УДК 669-122.4
СТАБИЛИЗАЦИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ПРОКАТА ПОСЛЕ РЕКОНСТРУКЦИИ СИСТЕМЫ ЛАМИНАРНОГО ОХЛАЖДЕНИЯ НШПС 1700 *
©О.В.Иванцов, Б.К.Каскин, А.М.Васькин, АХ.Вивенцов, Е.А.Зимаков
ОАО "ИСПАТ-КАРМЕТ"
Таблица 1. Технические характеристики систем ламинарного охлаждения полос
В:
;
,2001 г. на стане 1700 горячей .прокатки в ОАО "ИСПАТ-КАР-*МЕТ" проведена реконструкция системы охлаждения полос на отводящем рольганге, в результате которой заменено все механическое и гидравлическое оборудование.
Сравнительные характеристики систем ламинарного охлаждения полос (СЛОП) до реконструкции и после нее приведены в табл. 1.
Автоматическое управление реконструированной СЛОП основано на математической модели охлаждения полос, разработанной ДонНИИчерметом, и позволяет поддерживать заданную температуру смотки с отклонением ±10 °С для проката толщиной до 4 мм и ±15 °С для проката толщиной свыше 4 мм. При этом стабильность выполнения температурных режимов обеспечивается на 95 % длины полосы.
Конструкционные особенности и автоматическое управление СЛОП позволяют использовать различные режимы охлаждения полос (рис. 1).
Возможность управления включением и выключением секций по длине системы позволяет получать различные микроструктуры проката за счет варьирования скорости (условий) охлаждения.
Меньшая длина и большая пропускная способность реконструированной СЛОП обеспечивают требуемую температуру смотки за меньшее время, т.е. за счет повышения скорости охлаждения. В связи с этим для обеспечения необходимых механических свойств проката были разработаны и уточнены температурно-скорост-ные режимы охлаждения полос различных марочного и размерного сортаментов. По результатам прокатки полос этих сортаментов с использованием режимов монотонного, раннего, позднего и прерванного
Параметр СЛОП
до реконструкции I после реконструкции
Количество участков охлаждения 1 2 3
Количество секций охлаждения:
участок 1 11 8
участок 2 3 14
участок 3 - 6
Длина участка верхнего охлаждения, м 84 65
Длина участка нижнего охлаждения, м 100 65
Секции верхнего охлаждения:
на участке 1:
тип бака Сифонный Щелевой
на участке 2:
тип бака Сифонный Сифонный
на участке 3:
тип бака - Щелевой
Тип секции нижнего охлаждения Спрейерная Спрейерная
Способ охлаждения полосы сверху:
на участке 1 Ламинарные круглые струи Сплошные водяные завесы
на участке 2 Тоже Ламинарные круглые струи
на участке 3 и 11 Сплошные водяные завесы
Способ охлаждения полосы снизу Спрейерный,через Спрейерный,через
плоскоструйные сопла плоскоструйные сопла
Максимальный расход воды, м3/ч 7500 14280
Расход воды, м3/ч:
верхнего охлаждения 4000 8680
нижнего охлаждения 3500 5600
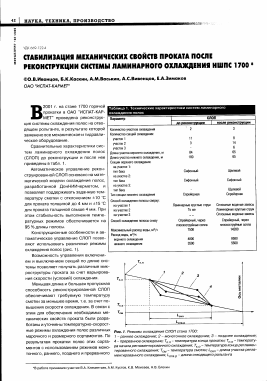
Рис. 1. Режимы охлаждения СЛОП стана 1700:
1 - раннее охлаждение; 2 - монотонное охлаждение; 3 - позднее охлаждение; 4 - прерванное охлаждение; Тк п - температура конца прокатки; Тн о - температура начала регламентированного охлаждения; Тк о - температура конца регламентированного охлаждения; Тсм - температура смотки; 1.0ХЛ - длина участка регламентированного охлаждения; 1~отв р - длина отводящего рольганга
*В работе принимали участие B.A. Клементьев, A.M. Кустов, K.B. Моисеев, Н.В. Блохин
3192
3000 Расход воды, м3/ч
2424
Рис. 2. Зависимость толщины слоя видманштеттовой структуры на полосах толщиной 6-12 мм от режимов охлаждения: а - позднее; б - монотонное; в - прерванное
охлаждения установлено:
• на полосах толщиной 2 мм равномерное по толщине полос зерно 10-11 баллов без признаков видманштеттовой структуры получено при режиме позднего охлаждения;
• при режиме позднего охлаждения твердость подката для производства полос толщиной 2,4 мм снижалась в среднем на 2 единицы, а доля подката с твердостью до 56 HRB увеличивалась с 34 до 71 % по сравнению с режимом монотонного охлаждения;
• при толщине полос 6-12 мм наиболее равномерное зерно по сечению полос получено при использовании режима прерванного охлаждения. Толщина слоя видманштеттовой структуры при этом режиме была соответственно в 1,9 и 1,8 раза меньше, чем при режимах позднего и монотонного охлаждения (рис. 2).
До внедрения реконструированной СЛОП при производстве горячекатаных полос по стандарту DIN 17100 прочностные характеристики толстолистового проката (6-12 мм) из стали RSt37-2 обеспечивали за счет повышенного содержания в ней марганца (верхний предел 1,6 %), а после внедрения стало возможным получение требуемых механических свойств при пониженном содержании марганца (0,50-0,65 %), что позволяет не только экономить раскислители, но и оперативно переназначать сталь из одного стандарта в другой (сталь Зпс по ГОСТ 14637). В ходе исследований установили, что для обеспечения механических свойств проката из стали RSt37-2 с пониженным содержанием марганца, аналогичных свойствам стали Зпс по 5-й категории прочности, необходимо проводить прокатку полос при температуре конца прокатки
Таблица 2. Стабильность механических свойств (среднеквадратичные отклонения) горячекатаного проката из стали Я5137-2 за период 2000-2002 гг.
Толщина 2000 г. 2001 г. 2002 г.
проката, мм Предел Предел Предел Предел Предел Предел
текучести, прочности, текучести, прочности, текучести, прочности,
МПа МПа МПа МПа МПа МПа
Свыше 2 до 3 23,9 21,8 25,8 22,2 11,25 7,07
Свыше 3 до 4 20,8 18,1 19,1 18,3 16,90 15,30
Свыше 4 до 6 24,3 20,6 18,8 23,5 15,90 15,60
Свыше 6 до 8 18,6 19,2 21,1 17,6 16,20 16,90
Свыше 8 17,5 17,1 25,8 23,0 16,80 16,30
840-860 °С и температуре смотки 630-670 °С и их охлаждением на отводящем рольганге по режиму прерванного охлаждения.
Для обеспечения требуемых механических свойств при производстве толстолистового проката из стали марки 09Г2С в условиях работы реконструированной системы охлаждения было проведено уточнение применяемых ранее температурных режимов прокатки и смотки. Увеличение скорости охлаждения полос на отводящем рольганге стана за счет повышения температуры конца прокатки при неизменной температуре смотки позволило получить структуру с более мелким зерном, что обеспечило механические свойства проката по 345-му классу прочности и по 12-й и 15-й категориям (ГОСТ 19281).
В ходе испытаний СЛОП исследована возможность производства проката толщиной 14-15 мм из стали RRSt 52-3 с механическими свойствами по стандарту DIN 17100. Прокатку полос из данной стали толщиной свыше 12 мм проводили при температуре конца прокатки 840-880 °С и температуре смотки 630-670 °С с использованием режима прерванного охлаждения и смотки полос на II группе моталок, что позволило обеспечить получение требуемых механических свойств.
Корректировка температурных режимов прокатки и смотки при производстве полос из стали RA36 по ASTM 36 привела к увеличению выхода годного по механическим свойствам на 5 %, а из полуспокойных сталей по JIS G 3101 - на 6%.
С целью расширения сортамента и уточнения технологии производства судостроительной стали осуществлена прокатка полос судовой стали марки А толщиной 4-12 мм, шириной 1500 мм. Исследования показали, что механические свойства проката марки А в соответствии с Правилами Морского Регистра для судовой стали могут быть обеспечены при температуре конца прокатки 850-890 °С и температуре смотки 630-670 °С для полос толщиной до 8 мм и при температуре смотки 610-650 °С - для полос толщиной свыше 8 мм. Охлаждение полос на отводящем рольганге при этом необходимо проводить по режиму прерванного охлаждения в секциях струйного охлаждения.
Оценка эффективности реконструированной СЛОП в зависимости от марочного сортамента проката показала, что после корректировки температурных режимов прокатки и смотки количество неудовлетворительных результатов испытаний для проката из кипящих сталей осталось на прежнем уровне (до 1 %), для проката из спокойных и полуспокойных сталей - снизилось более чем в 2,5 раза, а проката из низколегированных сталей - снизилось почти в 6 раз (до 1 %).
Анализ распределения результатов механических испытаний в зависимости от толщины проката показал, что по-
>.
к к и! f ы S
100-
£ о"
и
о
X
ч о
99
98
S 97-
96
СЛОП до реконструкции
97,?
97,1
1999
2000
Отработка режимов прокатки и смотки
97.3
СЛОП после реконструкции 98,9
2002-2003
2001 Период, год
Рис.3. Выход годного по результатам механических испытаний
еле реконструкции СЛОП количество неудовлетворительных испытаний образцов проката толщиной 1,5-4,0 мм и свыше 8 мм снизилось в 2,2 раза, а проката толщиной свыше 4 и до 8 мм - в 3,5 раза. Динамика выполнения требований по механическим свойствам горячекатаного проката представлена на рис. 3.
Внедрение реконструированной СЛОП позволило повысить стабильность механических свойств на всем сортаменте горячекатаной продукции. Так, стабильность распределения прочностных характеристик проката из стали 133137-2 повысилась в зависимости от толщины проката (табл. 2).
Вывод. Реконструированная система ламинарного охлаждения на НШПС 1700 позволяет обеспечивать требуемые механические свойства с использованием различных режимов охлаждения соответствующих марочного и размерного сортаментов за счет получения микроструктуры с минимальной разнозернистостью по толщине проката. Внедрение этой СЛОП привело к увеличению выхода годного по механическим свойствам в 2002-2003 гг. по сравнению с 2000 г. с 97,1 до 98,9 % и повышению стабильности их распределения как по длине полос, так и в целом по партиям.
18-21 октября 2005 г. МОО "Объединение прокатчиков" совместно с ОАО "Новолипецкий металлургический комбинат" проводят в Липецке VI конгресс прокатчиков, на котором предусматривается обсудить состояние и основные направления развития прокатного" трубного и метизного производств.
В работе Конгресса примут участие руководители металлургических предприятий, специалисты прокатных, трубных и метизных цехов, научно-исследовательских и учебных институтов, проектанты и изготовители оборудования России, стран СНГ и дальнего зарубежья, потребители металлопродукции, представители коммерческих структур и другие.
Работа Конгресса будет проходить на пленарных заседаниях и в секциях:
•
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.