Ашурова Х.Х.
(Бухарский инженерно-технологический институт, Узбекистан))
ВОПРОСЫ РАЗРАБОТКИ И ВНЕДРЕНИЯ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ В ПРОЦЕССЕ УПРАВЛЕНИЯ ПРОИЗВОДСТВА АММИАКА НА ОСНОВЕ ПРОГРАММИРУЕМЫХ ЛОГИЧЕСКИХ КОНТРОЛЛЕРОВ
На современном этапе развития общества, автоматизация производства рассматривается как один из наиболее мощных факторов развития наука и техники. В последнее время в нашей республике в химической промышленности комплексной механизации и автоматизации уделяется большое внимание. Это объясняется сложностью и высокой скоростью протекания технологических процессов, а также их чувствительностью к нарушению режима, вредностью условий работы. Поэтому, автоматизация технологических процессов характеризуется частичной или полной заменой человека-оператора специальными техническими средствами контроля и управления.
Известно, что производству азотных удобрений и их основы, аммиака, в Узбекистане всегда уделялось первостепенное внимание. Производство аммиака, как известно, отличается большой энергоемкостью. Историю развития производства аммиака можно рассматривать как борьбу за повышение полезного использования электрической, тепловой, и механической энергии. Соединения азота имеют исключительно большое значение для всего народного хозяйства. В связи с этим азотная промышленность по темпам развития опережает другие отрасли химической промышленности.
Производство аммиака представляет собой совокупность большого количества аппаратов, внутри которых протекают различные технологические процессы, взаимосвязанные между собой потоками сырья, продуктов и энергоносителей. Так как аппараты обычно представляют собой достаточно сложные технологические системы, следовательно, их также можно рассматривать как химико-технологической системой.
Целью нашей работы является в анализе некоторого обзора существующих программных оболочек управления химико-технологических процессов производства аммиака, а также исследование вопросов разработки и внедрения программного обеспечения в процессе управления производства аммиака на основе программируемых логических контроллеров.
Известно, что производство синтетического аммиака состоит из 3-х основных технологических стадий: 1) получение исходной азот-водородной смеси (синтез-газа); 2) очистка синтез-газа от примесей; 3) каталитический синтез аммиака.
Аммиак используется для получения азотной кислоты, азотсодержащих солей, мочевины, синильной кислоты, соды по аммиачному методу. Так как жидкий аммиак имеет большую теплоту испарения, то он служит рабочим веществом холодильных машин. Жидкий аммиак и его водные растворы применяют как жидкие удобрения.
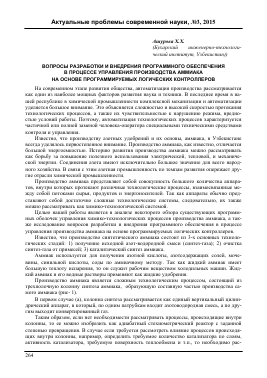
Производство аммиака является сложным технологическим процессом, состоящий из трехполочную колонну синтеза аммиака, образующую составную частью производства самого аммиака (рис- 1).
В первом случае (а), колонна синтеза рассматривается как единый вертикальный цилиндрический аппарат, в который, по одним патрубкам входит азотоводородная смесь, а по другим выходит конвертированный газ.
Таким образом, если нет необходимости рассматривать процессы, происходящие внутри колонны, то ее можно изобразить как адиабатный стехиометрический реактор с заданной степенью превращения. В случае если требуется рассмотреть влияние процессов происходящих внутри колонны, например, определить требуемое количество катализатора по слоям, активность катализатора, требуемую поверхность теплообмена и т.п., то необходимо рас-
сматривать колонну с учетом ее элементов, функционально влияющих на работу аппарата, например, на уровне технологических операторов (Рис-1.,б). В этом случае она будет состоять из трех слоев катализатора (поз.141, 143 и 145), двух теплообменников (поз. 133 и 139), двух смесителей потоков (поз. 142 и 144) и делителя потока (поз. 140).
Рис. 1. Схемы колонны синтеза аммиака а) Общая схема аппарата синтеза аммиака; б) Операторная технологическая схема колонны синтеза аммиака
Таким образом, в зависимости от необходимости, химико-технологическая система производства аммиака может быть рассмотрена на любом уровне сложности ее элементов.
Следует отметить, что последнее время особое внимание в промышленности стало обращаться на инженерный анализ и оптимизацию производственного процесса производства аммиака. Однако, отсутствие соответствующего программного обеспечения, наряду с ограничением стоимости работ и времени, необходимых для выполнения работ, может привести к анализу и оптимизации только части существующей технологии или рассмотрению меньшего количества вариантов технических решений.
Кроме того, для более полной проработки режимов работы технологии и управления в масштабах завода в некоторых случаях возникает необходимость моделирования производства аммиака в динамических условиях.
Сейчас в мире существует небольшой выбор конкурентоспособных программных оболочек, позволяющих рассчитывать материальный и тепловой балансы технологических систем с учетом физико-химических закономерностей, и предназначенных для моделирования стационарных динамических и периодических химико-технологических систем (ХТС).
При использовании этих программных оболочек пользователю уже нет необходимости хорошо знать языки программирования, так как процесс составления модели производства заключается в использовании экранного интерфейса, с помощью которого на экране компьютера в удобном виде составляется технологическая схема. Далее, программное обеспечение само определяет оптимальную последовательность расчета ХТС, взаимодействует с базами данных по процессам и веществам, запускает процесс решения задачи и выводит результаты в удобном для пользователя виде.
В настоящее время, существуют два семейства программных оболочек: off-line и on-line. Семейство on-line оболочек связано с приборами КИП в режиме реального времени. При его функционировании в режиме реального времени собирается информация от систем, датчиков и контроллеров, далее эта информация архивируется и предоставляется операторам, технологам и менеджерам в удобной для них форме. Эти данные также переносятся в оперативную базу данных, откуда забираются программным обеспечением для обработки. При наличии обратной связи (системы «интеллектуального» регулирования работы производством), на основе полученной информации соответствующие модули вычисляют оптимальные значения управляющих параметров, передают их на внешние устройства и отслеживают реакцию процесса, последовательно оптимизируя режим работы производства.
Примером on-line программного обеспечения может быть оптимизатор соотношения H2/N2 в производстве аммиака, поставляемый на некоторые новые производства аммиака, позволяющий поддерживать заданное соотношение H2/N2 в азотоводородной смеси, подаваемой в цикл синтеза. При при единых основах и одной функциональной структуре программные оболочки отличаются друг от друга лишь различным набором баз данных по веществам и по процессам, качеством интерфейса и возможностями ядра системы.
Следует отметить, что последнее время особое внимание в промышленности стало обращаться на инженерный анализ и оптимизацию производственного процесса производства аммиака. Однако, отсутствие соответствующего программного обеспечения, наряду с ограничением стоимости работ и времени, необходимых для выполнения работ, может привести к анализу и оптимизации только части существующей технологии или рассмотрению меньшего количества вариантов технических решений.
Кроме того, для более полной проработки режимов работы технологии и управления в масштабах завода в некоторых случаях возникает необходимость моделирования производства аммиака в динамических условиях. Сейчас в мире существует небольшой выбор конкурентоспособных программных средств, позволяющих рассчитывать материальный и тепловой балансы технологических систем с учетом физико-химических закономерностей.
Проводимые исследования показали, что в автоматизации производства аммиака наиболее эффективным является использование автоматических регуляторов, или программируемых логических контроллеров (ПЛК), которые являются широко распространенными средствами автоматизации в составе локальных и распределенных систем контроля и управления.
Термином ПЛК обозначают устройства, осуществляющие преобразование, обработку, хранение информации и выработку команд управления или управляющих регулирующих воздействий, реализованные на базе микропроцессорной техники и являющиеся, по сути, специализированными управляющими вычислительными комплексами для работы в локальных и распределенных системах управления в реальном масштабе времени.
На рис-2. представлена упрощенная структурная схема контроллера выполняющие функции управления объектом, в качестве которого принята технологические оборудования производства аммиака.
с объектом управления
Для формирования той или иной стратегии управления контроллер должен обладать входами, с помощью которых он определяет текущее состояние объекта управления, и выходами, посредством которых реализует управляющие воздействия.
Информация (данные) от датчиков технологических параметров (Д) объекта управления поступает на вход контроллера (УСО - устройство связи с объектом). Одна из главных функций УСО - преобразование физического сигнала (напряжения, тока) в цифровой код.
Ядром контроллера является микропроцессор (ЦПУ - центральное процессорное устройство). Через системную шину ЦПУ управляет всеми компонентами контроллера - памятью данных, памятью программ и интерфейсом с внешними системами. Данные от датчиков (Д) через входные каналы УСО поступают сначала в память данных контроллера (таблица входов). Эти данные используются программами обработки, хранящимисяв памяти программ.
После обработки входных данных по определенным алгоритмам полученные выходные данные помещаются в память данных (таблица выходов), откуда поступают на выходные каналы УСО. Одна из основных функций этого УСО - преобразование цифрового кода в физический сигнал (ток, напряжение). С выхода УСО управляющий сигнал поступает на исполнительное устройство (ИУ), которое и исполняет команду кон
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.