УДК 621.771
ВЫБОР СХЕМЫ РАЗДЕЛЕНИЯ И ПРОФИЛЯ ДЕЛИТЕЛЬНЫХ РОЛИКОВ ДЛЯ ПРОЦЕССА ПРОКАТКИ-РАЗДЕЛЕНИЯ
© Старков Никита Викторович, начальник инструментально-механической лаборатории исследовательского центра ОАО «БМЗ - управляющая компания холдинга «БМК», e-mail: starkov-nikita@rambler.ru
Бобарикин Юрий Леонидович, канд. техн. наук, e-mail: bobarikin@tut.by УО «Гомельскийгосударственный технический университет». Республика Беларусь, г. Гомель.
Статья поступила 28.04.2015 г.
Выполнен анализ имеющихся процессов продольного разделения раската в потоке прокатного стана Белорусского металлургического завода. Предложены схемы расположения делительных роликов для продольного разделения раската слиттинг-процессом. Разработана методика определения размеров рабочего профиля делительных роликов.
Ключевые слова: процесс прокатки-разделения; слиттинг-процесс; делительные ролики.
Технология прокатки-разделения в настоящее время получила особенно широкое развитие при производстве арматурного проката малых сечений [1-3]. Основой для этого послужили результаты работ зарубежных и отечественных исследователей, в которых предложены различные варианты продольного разделения раската на несколько линий прокатки в непрерывном потоке. Такой процесс прокатки назвали процессом прокатки-разделения.
Используемые на сортовых и проволочных станах технологии, основанные на использовании процесса прокатки-разделения, обладают рядом преимуществ по сравнению с традиционными технологиями:
- более эффективное использование мощности нагревательных печей;
- повышение начальной скорости входа заготовки в прокатный стан;
- сокращение времени охлаждения профилей на холодильнике вследствие уменьшения скорости на выходе из стана;
- уменьшение разницы температур заднего и переднего концов раската;
- возможность увеличения сечения исходной заготовки без увеличения числа прокатных клетей;
- улучшение контроля геометрии раската благодаря повышению требований по точности настройки рабочих клетей;
- увеличение срока службы рабочих валков;
- обеспечение роста часовой производительности стана (в некоторых случаях более чем на 50%).
Технология прокатки-разделения применяется с целью повышения эффективности производства. Как показывает отечественный и зарубежный опыт, использование этого процесса позволя-
ет снизить удельный расход электроэнергии и прокатных валков, снизить объем капиталовложений при строительстве новых и техническом перевооружении действующих прокатных станов. В результате обеспечивается повышение рентабельности производства сортового проката.
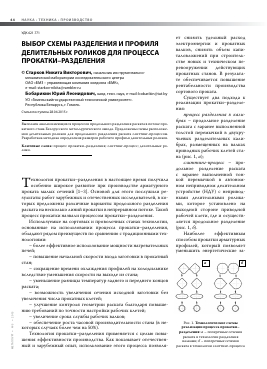
Существует два подхода к реализации прокатки-разделения:
процесс разделения в калибрах - продольное разделение раската с заранее выполненной толстой перемычкой в двухру-чьевых разделительных калибрах, размещенных на валках приводных рабочих клетей стана (рис. 1, а);
слиттинг-процесс - продольное разделение раската с заранее выполненной тонкой перемычкой в автономном неприводном делительном устройстве (НДУ) с неприводными делительными роликами, которое установлено на выходной стороне приводной рабочей клети, где и осуществляется продольное разделение (рис. 1, б).
Наиболее эффективным способом прокатки арматурных профилей, который позволяет уменьшить энергетические за-
б
! Ч/_1
оо
\ * 4
О О
Рис. 1. Технологические схемы реализации процесса прокатки-разделения: а - поперечные сечения раската в технологии разделения валками; б - поперечные сечения раската в технологии слиттинг-процесса
а
Рис. 2. Формирование перемычки в первом специальном калибре четырехлинейного раската арматурного профиля № 12 класса А500С: а -
образец четырехлинейного раската, отобранный при зачистке переднего конца на ротационных ножницах; б - макроструктура раската
Рис. 4. Неприводные клиновидные делительные ролики НДУ
Рис. 3. НДУ с бандажированными рабочими элементами делительных роликов:
1 - плита; 2 - корпус; 3 - плита выводная; 4 - крышка; 5 - плита распределительная; 6 - прижим; 7 - рым-болт; 8 - устройство крепления; 9 - блок соединительный; 10 - вводной пропуск; 11 - 2-я пара делительных роликов; 12 и 14- оси эксцентриковая; 13 - подшипник; 15 - колесо червячное; 16 - гайка; 17 - шпонка; 18 и 19- кольцо; 20 - штуцер; 21 - болт; 22 - каналы для подачи смазки в подшипниковые узлы; 23 - крышка под червячный блок; 24 - винт
траты и повысить производительность прокатного стана, является слиттинг-процесс. Основные достоинства разделения раската автономным неприводным делительным устройством в слит-тинг-процессе: высокая точность разделения; высокая стабильность процесса при производстве мелких профилеразмеров проката; высокое качество зоны разделения; эффективное использование установленной мощности прокатного стана.
Для выполнения малоэнергоемких, но ответственных технологических операций - собственно продольного разделения раската - не используются агрегаты большой установленной мощности (прокатные клети), здесь для этих целей применяют компактные неприводные делительные устройства.
К недостаткам слиттинг-процесса следует отнести:
- возможность образования «заката» из-за наличия шейки разрыва перемычки в месте разделения раската;
<Г| - необходимость формирования на многониточном раскате очень тонкой перемычки (около 0,8-1,0 мм) для обеспечения стабильного разделения; это снижает срок службы валков (низкая стойкость формирующего калибра);
- сложность конструкции разделяющего устройства;
- низкую стойкость разделяющих клиновидных роликов;
- низкую продольную устойчивость раската;
- сложность регулировки вводной привалковой арматуры.
Слиттинг-процесс состоит из двух операций: подготовка раската к разделению и само разделение. Подготовка раската к разделению происходит обычно за три прохода в специальных (подготовительных) калибрах [4-5], формирующих перемычку для последующего разрыва (рис. 2).
Неприводное делительное устройство (рис. 3) расположено на выходной стороне приводной прокатной клети. Во время разделения раската на части устройство оказывает сопротивление его перемещению по линии стана. Это, в свою очередь, создает подпирающее напряжение в металле (передний подпор) практически на всей длине раската. Задний конец раската длиной, равной расстоянию между осями рабочих валков прокатной клети и роликов делительного устройства, разделяется под действием тянущей силы последующей прокатной клети.
Рабочими элементами НДУ являются системы неприводных клиновидных делительных роликов (рис. 4), оказывающих расклинивающее воздействие на многолинейный раскат. От пра-
Рис. 5. Третий специальный калибр четырехлинейного слиттинг-процесса
вильно выбранной конфигурации рабочих частей роликов и согласованности с размерами входящего в НДУ раската зависит стабильность прокатки и качество получаемого в итоге арматурного профиля.
В ряде работ представлены сложные и не имеющие прикладной направленности расчеты приведенной выше своеобразной делительной системы. Создание прикладных методик расчета роликов НДУ, калибровки валков для прокатки арматурных профилей слиттинг-процессом на мелкосортных непрерывных станах является актуальной задачей современной технологии прокатного производства. Расчетные методики позволяют осваивать новые профилеразмеры, снижая дорогостоящие и длительные эксперименты.
В связи с этим на основе многолетнего и передового опыта прокатки арматурных профилей слит-тинг-процессом в условиях стана 320 ОАО «БМЗ - управляющая компания холдинга «БМК» разработан простой и ориентированный на практическое
использование метод расчета конфигурации рабочего профиля роликов НДУ.
Число неприводных делительных роликов НДУ напрямую зависит от числа линий прокатки слиттинг-процессом. В табл. 1 представлены схемы расположения и число пар роликов для конструирования НДУ.
После выбора схемы разделения в НДУ необходимо спроектировать конфигурацию рабочего профиля роликов. Размеры роликов связаны с размерами раската на выходе из последнего специального калибра слиттинг-процесса. Поэтому основные размеры роликов связаны с размерами последнего (третьего) специального калибра слиттинг-процесса (рис. 5).
В НДУ используется четыре типа роликов. Отличительной особенностью каждого из них является число рабочих гребней и число линий разделяемого раската. Форма и размеры роликов зависят от выбранной схемы разделения, которая в свою очередь зависит от числа линий прокатки заданного профиля. Для шести схем разделения (см. табл. 1) разработаны зависимости для определения конфигурации и размеров профиля рабочих частей роликов. Окончательную конфигурацию конструкции всего ролика определяет инженер-конструктор. В табл. 2 представлены эмпирические зависимости для одной из шести разработанных схем (№ 4) разделения в НДУ.
При проектировании НДУ важно рассчитывать расстояние от калибра до первой пары роликов, а также расстояния между парами
Таблица 1. Выбор схемы расположения и числа роликов НДУ в зависимости от числа линий прокатки
Число линий прокатки арматурных профилей слиттинг -процессом
2 3 4 5 6 6
Схема разделения в НДУ
Схема № 1 Схема № 2 Схема № 3 Схема № 4 Схема № 5 Схема № 6
* I 1 ю
Схематичное изображение пар роликов
Таблица 2. Зависимости для определения размеров рабочих частей роликов при разделении по схеме № 4
Параметр
Схема разделения
Тип ролика 3 (с двумя рабочими гребнями) для первой пары роликов в НДУ
Ширина ролика Вр, мм Расклинивающий угол ар, град Высота ролика Нр, мм Радиус ролика г , мм Радиус гребня ролика г , мм Высота ролика внутренняя Нрв, мм Внутренний угол ролика Ь, град
Высота H1, мм
3B + 2Ш + 1,65Ш
вр.сл сп ' кп
3A2 + А2/3 H (1,95-1,98)
вр.кл
сл
1,65-1,70 H (1,085-1,090)
вр.сл
2А3
Определяется как геометрический параметр ролика
2Н
Зазор между роликами S, мм
Тип ролика 2 (с двумя рабочими гребнями) для второй пары роликов в НДУ
Ширина ролика Вр, мм Расклинивающий угол ар, град Высота ролика Нр, мм Радиус ролика гр, мм Радиус гребня ролика ггр, мм Высота ролика внутренняя Нрв, мм Внутренний угол ролика Ь, град
Высота Н1, мм
В + 1,95Ш
вр.сл сп
3А2 + А2
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.