УДК 665.644.2
ВЛИЯНИЕ МОДИФИЦИРОВАНИЯ КАТАЛИЗАТОРА И СЫРЬЯ УЛЬТРАДИСПЕРСНЫМИ ЧАСТИЦАМИ ДИСУЛЬФИДА МОЛИБДЕНА НА ПОКАЗАТЕЛИ КАТАЛИТИЧЕСКОГО КРЕКИНГА © 2015 г. И. М. Герзелиев, К. И. Дементьев, С. Н. Хаджиев
Институт нефтехимического синтеза им. А.В. Топчиева РАН, Москва E-mail: gerzeliev@ips.ac.ru Поступила в редакцию 15.01.2015 г.
Изучено влияние образующихся in situ ультрадисперсных частиц дисульфида молибдена на дисперсные свойства сырья, а также на кислотность микросферического цеолитсодержащего катализатора в процессе каталитического крекинга вакуумного дистиллята. Характер изменения выхода продуктов каталитического крекинга и группового углеводородного состава бензиновой фракции указывает на гидрирующую активность дисульфида молибдена в условиях каталитического крекинга. Показано, что модифицирование дисульфидом молибдена может быть направлено на снижение выхода легкого газойля, понижение содержания олефинов в бензиновых фракциях, уменьшение выхода водорода, а в целом дает возможность регулировать качественный и количественный состав продуктов каталитического крекинга.
Ключевые слова: каталитический крекинг, ультрадисперсные частицы дисульфида молибдена, модифицирование катализатора.
DOI: 10.7868/S002824211504005X
Наряду с модифицированием катализатора [1], варьированием качества сырья и переменных параметров процесса [2], изменением структурно-механических свойств нефтяной дисперсной системы [3], введением пассивирующих добавок для снижения отравления металлами [4] для интенсификации процесса каталитического крекинга представляет интерес применение добавок, оказывающих комплексное влияние на сырье и катализатор крекинга. При этом желательно, чтобы комплексная модифицирующая добавка обладала способностью положительного влияния на нефтяную дисперсную систему, иметь высокую гидрирующую способность в мягких условиях с целью понижения содержания в бензиновых фракциях непредельных углеводородов, снижения выхода легкого газойля и оказывать пассивирующее воздействие на катализатор, проявляющееся в меньшем выходе водорода.
Анализ свойств модифицирующих добавок, применяемых в различных каталитических процессах, в частности, в гидрогенизационных, показывает, что таким требованиям возможно будет удовлетворять дисульфид молибдена, широко используемый в качестве гидрирующего компонента катализаторов [5], ультрадисперных катализаторов гидроконверсии углей [6, 7] и тяжелых нефтяных остатков [8, 9]. При этом с точки зрения технологии значительный интерес представляет вариант, когда модификатор вводится в сырье из
прекурсора, например водо- или маслораствори-мых солей молибдена. Так, в процессе гидрогенизации нефтяных остатков и углей используется микроэмульсия водного раствора парамолибдата аммония, которая при взаимодействии с сероводородом с разрушением эмульсии образует дисульфид молибдена in situ с размерами частиц 0.02—1 мкм [10]. Использование катализаторов такого типа для гидроконверсии мазутов и гудронов позволяет существенно модифицировать превращаемые нефтяные дисперсные системы — вакуумные остатки и с высокой степенью осуществлять их конверсию в более легкие фракции. Условия конверсии (450—490°С, 60—70 атм) при этом более мягкие по сравнению с традиционными условиями гидрокрекинга тяжелых остатков (100— 300 атм) [8, 9].
Успешное применение ультрадисперсных мо-либденсодержащих каталитических систем в процессах гидрогенизации тяжелого сырья в мягких условиях позволяет предположить, что они могут обладать активностью в гидрировании углеводородов в процессе каталитического крекинга вакуумного дистиллята.
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
Соединения молибдена вносили в сырье в виде прекурсора — смеси сульфида аммония и водного
331
5*
100
л о о св
р
в
о
с
80
60
40
20
0
0 100 200 300 400 500 600 700 800 Температура, °С
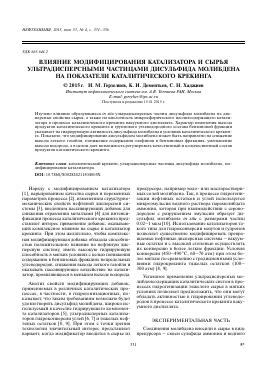
Рис. 1. Кривые потери массы для вакуумного дистиллята и фаз эмульсии: 1 — вакуумный дистиллят, 2 — углеводородная часть, 3 — водная часть.
раствора парамолибдата аммония (NH4)6Mo7O24 — таким образом, чтобы мольное соотношение сера : : молибден в растворе составляло 3:1. При этих условиях молибден находится в растворе в виде аммонийной соли тиомолибденовой кислоты. Приготовление смесей молибденсодержащих добавок с гидроочищенным вакуумным дистиллятом осуществляли в лабораторном смесителе при следующих условиях: скорость вращения 5000 об/мин, время перемешивания 5 мин. Размер полученных частиц дисульфида молибдена измеряли методом динамического светорассеяния с помощью анализатора частиц N5 Submicron Particle Size Analyzer (Beckman Coulter).
Исследования каталитического крекинга вакуумного дистиллята в присутствии прекурсора проводили на лабораторной установке в проточном реакторе по методике, описанной в [11]. Укрупненные исследования с добавкой прекурсора дисульфида молибдена в сырье проводили на пилотной установке каталитического крекинга вакуумного дистиллята с лифт-реактором [12] при следующих условиях: температура 500°С, время контакта катализатора и сырья в реакторе — 2—3 с, кратность циркуляции катализатор:сырье — 8 кг/кг, расход сырья — 500 г/ч. В экспериментах использовали гидроочищенный вакуумный дистиллят, полученный из смеси западно-сибирских нефтей, и микросферический цеолитсодержащий катализатор REDUXION DMS PRO в равновесной форме (компания BASF). Вакуумный дистиллят и катализатор предоставлены Московским нефтеперерабатывающим заводом.
Анализ газообразных продуктов реакции осуществляли с помощью хроматографа Кристал-люкс-4000М на двух колонках. Насад очную колонку с молекулярными ситами CaX (длина 3 м,
диаметр 5 мм) использовали для определения неуглеводородных компонентов газа (H2, O2, N2, CO) и метана. Капиллярную колонку HP-PLOT/Q (изготовитель Varian, длина 30 м, диаметр 0.32 мм, толщина пленки жидкой фазы 20 мкм) применяли для определения углеводородного состава газа реакции. Детектирование осуществлялось с помощью детекторов по теплопроводности. Используемые газы-носители — аргон для насадочной колонки, гелий для капиллярной колонки.
Анализ жидких продуктов реакции осуществляли на хроматографе Кристаллюкс-4000М с ПИД по стандарту ASTM-2887. Для этого использовали капиллярную колонку DB-2887 (фирма Agilent, длина 10 м, диаметр 0.53 мм, толщина пленки жидкой фазы 3 мкм). Разделение жидких продуктов на фракции осуществляли на аппарате АРНС-1Э. Жидкие продукты разделяли на три фракции: бензиновую (НК-200°С); фракцию легкого газойля (200—320°С); и фракцию тяжелого газойля (320— КК). Групповой состав бензиновых фракций определяли по данным PONA-анализа, проводимым с помощью хроматографа Кристаллюкс-4000М с ПИД. Используемая колонка — Petrocol DH-150 (Supelco, длина 150 м, диаметр 0.53 мм, толщина пленки жидкой фазы 1 мкм).
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Для приготовленных образцов введение прекурсора в вакуумный дистиллят приводило к некоторому снижению среднего размера частиц дисперсной фазы с 330 нм до 150—200 нм по сравнению с размером частиц дисперсной фазы в исходном дистилляте. Это свидетельствует о том, что дисульфид молибдена взаимодействует со сложной структурной единицей нефтяной дисперсной системы и капельки микроэмульсии, содержащие прекурсор, равномерно распределены в сырье. Соответственно при разложении прекурсора в условиях каталитического крекинга образующиеся частицы сульфида молибдена MoS2 также равномерно распределяются по объему.
Для подтверждения взаимодействия дисульфида молибдена со сложной структурной единицей после расслоения эмульсии верхний (углеводородный) слой, нижний (водный) слой и исходный вакуумный дистиллят исследовали методом термогравиметрии (ТГА, рис. 1). Наличие двух ступеней на кривой убыли массы водного слоя эмульсии свидетельствует о совместном отделении водного компонента раствора прекурсора и части легких компонентов исходного вакуумного дистиллята, образующихся, вероятнее всего, при разрушении внешнего слоя сложной структурной единицы. Это же заключение следует из факта утяжеления углеводородного слоя по сравнению с исходным дистиллятом по данным кривых истинных
ВЛИЯНИЕ МОДИФИЦИРОВАНИЯ КАТАЛИЗАТОРА И СЫРЬЯ
333
28
26
24
^ 22
§ 20 й
И 18 16 14 12
В-
.0-
о
□
-п-
.0-
■8
-в-
0 0.01 0.02 0.03 0.04 0.05 Концентрация прекурсора, %
-О-- газ
легкий газойль
Рис. 2. Зависимость выходов газа и легкого газойля от содержания прекурсора.
46 45 44 43
%
£ 42
й 3
В
41
40 39 38
0.01 0.02 0.03 0.04 0.05 Концентрация прекурсора, %
Рис. 3. Зависимость выхода бензина от содержания прекурсора.
0
температур кипения (ИТК), полученными с помощью имитированной дистилляции фракций.
Влияние содержания прекурсора в сырье на показатели каталитического крекинга изучали на лабораторной установке при температуре 500°С и массовой скорости подачи 2 ч-1. Содержание прекурсора варьировали в интервале 0.015-0.05% (здесь и далее мас. %, если не указано обратное) в расчете на молибден. При повышении содержания прекурсора до 0.03% выход газа увеличивался с 22.8% до 24.9% (рис. 2). При дальнейшем повышении содержания прекурсора выход газа практически не изменялся. Выход легкого газойля снижался с 16.3% до 15.5% при увеличении концентрации прекурсора до 0.05%.
Выход бензина при этом проходил через минимум (40.6%) при концентрации прекурсора 0.03% (рис. 3). Дальнейшее повышение концентрации прекурсора до 0.05% приводило к увеличению выхода бензина до исходного значения (42.2%). Конверсия сырья при изменении концентрации прекурсора в нем от 0 до 0.05% практически не изменялась, составляя 91.0-92.5%.
Выход и состав газа также заметно зависит от содержания прекурсора в сырье. Повышение концентрации прекурсора до 0.05% приводило к увеличению выхода ППФ с 7.2% до 7.9% и росту выхода ББФ с 12% до 13.0%. Обе фракции обогащались предельными углеводородами; соотношение пропилен/пропан снижалось с 1.72 до 1.32, соотношение бутилены/бутаны уменьшалось с 0.60 до 0.43 (рис. 4).
Эти результаты указывают на то, что дисульфид молибдена проявляет гидрирующие свойства в условиях каталитического крекинга, что дополнительно подтверждается снижением выход
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.