ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ХИМИЧЕСКОЙ ТЕХНОЛОГИИ, 2011, том 45, № 5, с. 566-570
УДК 532.542; 532.135
ЭКСТРУЗИОННАЯ ДВУХКАНАЛЬНАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ ПОД ВОЗДЕЙСТВИЕМ УЛЬТРАЗВУКА © 2011 г. А. А. Панов, Г. Е. Заиков*, А. К. Панов
Стерлитамакский институт прикладных исследований АН Республики Башкортостан *Институт биохимической физики им. Н.М. Эмануэля РАН, Москва panalexander@list.ru Поступила в редакцию 04.02.2010 г.; после доработки 09.08.2010 г.
Рассматривается конструкция двухканальной экструзионной головки для изготовления полимерных облицовочных стеновых панелей с применением ультразвуковых колебаний.
ВВЕДЕНИЕ
Широкое использование полимерных материалов в различных отраслях промышленности требует не только создания новых технологических процессов их переработки, но и усовершенствования уже существующих с целью их оптимизации и интенсификации.
В связи с высоким гидравлическим сопротивлением формующих профилирующих каналов экстру-зионных головок их пропускная способность относительно невелика, поэтому разработка способов снижения сопротивления формующих каналов важна для интенсификации процесса экструзии.
Целью настоящей работы является исследование снижения сопротивления формующих каналов экс-трузионных головок и уменьшение вязкости расплава полимера. Известно, что под действием ультразвуковых колебаний вязкость расплава полимера уменьшается. Так, наложение ультразвукового поля на расплав полимера в зоне формования вызывает повышение весового расхода в несколько раз [1—9].
Результаты проведенных исследований могут быть использованы в области переработки полимеров в химической и нефтехимической промышлен-ностях.
ОПИСАНИЕ КОНСТРУКЦИИ ДВУХКАНАЛЬНОЙ ЭКСТРУЗИОННОЙ ГОЛОВКИ
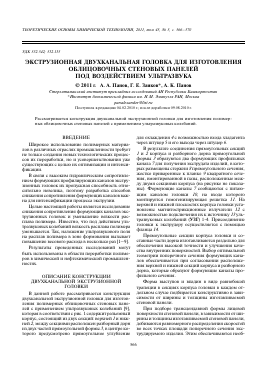
В данной работе рассматривается конструкция двухканальной экструзионной головки для изготовления полимерных облицовочных стеновых панелей с применением ультразвуковых колебаний [9], которая в соответствии с рис. 1 содержит разъемный корпус, состоящий из двух секций: верхней 1 и нижней 2, между секциями расположен разборный дорн из двух частей прямоугольной формы 3, в центре которого предусмотрено прямоугольное углубление
для охлаждения 4 с возможностью входа хладагента через штуцер 5 и его выхода через штуцер 6.
В результате соединения прямоугольных секций 1 и 2 корпуса и разборного дорна прямоугольной формы 3 образуются два формующих профильных канала 7для получения экструдата изделий, в которых размещены стержни 8 прямоугольного сечения, жестко приваренные к планке 9 квадратного сечения, вмонтированной в пазы, расположенные между двумя секциями корпуса (на рисунке не показаны). Формующие каналы 7 сообщаются с питающим каналом головки 10, на входе которого монтируется гомогенизирующая решетка 11. На верхней и нижней плоскостях корпуса головки установлены магнитострикционные излучатели 12 с возможностью подключения их к источнику 13 ультразвуковых колебаний (УЗГ) 1-4. Присоединение головки к экструдеру осуществляется с помощью фланца 14.
Прямоугольные секции корпуса головки и составные части дорна изготавливаются раздельно для обеспечения высокой точности и улучшения качества внутренних поверхностей. Выбор оптимальной геометрии поперечного сечения формующих каналов обеспечивается при согласовании расположения верхней и нижней секций корпуса и разборного дорна, которые образуют формующие каналы профильного сечения.
Форма выступов и впадин в виде равнобокой трапеции в секциях корпуса головки в каждом отдельном случае подбирается конструктивно в зависимости от ширины и толщины изготавливаемой стеновой панели.
При подборе трансцендавной формы лицевой поверхности стеновой панели, в зависимости от ширины и толщины изготавливаемой стеновой панели, добиваются равномерного распределения скоростей во всех точках площади поперечного сечения экс-трудируемого изделия. Этим обеспечиваются необ-
ЭКСТРУЗИОННАЯ ДВУХКАНАЛЬНАЯ ГОЛОВКА
ходимая размерная точность и качество экструдиру-емой стеновой панели.
Двухканальная экструзионная головка для изготовления полимерных облицовочных стеновых панелей с применением ультразвуковых колебаний работает следующим образом.
Расплав полимера, нагнетаемый шнеком экстру-дера (на рис. 1 не показан), проходит гомогенизирующую решетку 11 и попадает в питающий канал 10. Далее расплав нагнетается в формующие профильные каналы 7, образованные поверхностями дорна 3 и прямоугольными секциями 1 и 2 корпуса головки. Проходя по формующим каналам, расплав полимера охлаждается и оформляется в непрерывное профильное изделие в виде стеновых панелей (см. рис. 2). При прохождении расплава полимера по формующим каналам на массу полимера воздействовало наложение ультразвуковых колебаний с помощью магнитострикционных излучателей с воздушным охлаждением, установленных на верхней и нижней плоскостях корпуса головки. Источником ультразвуковых волн служил ультразвуковой генератор "УЗГ 1-4", с помощью которого создавалось наложение колебаний на расплав полимера в зоне формования с фиксированной частотой 18.5, 20.5, 21.6, 22.1 и 23.5 кГц.
Чтобы при продавливании струи расплава полимера через формующие каналы на поверхности изготавливаемого изделия не было следов от мест соединения основных элементов, необходимо каждую составляющую часть профильного формующего канала изготавливать с высоким классом чистоты по-верхности.нс
Профиль выходит высокого качества с глянцевой поверхностью как за счет чистоты поверхности дорна и прямоугольных секций корпуса головки, так и за счет использования магнитострикционных излучателей, поскольку при воздействии ультразвуковых колебаний происходит понижение вязкости расплава, что уменьшает сопротивление пристенного эффекта истечения расплава на границе с поверхностью формующего канала.
На рис. 2 представлено поперечное сечение облицовочной стеновой панели. Параметры стеновой панели: ширина 110 мм, толщина 15 мм, гидравлический радиус 3.33 мм, сечение 685.0 мм2, периметр 294 мм, коэффициенты формы а = 1.55 и Ь = 2.31, сечение отверстий внутри выступов 5 х 8 мм, толщина между выступами 4 мм, толщина концов панели 3 мм.
Экспериментальные исследования проводились на опытной установке с экструдером "АТЛ-45", имеющим червяк диаметром 45 мм и длиной 1125 мм.
Экструзионная головка имела следующие геометрические размеры: ширина корпуса 260 мм, длина 320 мм, длина профильных формующих каналов составляла 200 мм. Получали облицовочные стеновые панели из полипропилена марки 01003 ТУ 211-
(б)
1 10 11 2 14
Рис. 1. Двухканальная экструзионная головка с маг-нитострикционным излучателем: (а) — поперечный разрез; (б) — продольный разрез по А—А; 1, 2 — соответственно верхняя и нижняя секции разъемного корпуса; 3 — разборный дорн из двух частей прямоугольной формы; 4 — прямоугольное углубление для охлаждения; 5, 6 — соответственно штуцера для входа и выхода хладагента; 7 — формующий профильный канал; 8 — стержни прямоугольного сечения; 9 — планка квадратного сечения; 10 — питающий канал головки; 11 — гомогенизирующая решетка; 12 — магнитострик-ционные излучатели; 13 — источник ультразвуковых колебаний "УЗГ 1-4"; 14 — фланец.
568
ПАНОВ и др.
Рис. 2. Поперечное сечение облицовочной стеновой панели.
020-0020-3521096 шириной 110 мм, толщиной 15 мм. Оптимальный режим экструзии указанного материала наблюдался при температуре 468—478 К и создаваемом давлении экструзии в пределах 3.0— 4.8 МПа при фиксированной частоте наложения ультразвуковых колебаний 18.5, 21.6, 22.1 и 23.5 кГц на расплав полимера в зоне формования.
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ РАБОТЫ УСТРОЙСТВА
Снижение вязкости расплавов полимеров зависит от частоты воздействия ультразвуковых колебаний следующим образом [10]:
П (Ш) =
П
1 , 2 2! 1 + Ш Г
(1)
где п(ю) — эффективная вязкость полимера при воздействии ультразвуковых колебаний, Па с; п — эффективная вязкость расплава полимера без воздействия ультразвуковых колебаний, Па с; ю — частота
ультразвуковых колебаний, Гц; г = П — время релак-
Е
сации, с; Е — модуль упругости полимерного материала, Па.
При распространении ультразвуковых волн в расплаве полимеров происходит поглощение энергии волны и уменьшение амплитуды колебаний.
Зависимость коэффициента поглощения от частоты ультразвуковых колебаний имеет вид [10]
а = ш (
(1 + ш2г2)2 -1
2 (1 + ш2г2)
(2)
положной стороны расположения излучателя, ультразвук практически не действует и, следовательно, не снижает его вязкости [3, 4].
Расход расплава полимера при экструзии в формующем профильном канале при изготовлении стеновых панелей определялся по математической модели, ранее разработанной в [5]:
п _ арБ
У _ Т т о
то
Гк 1Т" (г -5) ёх+ ГКт
П
'п И
-й х
(3)
где О — расход расплава полимера, кг/с; а и Ь — коэффициенты формы канала; ^ — площадь поперечного сечения канала, м2; р — плотность расплава полимера, кг/м3; 8 — глубина проникновения ультразвука в полимер, м; т — напряжение сдвига, Па; К и К2 — коэффициенты, уменьшающие или увеличивающие расход полимера О в зависимости от того, на какую часть периметра канала проникает ультразвук. Коэффициенты К1 и К2 определить достаточно просто [8]:
К!
= П п !
(4)
Так как в рассматриваемой экспериментальной установке излучатели ультразвуковых колебаний расположены на внешней поверхности формующей головки, то наиболее интенсивному воздействию ультразвукового поля подвергается часть расплава полимера, прилегающая к стенкам канала.
Расчет глубины проникновения ультразвукового поля в полимер показал, что в области исследуемых частот для типичных параметров полимера (п = 2 х х 10-2 Па с и Е = 3 х 106 Па при Р = 4.0 МПа) глубина проникновения ультразвука в полимер определяется как 8 = 1/а и составляет 8 = 1.5 х 10-3 м, что меньше гидравлического радиуса формующего канала. На основании этого можно сделать вывод, что на расплав полимера, находящийся в канале с противо-
где П — общий периметр канала; П — периметр на котором наблюдается воздействие ультразвука. Повышающий коэффициент расхода равен К2 = = 2- К [8].
Для предлагаемой нами конструкции экструзи-онной головки понижающий и
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.