УДК 621:62-83
ДИАГНОСТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ДЕФЕКТОВ СЛЯБОВЫХ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК
© Лукьянов Сергей Иванович, д-р техн. наук; Суспицын Евгений Сергеевич*, канд. техн. наук; Красильников Сергей Сергеевич, канд. техн. наук; Коновалов Максим Владимирович, канд. техн. наук
ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г.И.Носова». Россия, г. Магнитогорск. *E-mail: esuspitsin@gmail.com
Статья поступила 06.02.2014 г.
Рассмотрены способы диагностирования технологических дефектов оборудования слябовых МНЛЗ, приводящих к снижению качества непрерывнолитой заготовки. Приведены результаты разработки и промышленной апробации систем диагностирования дефектов по изменению температуры участков медных стенок кристаллизатора и по изменению токов нагрузки (моментов) электродвигателей тянущих роликов.
Ключевые слова: машина непрерывного литья слябовой заготовки; кристаллизатор; тянущие ролики; технологические дефекты оборудования; системы диагностирования дефектов.
Обеспечение требуемого качества продукции, производимой на металлургических агрегатах, и их безаварийная работа возможны только при постоянном контроле технического состояния оборудования и своевременной замене дефектных узлов. Применение эффективных систем диагностирования оборудования металлургических агрегатов позволяет обосновывать виды, сроки и объемы ремонтных работ, сократить время их выполнения благодаря целенаправленной замене вышедшего из строя узла оборудования, что создает предпосылки для повышения качества продукции и увеличения производительности [1].
Основу таких систем диагностирования составляет функциональная диагностика — техническое диагностирование, позволяющее получать информацию о состоянии объекта непосредственно в ходе технологического процесса по характеристикам изменения параметров исполнительных механизмов. В последнее время функциональную диагностику стали рассматривать совместно с системами мониторинга и контроля технологического процесса, объединяя их в отдельное техническое направление, получившее название "Condition Monitoring and Diagnostics of Machines" (мониторинг состояния и диагностирование механизмов). Бурное развитие этого научного направления привело
к необходимости разработки международных стандартов в области создания, применения, эксплуатации и обслуживания систем функциональной диагностики и мониторинга технологического процесса [2].
Согласно международным стандартам ISO в области "Condition Monitoring and Diagnostics of Machines" основными составляющими диагностики является диагностирование:
- состояния машин и оборудования по результатам анализа их вибрации;
- агрегатов по результатам анализа изменения значений тока, потребляемого приводным электродвигателем;
- оборудования по тепловому (инфракрасному) полю излучения деталей механизма;
- нагруженного оборудования по сигналам акустической эмиссии;
- узлов трения по результатам анализа смазки [3-6].
Коллектив кафедры «Электроники и микроэлектроники» МГТУ им. Носова за последнее десятилетие разработал и внедрил более десятка систем диагностирования оборудования металлургических агрегатов и мониторинга технологических процессов в сталеплавильном и прокатном производствах с применением первых четырех методов [7]. В статье приведены результаты разработки и внедрения систем диагностирования
дефектов оборудования на слябовых машинах непрерывного литья заготовок (МНЛЗ).
Безаварийная работа МНЛЗ и качество не-прерывнолитой заготовки (НЛЗ) напрямую зависят от степени реализации предъявляемых к оборудованию технологических требований. Характерными для непрерывной разливки стали дефектами оборудования и отклонениями в технологии являются:
в кристаллизаторе - зависание корочки слитка [8];
в зоне вторичного охлаждения
- прогиб и износ бочек тянущих роликов;
- периодическая буксовка тянущего ролика по слитку;
- случайная буксовка тянущего ролика по слитку;
- повреждения подшипниковых узлов тянущего ролика;
- дефекты редукторов линии привода (дефекты зубьев шестерен, уплотнительных колец);
- колебания статического момента нагрузки электропривода тянущих роликов [1, 7].
Прорыв корочки НЛЗ по причине приваривания (зависания) ее участка к стенкам кристаллизатора является одной из распространенных и тяжелых аварий. С целью раннего детектирования приваривания корочки НЛЗ к стенке кристаллизатора на современных МНЛЗ применяют интеллектуальные информационные системы, основанные на непрерывном анализе технологических параметров разливки. Широкое распространение получили системы, основанные на анализе характеристик теплообменных процессов между рабочей поверхностью стенок кристаллизатора и НЛЗ, измеренных с помощью термопар, встроенных в кристаллизатор [8].
Установка термопар (96-108 термопар) в кристаллизатор выполняется равномерно, в три уровня по периметру кристаллизатора. Значимой проблемой при математической обработке сигналов термопар является отбраковка значений температуры, полученных от неисправных термопар. Формальная математическая обработка показаний термопар, в том числе неисправных, приводит к значительному искажению диагностической информации и, как следствие, к снижению достоверности системы диагностирования. С целью получения достоверной и качественной картины процесса теплообмена между НЛЗ и медными стенками кристаллизатора разработана математическая модель распределения температуры участков медных стенок кристаллизатора,
основанная на первичной триангуляции двумерного пространства координатной сетки кристаллизатора с последующим построением интерполированных значений температуры по всему полю кристаллизатора [9].
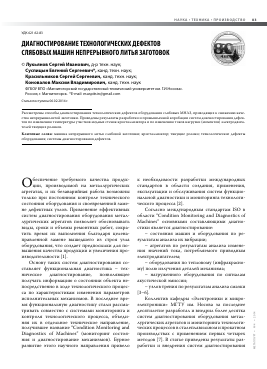
На рис. 1, б приведены диаграммы изменения во времени значений температуры Т, поступающих в систему предупреждения прорыва корочки слитка от термопар, при зависании корочки слитка в районе 40-й термопары (рис. 1, а). Согласно рис. 1, б, зависание корочки слитка (момент времени t1) в районе установки термопары № 40 приводит к росту значений температуры Т40, вызванному контактом жидкой стали с медной стенкой кристаллизатора в результате локального разрыва корочки слитка. После достижения определенной экстремальной величины температуры наблюдается ее снижение ниже значения, соответствующего нормальному режиму охлаждения металла в кристаллизаторе, что свидетельствует об увеличении толщины корочки слитка в данной локальной области (о зависании корочки слитка). Кроме этого наблюдается аналогичное изменение значений температуры на смежных термопарах № 41 и № 77, характе-
160 200 200 200 ' —эЦ-эЦ-=4
±4
-Ф-Ф-Ф-Ф-Ф'
40
Место установки термопары
№ 74 ЕП _ область зависания корочки слитка
п-1-1-1-1-р-|т-1-10 15 30 45 60 75 90 105 120 135 150 Ь, с
Рис. 1. Зависание корочки слитка в кристаллизаторе:
а - фрагмент медной стенки кристаллизатора; б - диаграммы изменения во времени температуры Т по показаниям термопар № 40, 41, 77
а
б
ризующееся тем, что повышение температуры участка медной стенки с последующим ее снижением сдвинуто во времени относительно показаний исходной термопары № 40. Это свидетельствует о распространении приваривания слитка на смежную с местом прорыва площадь кристаллизатора.
Анализ временных диаграмм изменения температуры участков медных стенок кристаллизатора показал, что в качестве диагностических признаков (р) зависания корочки слитка в кристаллизаторе можно использовать:
- рост температуры участка медной стенки кристаллизатора, измеряемой ¿-той термопарой (р.): Т > Т ;
1 I ¿шах
- снижение температуры участка медной стенки кристаллизатора, измеряемой .-той термопарой, по истечении определенного времени относительно события р. (р2);
- рост температуры участков медных стенок кристаллизатора, измеряемой термопарами, смежными с .-той по горизонтали, через определенный интервал времени относительно события
р. (Рз);
- рост температуры участков медных стенок кристаллизатора, измеряемой термопарами, смежными с .-той по вертикали, через определенный интервал времени относительно события
Р. (Р4).
Доказано, что построение системы диагностирования на основе анализа одного из указанных диагностических признаков не позволяет достоверно судить о возникновении дефекта в кристаллизаторе. В связи с этим техническое диагностирование зависания корочки слитка в кристаллизаторе целесообразно проводить по совокупности реализации комплекса четырех диагностических признаков [9]:
Р = Р2, Рз, Р4).
Разработаны методика и алгоритм диагностирования зависания корочки НЛЗ в кристаллизаторе, в которых приведена последовательность выполнения операций при обработке массивов значений температуры участков медных стенок кристаллизатора и проверки реализации указанных диагностических признаков.
Система диагностирования зависания корочки НЛЗ в кристаллизаторе прошла промышленную апробацию в течение года на МНЛЗ №№ 1-5 ОАО «ММК», в ходе которой выявлены все случаи зависания корочки НЛЗ в кристаллизаторе при низком числе ложных диагнозов (один ложный диагноз в месяц) [9].
Диагностирование оборудования слябовых МНЛЗ по изменению значений токов нагрузки (моментов) электродвигателей тянущих роликов - перспективное направление развития функциональной диагностики металлургических агрегатов.
Конструкция большинства сложных металлургических агрегатов и, в частности, зоны вторичного охлаждения МНЛЗ не позволяет вести визуальный либо метрологический контроль состояния действующих механизмов непосредственно в процессе работы агрегатов. Установка большого числа измерительных датчиков (скорости, вибрации и т.д.) в технологической зоне агрегата либо невозможна в связи со сложными условиями эксплуатации (высокая температура, влажность, запыленность и вибрация), либо сопряжена со значительными капитальными затратами на их установку и затратами на их обслуживание. Поэтому метод диагностирования по изменению тока (момента нагрузки исполнительного электродвигателя) в данных условиях становится единственно возможным.
Этот метод применен в системах диагностики электроприводов тянущих роликов МНЛЗ №№ 1-5 ОАО «ММК». На осно
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.