УДК 622.788
ВЛИЯНИЕ СОСТАВА И ХАРАКТЕРИСТИК ШИХТОВЫХ МАТЕРИАЛОВ НА КАЧЕСТВО ЖЕЛЕЗОРУДНЫХ ОКАТЫШЕЙ
© Тимофеева Анна Стефановна, канд. техн. наук, проф., e-mail: dakatuli@bk.ru;
Никитченко Татьяна Владимировна, канд. техн. наук, e-mail: nikitchenko_t_v@lebgok.ru;
Федина Виктория Викторовна, канд. техн. наук, e-mail: fedinavv@mail.ru; Казарцев Владимир Олегович, e-mail: valkar_mail_box@mail.ru Старооскольский технологический институт (СТИ), филиал НИТУ «МИСиС». Россия, г. Старый Оскол
Статья поступила 24.09.2013 г.
Представлены результаты исследования образования сырых окатышей крупностью менее 5 мм из железорудного концентрата КМА по оценке количества просыпи сырого материала. Установлено, что минимальное количество мелочи образуется при содержании влаги в концентрате 9,85%; содержании в шихте 94% концентрата крупностью менее 0,045 мм и связующего (бентонита) 0,6-0,65%.
Ключевые слова: сырые окатыши; прочность окатышей; порозность; просыпь окатышей; бентонит.
Железорудные окатыши составляют значительную часть сырья для выплавки чугуна. При их производстве используется не только железорудный концентрат, но и различные связующие добавки — бентонит, полимеры и т.д., а также флюсоупрочняющие или модифицирующие добавки — известняк, известь, доломит, железорудные шламы и др. Безусловно, эти компоненты участвуют в формировании физико-химических и металлургических свойств окатышей. В связи с развитием рынка глинистых материалов появляются бентониты и флюсы новых производителей с различными качественными показателями, поэтому важно знать, какие свойства шихтовых материалов и каким образом влияют на качественные характеристики окатышей и эффективность работы обжиговых машин.
Как известно, формирование качества обожженных окатышей и эффективность работы обжиговой машины определяются прежде всего качеством сырых окатышей и структурой их слоя на машине. Слой, сформированный из однородных по гранулометрическому составу сырых окатышей, обладает достаточно высокой порозно-стью, что обеспечивает наиболее эффективную термическую обработку окатышей и получение высоких качественных показателей продукта. В связи с этим были проведены исследования влияния состава и качественных характеристик шихтовых материалов на образование мелочи в сырых окатышах.
Укладка сырых окатышей на обжиговую машину, как правило, производится роликовым укладчиком, на котором происходит отсев мелочи сырых окатышей. При большом ее содержании
в исходном потоке возрастает количество отсева сырых окатышей, т.е. растет циркуляционная нагрузка, как следствие, возрастают энергетические затраты. Кроме того, большая нагрузка на роликовом укладчике ухудшает эффективность отсева мелочи, т.е. возрастает содержание мелочи в слое сырых окатышей. Это приводит к снижению порозности слоя, нарушению равномерности термической обработки, в результате чего снижаются технико-экономические показатели работы машины и качественные характеристики окатышей.
Сырые окатыши обладают свойствами, типичными для твердых материалов: определенной прочностью при сжимающих и ударных нагрузках, способностью сохранять форму, полученную в окомкователе. Эти свойства связаны с величиной сил сцепления в сыром окатыше, а последние в свою очередь зависят от свойств комкуемого материала, типа и количества связующего компонента, количества жидкости и воздуха между зернами и от расстояния между поверхностями зерен. Кроме того, удовлетворительные прочностные свойства сырых окатышей, их однородный гранулометрический состав обеспечивают лучшие условия для получения высоких качественных показателей обожженного продукта.
Исследование образования сырых окатышей крупностью менее 5 мм из железорудного концентрата КМА производили по оценке количества просыпи сырых окатышей, образующейся перед обжиговой машиной.
Крупность концентрата является определяющим фактором при окомковании, поэтому был проведен анализ
90
н
3 70
и
I 60
§ 50
л «
у = -0,0138л2 - 10,915« + 1193 № = 0,801
40
90,9 91,4 91,9 92,4 92,9 93,4 93,9 Содержание фракции менее 0,045 мм, %
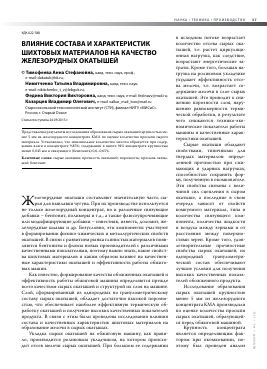
Рис. 1. Влияние содержания частиц концентрата крупностью менее 0,045 мм на выход просыпи сырых окатышей (массовая доля влаги в концентрате - 9,75-9,85%; содержание бентонитового порошка - 0,6-0,9%)
95
-51 90
85
н с 80
3 и 75
о
ср 70
с
< 65
о
X 60
« 55
50
у = 1352л2 - 26612х + 131012 К2 = 0,4564
9,7 9,75 9,8 9,85 9,9 9,95 10 Массовая доля влаги в концентрате, %
Рис. 2. Зависимость выхода просыпи сырых окатышей от содержания влаги в концентрате (содержание в концентрате частиц крупностью менее 0,045 мм - 92-93%; доля бентонитового порошка - 0,6-0,9%)
влияния степени измельчения концентрата на количество просыпи сырых окатышей (рис. 1). Как видно из представленного графика, при увеличении содержания в концентрате частиц размером менее 0,044 мм с 91 до 93,5% происходит снижение выхода просыпи на 30 т/ч. Это вызвано увеличением выхода из окомкователя окатышей кондиционной крупности и повышением прочности сырых окатышей при уменьшении размера зерен комкуемого концентрата, так как возрастает число контактов между его отдельными частицами.
Повышение содержания фракций концентрата крупностью менее 0,045 мм до 93,5-94% способствует снижению выхода сырых окатышей мелких фракций, при этом наблюдается стабильный ход процесса окомкования и получаются достаточно прочные окатыши. Дальнейшее измельчение концентрата нежелательно, так как при более тонком помоле может возрастать расход энергии на процесс окомкования, увеличиваться влагосодержание сырых окатышей, что в конечном счете приведет к увеличению их пористости и, как следствие, повышению индекса истирания обожженных окатышей.
При статистической обработке базы данных содержание в концентрате частиц крупностью менее 0,045 мм не превышало 94%, поэтому минимальное содержание частиц окатышей фракции менее 5 мм было определено для концентрата такой крупности.
Скорость роста окатышей в значительной мере определяется влажностью комкуемой смеЯ си, так как с ее увеличением рост размера гранул при окомковании ускоряется. Из зависимости ^ количества просыпи от влажности концентра-^ та (рис. 2) видно, что выход просыпи минима-Ц лен (порядка 65 т/ч) при влажности концентрата | 9,81-9,83%.
Это можно объяснить влиянием влажности концентрата на режим окомкования, так как образование из концентрата зародышей, их рост и прочностные свойства сформированных сырых окатышей связаны с числом контактов между исходными частицами, т.е. с плотностью их упаковки. При относительно низкой влажности концентрата процесс захвата новых частиц зародышами ухудшается, рост гранул происходит медленнее, что способствует увеличению выхода из чашевого окомкователя мелких гранул -зародышей. С увеличением влажности концентрата скорость роста гранул возрастает, однако существует оптимум, при переходе через который окатыш получается более пористым и менее прочным. В процессе формирования сырых окатышей рост выхода просыпи при увеличении массовой доли влаги в концентрате свыше 9,85%, вероятно, обусловлен снижением прочности окатышей.
Таким образом, для концентрата с содержанием частиц крупностью менее 0,045 мм 92-93% оптимальным влагосодержанием, обеспечивающим устойчивый процесс окомкования и увеличение выхода годных фракций, является 9,85±0,5 мас. % влаги.
Изменение качественных характеристик бентонита в производственных условиях, прежде всего, отражается на изменении его удельного расхода. При снижении связующих свойств бентонита приходится увеличивать его содержание в шихте. Влияние удельного расхода бентонита на выход просыпи сырых окатышей представлено на рис. 3.
Так как на выход просыпи влияют качественные характеристики концентрата, влияние бентонита оценивали путем выбора данных в узком интервале варьирования влажности концентрата и его крупности. Как видно из представленного
90
85
80
s 75
с
70
о с^ 65
с 60
<
о X 55
50
«
45
40
y = 316,24Х - 393,45x + 181,54 R2 = 0,5518
0,5 0,55 0,6 0,65 0,7 0,75 0,8 0,85 0,9 0,95 Содержание бентонита, %
Рис. 3. Влияние содержания порошкового бентонита в шихте на выход просыпи сырых окатышей (массовая доля влаги в концентрате - 9,75-9,85%; содержание в концентрате частиц крупностью менее 0,045 мм - 92-93%)
графика (см. рис. 3), с увеличением доли связующего компонента возрастает выход просыпи сырых окатышей, так как в окомкователе образуется значительное количество зародышей гранул, которые, не успев сформироваться в кондиционный окатыш, выносятся из окомкователя. Рост удельного расхода связующего компонента в этом случае обусловлен снижением реологических свойств бентонитового порошка. Каче-
ство бентонитов оценивается по нескольким показателям: вязкости, набухаемости, влагопо-глощению, бентонитовому числу, содержанию монтмориллонита и др. Но на сегодня четкой и однозначной зависимости комкуемости шихты и качества сырых окатышей от какого-либо (одного или нескольких) показателя качества бентонита не установлено.
Заключение. На основе выполненных исследований установлено следующее:
- на образование мелочи в сырых окатышах влияет содержание влаги в концентрате: при влажности концентрата 9,85±0,5% происходит минимальное образование мелочи в окатышах;
- наиболее выраженное влияние оказывает гранулометрический состав концентрата. При содержании в концентрате около 94% фракции крупностью менее 0,045 мм достигается минимум выхода мелочи в сырых окатышах;
- при производстве сырых окатышей содержание связующего компонента в шихте имеет точку оптимума, которая определяется качественными показателями бентонитового порошка и исходного концентрата.
INFLUENCE OF COMPOSITION AND CHARACTERISTICS OF CHARGE MATERIALS ON QUALITY OF IRON ORE PELLETS
© Timofeeva A.S., Nikitchenko T.V., Fedina V.V., Kazartsev V.O.
Results of researching formation of raw mixed ore pellets producing from KMA iron ore concentrate in size less 5 mm by estimating the amount of spillage of raw material are presented. It was established that the minimum amount of spillage was achieved at
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.