Влияние кавитации на износ шнековых насосов и методы снижения себестоимости их изготовления
В.В. Ильичев,
директор института транспорта, сервиса и туризма, Институт транспорта, сервиса и туризма, Нижегородский государственный инженерно-экономический университет (606260, Нижегородская область, п. Воротынец, ул. Мира, д. 7; e-mail: ilichiev1963@mail.ru)
Д.Н. Игошин,
аспирант, Институт транспорта, сервиса и туризма, Нижегородский государственный инженерно-экономический университет (606340, Нижегородская область, г. Княгинино, ул. Октябрьская, 22 а; e-mail: igoshin.d.n@mail.ru) А.И. Свистунов,
аспирант, Институт транспорта, сервиса и туризма, Нижегородский государственный инженерно-экономический университет (606340, Нижегородская область, г. Княгинино, ул. Октябрьская, 22 а; e-mail: kng_almas@mail.ru)
Аннотация. Решение проблемы кавитационного износа шнековых насосов, является одной из важнейших задач повышения их эксплуатационной износостойкости и снижения себестоимости изготовления. При определенных условиях изготовления деталей насоса можно снизить их износ до минимума. Рассмотрены влияние кавитации, характер зависимостей интенсивности кавитационно-абразивного износа, развитие и разрушение сферического кавитационного пузырька в потоке жидкости, зависимость точки кипения воды от температуры и давления.
Abstract. The solution to the problem of cavitation wear of screw pumps is one of the most important tasks of improvement of their operating durability and reduce the cost of manufacture. Under certain conditions of manufacture of pump parts to reduce wear to a minimum. Considered: the effect of cavitation, the nature of the dependency of the intensity of cavitation-abrasive wear, the development and destruction of a spherical cavitation bubble in a fluid flow, the dependence of the boiling point of water on temperature and pressure.
Ключевые слова: методы снижения себестоимости изготовления, кавитация, насос, поток жидкости, интенсивность кавитации, кавита-циионно-абразивный износ, агрегат, шнек.
Keywords: methods of reducing the cost of manufacture, cavitation, the pump, the fluid flow, the intensity of cavitation, cavitationabrasive wear, Assem-bly, auger.
Шнековые насосы обеспечивают равномерную подачу перекачиваемой жидкости, в частности воды. Основными элементами шнековых насосов являются подвижная часть - ротор и неподвижная - статор, а также электродвигатель, приводящий во вращательное движение ротор. Конструкционно ротор представляет собой металлический винт с большими шагом и глубиной нарезки и с небольшим внутренним диаметром. При вращении ротора внутри статора между ними образуются расширяющиеся полости для нагнетаемой жидкости. Благодаря чему она перемещается из всасываемой полости в нагнетаемую.
Неисправности насосов определяются разнообразием их конструкций и условий эксплуатации. Основными признаками неисправностей насоса являются:
• вибрация;
• повышенный уровень шума и изменение его тональности;
• увеличение потребляемой мощности;
• пульсация давления в гидравлической системе.
Неисправности насосов разделяют на [1]:
1. Механические - возникающие при сборке и монтаже, а так же при некачественном изготовлении деталей;
2. Эксплуатационные - возникающие в системе управления при работе насоса в недопустимых режимах, при неисправности системы электропитания или при изменении параметров сети, а так же при неисправности электродвигателя;
3. Конструкционные - возникающие в гидравлической системе при неправильном подборе насоса.
К повышенной вибрации насоса приводит кавитация (лат. cavita - пустота) -физико-химический процесс, в результате которого вода испаряется, а затем вновь превращается в жидкость [2]. Кавитация является причиной возникновения недопустимого шума и изменения тональности работы насоса, а так же нежелательной вибрации, снижающей работоспособность насоса или приводящей к её полной утрате.
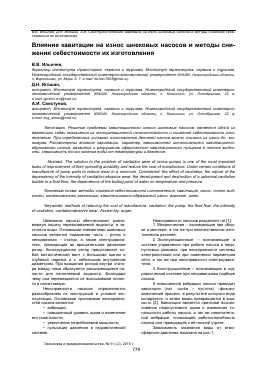
Зависимость закипания воды от атмосферного давления показана на рис.1.
s
У
s
о. to-
rn
О 20 40 60 во
Рис. 1. Зависимость точки кипения воды от температуры и давления [9].
Изменение скорости движения воды является причиной изменения её давления, вызывающей кавитацию. Разрушение рабочих органов насоса в процессе кавитации это неравномерная питтинговая коррозия их поверхности. Точка, где скорость воды достигает максимума, а давление минимума, называется вена контракта ^епасоп^а^а). Пузырьки пара возникают в жидкости, когда её давление оказывается близко к давлению насыщенного пара. После того, как значение давления восстанавливается пузырьки пара схлопываются и среда возвращается в жидкое состояние. Этот процесс может повторяться до тех пор, пока не будет разрушен рабочий орган насоса. Комбинация волн давления, возникших при схлопывании пузырьков пара, и микроструй, находящихся рядом с поверхностью, может серьезно повредить ротор и/или статор насоса [8].
Газ, находящийся в пузырьках химически агрессивен и имеет температуру, достигающую 1500 °С [3]. Это так же вызывает эрозию материалов с которыми соприка-сающимися с жидкостью, в которой имеет место явление кавитации. Разрушительному воздействию кавитации подвержены даже химически нейтральные к кисло-
0,4
1 I
I
1
1 I
0,3
0,2 0,1
0.1 0,2 0,3 OA
роду вещества, такие как золото или стекло. Но рабочие органы из химически инертных к кислороду веществ подвергаются более медленному кавитационному износу. Это показывает, что для нейтрализации химической агрессивности кислорода, находящегося в пузырьках пара, важным является их схлопывание.
Разрушение сферического пузырька в потоке жидкости не является мгновенным, а представляет собой многократный, затухающий процесс. Из графика, рис. 2, следует, что находясь внутри кавитационной зоны (область с пониженным давлением), пузырек растет и достигает какого-то максимума. Как только пузырек выносится потоком за пределы кавитационной зоны и попадает в область высокого давления, пар внутри пузырька конденсируется и в образовавшуюся «пустоту» с большой скоростью устремляется жидкость. В центре вследствие упругости жидкости происходит изменение ее движения на обратное и на какое-то мгновение образуется новый пузырек с давлением внутри него меньшим, чем давление в окружающем потоке. Затем происходит разрушение вновь образовавшегося пузырька и т.д.
/ \
/
/ A
\ J V
V /
4/ /
0.001
0.002 0.003
0.004
0.005 Время /'сек.1
Рис. 2. Развитие и разрушение сферического кавитационного пузырька в потоке жидкости [9].
Journal of Economy and entrepreneurship, Vol. 9, Nom. 9-2
Интенсивность кавитационного изнашивания деталей шнековых насосов зависит от формы и степени развития кавитации, а также от продолжительности работы насоса в кавитаци-онном режиме. Степень повреждения в результате кавитации определяется следующими факторами:
интенсивностью кавитации - чем больше падение давления, тем выше возможность кавитации шнековых насосов;
материалами, используемыми в зоне возникновения кавитации - твердые материалы менее подвержены кавитации;
продолжительностью воздействия кавитации - чем чаще возникает кавитация на одной и той же поверхности, тем большая вероятность разрушения рабочего органа насоса;
конструкцией рабочих органов в зоне кавитации.
При наличии абразивных частиц в перекачиваемой среде наблюдается так же абразивное изнашивание рабочих органов насоса. При одновременном проявлении кавитационного и абразивного воздействия увеличивается общий износ насоса.
Вследствие различия механизма протекания кавитационного и абразивного воздействия износ протекает по специфическим законам.
Линии а1 а2, bi b2 Ьз, ci С2 сз на рис.3 относят к условиям, когда кавитационный износ протекает со значительным «инкубационным» периодом. Линия а1 а2 показывает износ в том случае, когда продолжительность его меньше длительности «инкубационного» периода. Кавитационный износ в этом случае отсутствует и наблюдается обычный гидроабразивный.
На участке b1 b2 по мере увеличения содержания наносов в воде, наблюдается уменьшение общего износа. Это происходит потому, что кавитационный износ начинается с образования микротрещин в поверхностном слое металла, которые впоследствии распространяются вглубь и приводят к выколу относительно больших объемов металла. При абразивном же износе происходит сошлифование тонкого слоя металла, что предотвращает поверхность от зарождения кавитационных трещин и выкола.
Концентрация нанособ [%]
Рис. 3. Характер зависимостей интенсивности кавитационно-абразивного износа от содержания в воде взвешенных наносов [9].
Уменьшение кавитационно-абразивного износа может происходить до тех пор, пока скорость кавитационного износа несколько больше скорости абразивного. Как только в результате увеличения концентрации взвешенных наносов скорость абразивного износа начинает превышать скорость кавитационной эрозии, на участке b2 b3 происходит возрастание интенсивности общего износа.
Линия c1 c2 показывает износ в том случае, когда скорость кавитационного износа значительно опережает скорость абразивного. В этот момент интенсивность воздействия абразивных частиц недостаточна для изменения хода кави-тационного износа. На участке С2 сз увеличива-
ется совместный износ в результате увеличения концентрации абразивных частиц в рабочей среде.
Линия d1 d2 dз показывает условия, когда интенсивность кавитационной эрозии очень велика, а изнашиваемый материал очень пластичен (медь, алюминий, свинец и т.п.). В данном случае под воздействием кавитации поверхность металла покрывается беспорядочно нагроможденными наплывами пластически выдавленного металла. Наличие в рабочей среде абразивных частиц способствует удалению наплывов и износ резко увеличивается (линия d1 d2). При дальнейшем увеличении концентрации наносов этот эффект оказывается слабее (линия d2 dз).
Линия е1 е2 соответствует самой большой интенсивности кавитационной эрозии. Наличие в рабочей среде абразивных частиц сказывается лишь в простом наложении абразивного износа на кавитационный.
Явление кавитаци
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.