ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 1, 2015
УДК 621.914
© 2015 г. Воронов С.А., Иванов И.И., Киселев И.А.
ИССЛЕДОВАНИЕ ПРОЦЕССА ФРЕЗЕРОВАНИЯ НА ОСНОВЕ РЕДУЦИРОВАННОЙ ДИНАМИЧЕСКОЙ МОДЕЛИ
ИНСТРУМЕНТА
Московский государственный технический университет им. Н.Э. Баумана, г. Москва
Предложена динамическая модель процесса фрезерования с учетом деформирования инструмента в процессе обработки. Разработаны методы анализа, алгоритмы и программное обеспечение с использованием метода конечных элементов и метода статической конденсации для редукции модели. Предложенный алгоритм позволяет учитывать деформации фрезы под действием сил резания и их влияние на формирование срезаемого слоя и геометрии получаемой поверхности.
Фрезерование широко применяется в машиностроении при производстве деталей сложной формы. В процессе обработки наибольшее влияние на динамическое поведение системы оказывают характеристики инструмента и обрабатываемой детали. Задавая законы их движения, можно получать поверхности практически произвольной формы. К основным параметрам фрезерования относятся задаваемые режимы резания: угловая частота вращения фрезы, радиальная и осевая глубины резания. Диапазон их изменения определяется параметрами фрезеровального станка (мощность, максимальная частота вращения и т.д.).
С целью повышения экономичности производства имеет смысл использовать максимально допустимые оборудованием глубины резания. Однако практика показывает, что в этом случае возникает дребезжание (в англоязычной литературе — chatter) вследствие колебаний инструмента и заготовки, что приводит к: погрешностям формы получаемой поверхности; ускоренному износу инструмента и даже к его поломке. Эти обстоятельства приводят к необходимости теоретических и экспериментальных исследований динамики процесса фрезерования с целью нахождения наиболее благоприятных режимов (минимальный износ инструмента, высокие точность и качество получаемых поверхностей, высокая экономичность).
Вибрации при фрезеровании возникают вследствие взаимодействия инструмента и заготовки при резании. Возникающие силы зависят от свойств обрабатываемого материала, режимов обработки, геометрии инструмента и других параметров. Исследования показывают, что наибольшее влияние на силы резания оказывает толщина срезаемого слоя, которая зависит от динамических перемещений фрезы и детали.
При исследовании вибраций при резании следует учитывать сложную геометрическую форму детали и инструмента, их деформации под действием динамических нагрузок, а также напряженно-деформированное и температурное состояния инструмента и срезаемого металла в окрестности режущей кромки.
Вопросу геометрического моделирования процесса фрезерования в трехмерной постановке посвящен ряд работ [1—5]. Наиболее распространенным алгоритмом для описания геометрии обрабатываемой поверхности является Z-map, описанный в [2].
Суть состоит в том, что все точки режущей кромки и поверхности заготовки проецируются на одну ось (ось Z), а затем сравнивают их г-координаты. В [1—5] проводятся исследования без учета вибраций детали и инструмента, т.е. анализ проводится в предположении, что деталь и инструмент абсолютно жесткие (недеформируемые, за исключением непосредственно зоны резания).
Исследования динамики процесса фрезерования с учетом реальной жесткости детали, инструмента и станка в упрощенной двумерной постановке были проведены в [6—8], где учитывают влияние отклонений фрезы и заготовки от равновесных положений, а также форму поверхности, полученную на предыдущем проходе режущих кромок, что приводит к дифференциальным уравнениям модели с запаздывающим аргументом. В этих работах деформации инструмента и детали учитывались путем добавления упругих связей и демпфирующих элементов.
В настоящее время все большее количество работ [9—15] ориентировано на моделирование динамики процесса фрезерования с учетом сложной пространственной геометрии инструмента и детали с одной стороны, влияния деформаций заготовки на силы резания — с другой. Однако в [9—15] вопрос учета динамических характеристик станка и инструмента решен лишь приближенно. В связи с этим можно заключить, что особый интерес представляет трехмерное моделирование динамики инструмента и заготовки при фрезеровании. В настоящей статье предложен алгоритм и разработан программный модуль, позволяющий учитывать при моделировании динамические характеристики инструмента с наименьшими вычислительными затратами.
Используемый алгоритм основан на методе статической конденсации Гайана [16]. Возможной альтернативой этого метода является метод главных координат. Процедуры составления конечно-элементной модели и ее редуцирования проведены в комплексах PATRAN/NASTRAN.
Алгоритм решения задачи. Динамика инструмента моделируется с использованием метода конечных элементов (МКЭ). На инструмент действуют силы резания, зависящие от срезаемого слоя, который в свою очередь определяется относительным положением режущих кромок фрезы и обрабатываемой поверхности детали, построенной с учетом ранее срезанного материала. Для моделирования динамики инструмента проводится редукция конечно-элементной модели методом Гайана в комплексе NASTRAN.
Составление редуцированной модели инструмента требует большого объема подготовительной работы, включающей: построение конечно-элементной трехмерной модели фрезы (в дальнейшем — твердотельной модели); расчет редуцированных матриц жесткости и масс фрезы; расчет матрицы приведения сил от узлов твердотельной модели к узлам конденсации (матрицы G) и исключение из нее столбцов, не относящихся к узлам на режущих кромках.
Проведен анализ динамики обработки. На рис. 1 показан общий алгоритм решения задачи, где i — номер временного шага, Nstep — общее количество временных шагов.
Построение редуцированной модели в MSC NASTRAN. Алгоритм построения редуцированной модели в PATRAN/NASTRAN. Покажем последовательность действий при проведении расчета редуцированных матриц фрезы (стальной цилиндр диаметром 20 мм, длиной 150 мм) в комплексах PATRAN/NASTRAN с использованием метода статической конденсации.
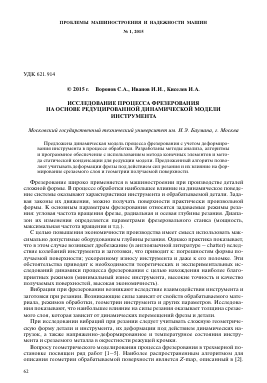
1. Построение твердотельной модели фрезы (на рис. 2).
2. Создание нескольких узлов (в дальнейшем — узлы приведения или узлы конденсации) на оси вращения. К ним будет приводиться вся конечно-элементная модель. На этом этапе узлы никак не связаны ни между собой, ни с остальными.
3. Создание многоточечных связей (MultiPoint Constraint — MPC), соединяющих каждый узел конденсации с узлами конечно-элементной модели, находящимися с первым в одном поперечном сечении.
4. Приложение краевых условий и запуск на счет.
Рис. 1
Рис. 2. Пример трехмерной конечно-элементной модели цилиндрической фрезы, отмечены узлы на режущих кромках
При построении редуцированной модели конечно-элементный комплекс вначале вычисляет глобальные матрицы жесткости и масс, затем модифицирует их с учетом наложенных многоточечных связей, после чего редуцирует данные матрицы к граничным узлам.
Описание применения многоточечных связей в NASTRAN. Многоточечная связь (MPC) — система линейных уравнений, связывающая одни степени свободы, называемые зависимыми (Dependent), с другими — независимыми (Independent).
В NASTRAN все узлы конечно-элементной модели формируют глобальный набор степеней свободы. При этом степень свободы может либо входить в уравнение многоточечной связи в качестве зависимой величины, либо в качестве независимой, либо вовсе не входить.
Уравнение динамики в методе конечных элементов имеет вид:
MggU G + g + KGGU g = PG + FG,
где u g — вектор всех степеней свободы конструкции; KGG — глобальная матрица жесткости конструкции; MGG — глобальная матрица масс; PG — глобальный вектор сил
(включая реакции опор); FG — вектор сил, обусловленных наличием многоточечных связей.
С учетом разделения глобального набора степеней
ммм
Имм Мнн
и м, +
и n
Вмм BMN Вшм Бмы
и м +
и n
Кмм KMN
мьшм}- «>
_ KNM К NN _
где индекс "М" относится к зависимым степеням свободы в уравнениях связи; индекс "И" — к независимым, либо вовсе в уравнения связи не входящим. Здесь и в дальнейшем индекс матрицы определяет не только ее отношение к тому или иному набору, но также и ее размерность.
Заметим, что степени свободы, входящие в набор зависимых степеней свободы, полностью определены уравнениями связи, поэтому на них не могут накладываться кинематические граничные условия. Следовательно, в PM не входят реакции, обусловленные кинематическими граничными условиями.
Уравнения многоточечных связей в матричном виде имеют вид:
Кмми м + RMNu N = О, (2)
где ЯММ, ЯМИ — матрицы, составленные из коэффициентов уравнений многоточечных связей. Заметим, что степеням свободы, не входящим в многоточечные связи, в матрице КМИ будут соответствовать нулевые столбцы.
Из этого уравнения получаем
им = GMNuN, где GMN = -RMMRMN. (3)
Заметим, что матрица Б.ММ не должна быть вырожденной. Такое случается, когда степень свободы, принадлежащая набору зависимых степеней свободы, неявно зависит сама от себя.
С учетом (3) систему уравнений (1) можно переписать в виде
{MMMGMN + MMN)и N + {BMMGMN + BMN )и N + (KMMGMN + KMN)и N = рм + рм , (4)
(мNMGMN + MNN)и n + (BNMGMN + В NN)и n + (KNMGMN + К NN )и n = р n + fn.
Из этой системы необходимо исключить реакции многоточечных связей. Запишем вариацию вектора зависимых степеней свободы 8и м = GмNSu N.
Многоточечные связи не должны нарушать закон сохранения энергии, поэтому виртуальная работа их реакций должна быть равна нулю
5и м^м + 5и TNFN = 0, 5uN [GTмNFм + FN) = 0.
Отсюда, так как вариации степеней свободы иИ произвольны и независимы, Р» = - GMN рм.
С учетом этого уравнения можно исключить реакции многоточечных связей из сит
стемы уравнений (4), домножив слева первое уравнение на Gш и прибавив его ко второму. Получаем
мШи N + ВШи N + КЖи N = Р^, (5)
где
_ т т
MNN = MNN + MNMGMN + GMNMMN + GMNMMMGMN,
— т т
BNN = BNN + BNMGMN + GMNBMN + GMNBMMGMN,
— т т (6)
KNN = KNN + KNMGMN + GMNKMN + GMNKMMGMN, PN = Р N + GMNPM.
3 ПМ и НМ, № 1
65
Moo moa J JU o\ B00 B0A JU 01 K00 K0A
_
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.