МИКРОЭЛЕКТРОНИКА, 2007, том 36, № 2, с. 136-140
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
УДК 621.382
ИССЛЕДОВАНИЕ ПРОЦЕССА ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ ТОЛСТОГО СЛОЯ МЕДИ ПРИ ПОЛУЧЕНИИ КОНФОРМНЫХ ПОВЕРХНОСТЕЙ В МНОГОСЛОЙНЫХ СТРУКТУРАХ
© 2007 г. Л. Б. Джангидзе, А. Н. Тавхелидзе, М. О. Тетрадзе, Т. Н. Девидзе
Тбилисский государственный университет им. Ив. Джавахишвили Поступила в редакцию 29.03.2006 г.
Проведено исследование осаждения толстого слоя меди для получения конформных (взаимоповто-ряющихся) поверхностей, применяя разные способы электролитического осаждения. Для регулирования распределения металла по поверхности катода были использованы: защитные маски разного диаметра, формы и высоты; дополнительные катоды, вращение катода; аноды разной формы и диаметра; асимметричный переменный ток. Был определен общий и приведенный изгиб полученной поверхности.
Цель данной работы - получение толстых металлических копий с равномерной поверхностью из меди путем гальванического осаждения металла на относительно равномерную поверхность серебра в многослойных структурах, что необходимо для создания сильноточных-наноприборов.
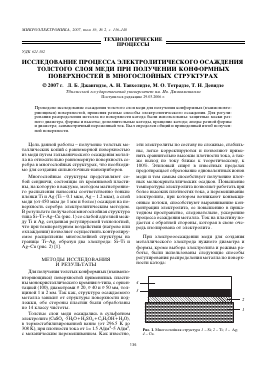
Многослойные структуры представляют собой сендвичи, состоящие из кремниевой пластины, на которую в вакууме, методом магнетронно-го распыления нанесены соответственно тонкие пленки Т и Ag (Т - 0.1 мкм, Ag - 1.2 мкм), а слой меди (от 450 мкм до 1 мм и более) осажден на поверхность серебра электролитическим методом. В результате получается многослойная структура типа Si-Ti-Ag-Cu (рис. 1) со слабой адгезией между Т и Ag, созданная регулируемой технологией, что при температурном воздействии (нагреве или охлаждении) позволяет осуществить контролируемое расщепление многослойной структуры на границе Ti-Ag, образуя два электрода: Si-Ti и Ag-Cu (рис. 2) [1].
МЕТОДЫ ИССЛЕДОВАНИЯ И РЕЗУЛЬТАТЫ
Для получения толстых конформных (взаимопо-вторяющихся) поверхностей применялись пластины монокристаллического кремния «-типа, с ориентацией (100), диаметрами 020, 040 и 050 мм, толщиной 1 и 2 мм. Так как, структура осаждаемого металла зависит от структуры поверхности подложки, обе стороны пластин были обработаны по 14 классу чистоты.
Толстые слои меди осаждались в сульфатном электролите (0£04 ■ 5Н20 + Н^04 + С2Н5ОН + Н20), в термостабилизированной ванне (от 296.5 К до 308 К), при плотности тока от 7 = 1.5 А/дм2-5 А/дм2, с механическим перемешиванием. Как известно,
эти электролиты по составу не сложные, стабильны, легко корректируются и позволяют применять сравнительно высокие плотности тока, а также выход по току ближе к теоретическому, к 100%. Этиловый спирт в известных пределах предотвращает образование одновалентных ионов меди и тем самым способствует получению плотных мелкокристаллических осадков. Повышение температуры электролита позволяет работать при более высоких плотностях тока, а перемешивание электролита, при котором возникают конвекционные потоки, способствуют выравниванию концентрации электролита, ее повышению в прика-тодном пространстве, следовательно, ускорению процесса осаждения металла. Ток на пластину подается с обратной стороны, которая в свою очередь изолирована от электролита .
При электрооосаждении меди для создания металлического электрода нужного диаметра и формы, кроме выбора электролита и режима работы, были использованы следующие способы регулирования распределения металла по поверхности катода:
2
8
1
Рис. 1. Многослойная структура 1 ■ 4 - Си.
Si; 2 - Тц 3 - Ag;
4
3
ИССЛЕДОВАНИЕ ПРОЦЕССА ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ 137
3 - 4
ШшШшшшшшшйЗ 1 -2
Рис. 2. Многослойная структура после расщепления электрод SiTi (1, 2) и электрод AgCu (3, 4).
4
Рис. 3. Металлический электрод AgCu (3, 4) осажденный без защитной маски.
3
- защита осаждаемой поверхности катода соответствующей маской из электроизоляционного материала разного диаметра и высоты;
- установка дополнительных катодов вблизи основного катода;
- вращение катода;
- применение анодов разной формы;
- применение асимметричного переменного тока.
Конформность поверхностей (т.е. величина общего изгиба) полученных электродов после расщепления оценивалась оптическим методом, на электроде А§Си со стороны А§, с помощью интерферометра Майкельсона [2], в котором источником света служил гелий - неоновый лазер с длиной волны X = 632.8 нм. Одно из зеркал интерферометра заменялось исследуемым образцом с зеркальной поверхностью.Соответствующая картина получается в воздушном зазоре между одним из зеркал и мнимым изображением второго зеркала (в нашем случае образца).При этом если зазор плоскопараллелен, получаются полосы равного наклона (круговые кольца). По разработанной методике, после закрепления образца в соответствующем листе интерферометра, образец разворачивали так, чтобы добиться интерференционной картины с полосами равного наклона. Подсчитывая число колец-«, можно оценить общий изгиб образца по формуле:
N = п хХ/2 (1)
(п = 1 соответствует 316.4 нм).
Знак изгиба определяется легким нажатием на зеркало, находящееся в большом плече интерфе-
рометра, где разгибание колец на интерференционной картине свидетельствует о выпуклости поверхности и наоборот сгибание колец о вогнутости.
Для определения общего изгиба металлического электрода относительного пластины, использовали параметр - приведенный изгиб электрода п х Х/2 х Ф нм/мм («-количество инерферен-ционных колец, Ф-диаметр электродов).
Максимальная погрешность при этом не превышает 12%.
Приведенный изгиб для пластин диаметром 50, 40 и 20 мм, соответственно составляет 57, 47 и 16 нм/мм.
Диаметры осаждаемого слоя меди на пластинах диаметром 40 и 50 мм составляли 28 мм, а на пластинах диаметром 20 мм - 12 и 3 мм соответственно.
Вначале, формируя толстый слой меди 028 мм, без защитной маски, поверхность получалась очень неравномерной, выпуклой по краям (рис. 3). Высота меди по краям электрода почти в 2 раза превышала высоту меди на середине электрода, что можно объяснить проявлением краевого эффекта.
Как известно, [3] в отличии от теоретического расчета, который дает представление только о средней толщине на всей покрываемой поверхности, опыт показывает, что даже на плоских катодах, находящихся на одинаковом расстоянии от анодов, плотность тока и толщина покрытия распределяются неравномерно: на углах и краях плотность тока значительно больше расчетной, а на средней части меньше. При погружении в какой-нибудь электролит двух параллельных электродов одинаковых размеров наблюдается про-
ДЖАНГИДЗЕ и др. 4
Рис. 4. Металлический электрод AgCu (3, 4) осажденный с защитной маской высотой 3 мм.
3
хождение тока не только по главным силовым линиям, которые идут от одного электрода перпендикулярно к другому, но и по дополнительным силовым линиям. Если электроды расположены параллельно друг к другу, но не полностью пересекают электролит, то в зависимости от расстояния между электродами и боковыми стенками электролизера, а также нижними краями электродов от дна ванны и верхними краями электродов до уровня электролита силовые линии будут в большей или меньшей степени концентрироваться на краях электродов и огибать их.
Для устранения краевого эффекта при осаждении меди 028 мм и 012 мм, толщиной к = 450750 мкм, применялись защитные маски высотой 3 мм. Поверхность медного слоя, электрода AgCu при этом имела вогнутую форму с разной высотой по краям (рис. 4). Высота медного слоя в нижней части электрода к2, всегда была выше высоты медного слоя в верхней части электрода кх. Разница составляла Лкср = 105 мкм. Изгиб металлического электрода имел форму цилиндра, для Си 0 28 мм Ыср = 21колец, а величина приведенного изгиба составляла -237 нм/мм.
Чтобы устранить разницу в высоте по краям, для электрода AgCu 012 мм, высоту защитной маски увеличили до 10 мм. Поверхность меди имела такую же вогнутую форму с разной высотой по краям, но среднее значение Лк уменьшилось до 41 мк, Ыср = 5.5 колец. Изгиб металлического электрода также имел форму цилиндра и величина приведенного изгиба составляла - 145 нм/мм.
Для уменьшения неравномерности по краям покрытия применяют дополнительные катоды, которые располагают вблизи основного катода. Для металлического электрода 012мм, располагая дополнительный катод по краям отверстия защитной маски, который принимая на себя часть тока, намного устранял неравномерность меди по краям электрода. Плотность тока подаваемого на дополнительный катод 7 = 0.5 А/дм2. Поверхность меди в основном получалась более равномерной, где Лкср = 9 мкм, Ыср = 3.3 кольца, а величина приведенного изгиба электрода составляла - 87 нм/мм.
Следующим этапом для получения более равномерной поверхности меди и прведенного изгиба электрода AgCu, было введено вращение катода, что обеспечивало одновременно перемешивание электролита, позволило получить: поверхность меди более равномерную по краям, чем поверхность меди без вращения катода; изгиб металлического электрода центральносиметричным; изменить знак изгиба в нужную сторону после расщепления структуры.При этом, для металлического электрода, диаметром 012 мм, были применены защитные маски конусообразной формы высотой 5 мм, с диаметром соответствующих отверстий 9/12, 10/12, 11/12, 12/12 мм/мм. В зависимости от диаметра отверстий защитной маски и числа оборотов вращения катода в минуту, получали поверхность меди металлического электрода вогнутую (рис. 5 а) или выпуклую (рис. 56) и соответственно разную величину приведенного изгиба металлического электрода. Для маски 9/12 и 10/12 мм/мм независимо от скорости вращения катода, поверхность меди всегда получается выпуклой. Для маски 11/12 и 12/12 мм/мм при скорости врашения катода 2.5 об/мин поверхность меди в основном вогнутая, а при скорости врашения катода 10 об/мин - выпуклая. Данные по средней величине Лкср, Лср, Ыср при вращении катода приведены в табл. 1. Как видно из таблицы, лучшие результаты приведенного изгиба металлического электрода 012 мм, получаются с защитной маской с диаметром отверстий 10/12 мм/мм.
Также, кроме стандартных размеров медных анодов (в 2 раза больше осаждаемой площади), при формировани
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.