоке системы мерного реза полосы, и, соответственно, выбирается режим движения барабанов ножниц для получения заданной точности резки. Практически точность длины листов, достигнутая при резке полосы ножницами, составила ±1-2 мм в диапазоне размеров 0,5-6 м.
Дистанционная настройка механизмов применена и в правильной машине, задающей полосу в ножницы. По конструкции это машина кассетного типа с распо-
ложением верхних и нижних рабочих и опорных роликов в специальных кассетах. При перевалках верхняя кассета устанавливается на нижнюю, и комплект выдвигается за пределы машины для демонтажа.
Положение верхней кассеты относительно нижней определяется четырьмя нажимными винтами, вращение которых попарно осуществляется нажимными механизмами с электроприводом. Перемещение винтов, а следовательно, кассеты определяется бесконтактными датчиками линейных перемещений и контролируется оператором на пульте. Одновременное или раздельное включение нажимных механизмов позволяет осуществлять как высотную, так и угловую настройку верхних роликов относительно нижних.
Прогрессивная конструкция базовых машин в сочетании с оригинальной системой автоматизированного электропривода позволила достичь высоких показателей, как по эксплуатационным характеристикам оборудования, так и по качеству продукции.
Рабочая документация электроприводов и систем автоматизации, в том числе и разработка программного обеспечения, изготовление блоков питания, программируемых контроллеров, пультов управления осуществлялись силами украинских предприятий -АО "Тяжпромэлектропроект" и НПП "Компэл" (г.Харьков). При разработке алгоритмов управления приводом ножниц созданы оригинальные разгонно-тормозные режимы вращения барабанов ножниц, позволившие достичь экономии затрат электроэнергии при резке листов, длина которых отличается от основной длины [4].
В целом эксплуатация ножниц в АПР N9 3 ОАО "Северсталь" позволила повысить уровень (удобство) обслуживания, надежность работы оборудования, качество получаемой продукции и расширить ее номенклатуру.
Библиографический список
1. Заявка № 2001122766 РФ. Способ управления скоростным режимом установки летучих барабанных ножниц с электрической связью подающего и режущего устройств при мерной резке полосового проката / Ю.Н.Белобров, В.И.Елецких, С.А.Гриценко.
2. Патент № 62499А Украины. Летучие барабанные ножницы /Ю.Н.Белобров, Ю.Н.Колесников, С.А.Гриценко, В.И.Елецких// Бюл. № 12, 2003.
3. Жукевич-Стоша Е.А. и др. Режущие машины прокатных цехов. Часть 2. -М.: НИИинформтяжмаш, 1971. С. 103-104.
4. Патент № 28979А Украины. Способ регулирования положения электропривода /В.И.Холодный, В.А.Поливанов.
в. >.
к е а:
ы
г
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.