УДК 620.179.14
ВЫЯВЛЕНИЕ СКРЫТЫХ СВАРНЫХ швов в тонколистовых СТАЛЯХ С ПОМОЩЬЮ МЕТОДА МАГНИТНЫХ ШУМОВ
В.Н. Бусъко, А.Г. Довгялло
Приведены и обсуждены экспериментальные результаты исследования возможности обнаружения скрытых сварных швов, находящихся под слоем лакокрасочного покрытия, в элементе реальной ферромагнитной конструкции. Использовался метод магнитных шумов (ММШ) и реализующая его аппаратура. В результате исследований обнаружены скрытые сварные швы. наличие которых подтверждено другими методами.
Нарушения технологических процессов при производстве различных ферромагнитных материалов, изделий и конструкций, а также изменения условий их эксплуатации, старение, деградация и др. приводят к изменению структурно-напряженного состояния металла, а следовательно, и информативных магнитошумовых параметров.
Результаты экспериментальных исследований ряда авторов свидетельствуют об эффективности использования в качестве информативных магнитошумовые параметры при диагностике и неразрушающем контроле ферромагнитных материалов и изделий [1—3, 6], в том числе при оценке структурно-напряженного состояния сварных швов (СШ) и зоны термического влияния (ЗТВ) различных сварных изделий и конструкций [4, 5, 8]. Высокие чувствительность параметров магнитного шума к флуктуациям структуры и напряжений в сталях и сплавах, простота технической реализации и ряд других особенностей, характеризующих ММШ, могут быть определяющими факторами при выборе оптимального метода для решения задач диагностики состояния СШ.
Известно, что актуальной проблемой в настоящее время является необходимость экспрессного выявления скрытых сварных швов или других дефектов в тонколистовых сталях, находящихся под слоем лакокрасочных покрытий, неразрушающим способом. Например, такая задача остро стоит перед специалистами-экспертами при проведении экспертизы на установление подлинности изделия или его элемента в случае подозрения на подлог или замену. В основном необходимость выявления скрытых сварных швов обусловлена имеющимися случаями подделки таких узлов и конструкций, как, например, элементов кузова легкового автомобиля, путем замены заводских номеров и, следовательно, необходимостью их последующей идентификации.
С целью изучения возможности применимости ММШ для решения данной задачи нами исследован элемент кузова легкового автомобиля из тонколистового проката, в котором была предположительно заменена зона элемента кузова с находящимся на ней заводским номером путем его удаления и последующей вставки аналогичного элемента с кузова другого автомобиля с помощью электродуговой сварки. Сложность выявления такого вида сварных швов в тонких стальных листах заключается в том, что данный вид сварки характеризуется малыми размерами валика СШ, в результате чего под слоем краски сварной шов визуально практически невидим.
Однако благодаря специальной методике измерения шума Баркгаузе-на на основе выбора специального режима контроля, применения специального преобразователя, а также малого шага измерения нами достигнута высокая выявляемость скрытых под слоем краски сварных швов.
При исследованиях использовался магнитошумовой измерительно-вычислительный комплекс "Интромат" [7, 8] со специальным малогабаритным преобразователем Баркгаузена (ПБ) накладного типа с высокой
70
В.Н. Бусько, А.Г. Довгялло
локальностью измерений магнитного шума. В качестве исследуемого объекта использовался вырезанный элемент кузова автомобиля размером 900x200 мм, находящийся под слоем краски. Оптимальная чувствительность спектральной плотности мощности магнитного шума к сварному шву достигнута при следующих режимах работы прибора: частота пе-ремагничивания преобразователя 70 Гц, амплитуда тока перемагничива-ния преобразователя 20 мА, частота анализа магнитного шума 100 кГц.
Сущность экспериментальных исследований заключалась в сканировании ПБ через предполагаемую зону со скрытыми под слоем краски сварными швами. Направление сканирования при измерениях МШ было перпендикулярным относительно возможного направления сварного шва. Шаг сканирования в зоне основного металла составлял 5 мм, а в зоне предполагаемого СШ (вблизи номера кузова) — 1 мм.
90
и 80 ж
0 70
н я
§ 60 о.
1 50 К
я
§"40
ю
к
30
05
I 20
СЗ СО 03
о
г
J_
J_I_|_
J_I_I_I_!_I_I_1_
_1_
1 12 23 34 45 56 67 78 89 100 122 144 166 188 Координата перемещения ПБ. мм
210 232
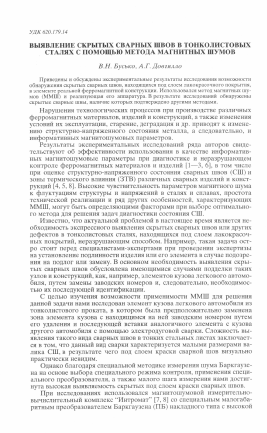
Рис. 1. Результаты выявления двух скрытых сварных швов (соответствуют впадинам в области 69 мм и 209 мм) методом магнитных шумов под слоем лакокрасочного покрытия в элементе тонколистовой стали.
3
в а
I:
:
--
На рис. 1 показан фрагмент зависимости показаний прибора Интро-мат от координаты перемещения ПБ через СШ и околошовную зону, находящиеся под слоем краски, вдоль элемента кузова легкового автомобиля. График получен при сканировании ПБ вдоль линии, находящейся ниже номера кузова ориентировочно на 10 мм. Из графика видно, что в областях примерно 69, 210 мм от начала измерений имеются две характерные впадины, характеризуемые резким уменьшением показаний прибора в данных местах, которые идентифицируются как сварные швы и прилегающие к ним зоны термического влияния. Резкое изменение показаний прибора в зонах обнаружения сварных швов связано с появлением в них структуры закалки, при наличии которой происходит резкое падение интенсивности магнитного шума. Незначительная разница уровня изменения показаний прибора в области выявленных сварных швов, возможно, связана с различием в условиях и качестве проведения сварочных работ.
Анализ зависимости показывает, что расстояние между центрами выявленных СШ (вдоль данного направления измерения МШ) составляет 140 мм. Длина зоны, на которой расположен номер кузова, составляет
Выявление скрытых сварных швов..
71
120 мм. Измерения показали, что ширина обеих выявленных зон с измененной в результате сварки структурой тонкостенного металла, соответствующих СШ и ЗТВ, составляет ориентировочно 23—25 мм. Такая относительно широкая зона характерна для тонколистовых мягких сталей для данного режима сварки. Из графика также видно, что разброс показаний прибора Интромат при измерении МШ с учетом слоя краски вне зоны обоих СШ остается примерно постоянным по всей длине испытуемого участка элемента кузова. Небольшие флуктуации колебаний показаний прибора от среднего значения связаны с колебаниями толщины лакокрасочного покрытия, свойствами металла и относительной погрешностью измерений прибора.
Также немаловажной задачей при обнаружении наличия несанкционированных сварных швов является определение их направления относительно друг друга, кромки, края кузова или заводского номера. Для определения направления СШ был проведен ряд дополнительных экспериментальных исследований. В результате исследований получено, что направления двух выявленных сварных швов находились под углом друг к другу, а форма вваренного элемента металла с замененным номером кузова автомобиля представляла собой форму трапеции.
250
2 §
^200 к
н
¡■150 о
О 100
я §
3 к о Н
50!-
□ а ц ц а
.......
'Зона скрыт ?го СШ и ЗТВ V .■• г г f
□ о р
11111
О □
□ □ □
□ □
'Зона скрт [■ 'того СШ I I I I I I II- Л f (
зтв
I I I
поп — (N1 "3-
ОЧ СП —
го)
О1* СП Г-- —' 1Л О'* ЧО 00 О — <"N1 СП — — — — С*) С-) о!
Координата перемещения толщиномера, мм
Рис. 2. Результаты измерения толщину лакокрасочного покрытия с помощью толщиномера Акулова в зоне выявленных сварных швов (заштрихованные
области).
Несмотря на то, что возможные флуктуации толщины слоя автомобильной краски в соответствии с технологией в пределах 5—10 мкм не могут привести к значительному изменению спектральной плотности мощности МШ, для проверки достоверности полученных данных нами в исследованных точках элемента кузова дополнительно проводились измерения толщины покрытия (слоя краски) с помощью магнитного толщиномера типа МТА, результаты которых приведены на рис. 2. Из анализа полученной с помощью толщиномера зависимости можно сделать вывод о том, что толщина слоя краски практически не изменяется по всей длине исследуемого участка, в том числе в зонах выявленных СШ (на рисунке — заштрихованная область), и составляет примерно 55— 60 мкм. Следовательно, обнаруженные СШ с помощью ММШ являются не следствием изменения толщины лакокрасочного покрытия, а результатом изменения структуры металла, свидетельствующим о наличии скрытых под слоем краски сварных швов.
72
В.H. Бусько, А.Г. Довгялло
Последующие затем механическая очистка слоя лакокрасочного покрытия и химическое травление подтвердили наличие в предполагаемых зонах скрытых сварных швов, выявленных с помощью метода магнитных шумов.
Таким образом, выполненные экспериментальные исследования и полученные данные подтвердили предполагаемое наличие скрытых сварных швов в исследуемом изделии, что свидетельствует о возможности использования ММ1П, реализующей его аппаратуры и разработанной методики для обнаружения в тонколистовых сталях скрытых сварных швов, полученных электродуговой сваркой и визуально не наблюдаемых под слоем краски. Разработанная методика и аппаратура также могут быть использованы для выявления других аномальных зон и дефектов, находящихся под тонким слоем лакокрасочного покрытия.
Авторы выражают благодарность В.А. Рудницкому за помощь в проведении эксперимента при определении толщины лакокрасочного покрытия на изделии.
Институт прикладной физики Поступила в редакцию
HAH Беларуси 17 июля 2003 г.
ЛИТЕРАТУРА
1. Рудяк В . M. Нелинейные процессы переключения в кристаллах.— М.: Наука, 1986,— 248 с.
2. Ломаев Г.В., Малышев B.C., Дегтерев А.П. Обзор применения эффекта Баркгаузена в неразрушающем контроле.— Дефектоскопия. 1984, № 3, с. 54—70.
3.Гриш а ко в C.B., Ковалев А. И. Оценка напряжений и повреждений в ферромагнитных материалах методом магнитных шумов.— Киев: Наукова думка, 1991.— 164 с.
4. Венгринович В.Л. Магнитошумовая структуроскопия.— Минск: Навука и тэх-ника, 1991. —285 с.
5. Венгринович В.Л., Бусько В . H . Применение метода магнитных шумов для структуроскопии сталей.— Вести АНБ, сер.
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.