ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 5, 2014
УДК 621.91.01
© 2014 г. Яковлев М.Г.1, Горелов В.А.2, Меркулова Н.С.2, Кудров А.С.2
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ ОБРАЗЦОВ ИЗ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ
1 Институт машиноведения им. А.А. Благонравова РАН, г. Москва 2 Научно-исследовательский ин-т технологии и огранизации производства двигателей — филиал «НПЦгазотурбостроения "Салют"», г. Москва
Приведено сопоставление результатов измерений остаточных напряжений и исследований на усталостную прочность образцов из титановых и никелевых сплавов, после различных видов обработки: токарной с применением различных смазочно-охлаждающих технологических средств, шлифовальной, операции поверхностным пластическим деформированием.
Известно, что сжимающие остаточные напряжения всегда способствуют повышению предела выносливости [1], поэтому вопросами установления корреляционных связей, методов и режимов обработки деталей с их физико-механическими характеристиками и уровнем остаточных напряжений стост занимаются многие ученые [2, 3]. Осуществляются попытки управления процессом изготовления деталей с помощью обратной связи между параметрами качества поверхностного слоя (шероховатость, наклеп, остаточные напряжения) и режимами обработки [4].
В настоящей статье рассмотрены вопросы влияния поверхностных остаточных напряжений на усталостную прочность образцов из титановых и никелевых сплавов, применяемых в производстве газотурбинных двигателей (ГТД) и изготовленных по различным технологиям. В качестве критерия связи выбрана энергетическая характеристика поверхностного слоя — площадь под эпюрой сжимающих остаточных напряжений. Исследовано влияние растягивающих напряжений, возникающих на поверхности с глубиной залегания b не более 10 мкм (характерно для многих видов механической обработки: точение, шлифование, интенсивное упрочнение и др.), на взаимосвязь усталостной прочности с остаточными напряжениями.
Исследования влияния смазок на остаточные напряжения и усталостную прочность при токарной обработке титанового сплава ВТ9. Сравнение операций точения и упрочнения поверхностным пластическим деформированием по усталостной прочности и остаточным напряжениям производили после оптимизации применяемых смазок при резании [5]. Использовали: сухое резание, охлаждение сжатым воздухом, ионизированную газовую среду, эмульсию Русоил 500, резание с применением микрокапсули-рованных смазок. Исследования проводились на образцах из титанового сплава ВТ9, полученных точением резцами ВК6 на режиме: скорость резания 70 м/мин, подача 0,15 мм/об, глубина 1 мм.
Исследования остаточных напряжений. Измерения проводили хорошо зарекомендовавшим себя методом, основанным на полном освобождении участка детали (об-
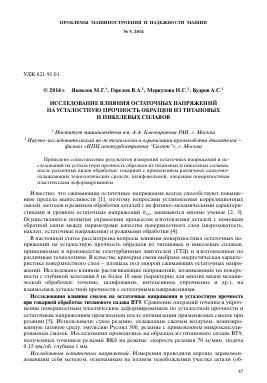
Рис. 1. Результаты измерений остаточных напряжений после: 1 — резания с эмульсией Русоил 500; 2 — резание с доставокй микрокапсулированных смазок; 3 — сухое резание; 4 — охлаждение сжатым воздухом; 5 — ионизированная газовая среда; 6 — упрочнение микрошариками Рис. 3. Усредненные эпюры остаточных напряжений на образцах из жаропрочного никелевого сплава после различных видов обработки: 1 — термообработка при Т = 1050°; 2 — виброгалтовка стальными шарами 1 ч после термообработки при Т — 970°; 3 — виброгалтовка фарфоровыми шарами 2 ч после термообработки при T — 1050°; 4 — двукратная виброгалтовка стальными шарами после термообработки при Т = 1050°; 5 — виброгалтовка стальными шарами 2 ч после термообработки при Т = 1050°
разца) и удалении исследуемых поверхностных слоев металла травлением с целью измерения деформаций, возникающих в результате удаления напряженных слоев, для последующего расчета остаточных напряжений. Метод был разработан Н.Н. Давиден-ковым и получил свое развитие на основе созданного в НИИ технологии и организации производства двигателей (НИИД) автоматизированного комплекса МерКулОН "Тензор-3".
Результаты измерений остаточных напряжений после различных видов обработки приведены на рис. 1. Видно, что наибольшие сжимающие остаточные напряжения возникают после поверхностно-пластического деформирования, а при точении наибольшие сжимающие напряжения получаются с использованием эмульсии и сжатого воздуха.
Результаты усталостных испытаний. Методика исследований. За предел выносливости принимали максимальные напряжения, действующие на поверхности исследуемых образцов, при которых не происходит разрушение до заданного числа циклов. За базу испытаний для образцов из сплава ВТ9 принимали число N = 2 ■ 107 циклов. Результаты испытаний на усталость представляли в координатах lga—lgN (рис. 2). Для испытаний на усталость использовали исследовательский комплекс П-646. За критерий разрушения образца принимали изменение частоты колебаний на 3—7% в зависимости от условий испытания. При этом испытание останавливали; и образец подвергали контролю для обнаружения трещин. При отсутствии трещин испытание продолжали.
При проведении исследований использовали форму образцов, рекомендованных стандартом для испытаний на усталость.
Рабочую часть образца из титанового сплава ВТ9 обрабатывали с использованием резцов, оснащенных пластинами из ВК6, при различных условиях резания: подача в зону обработки сжатого воздуха при давлении 0,25 МПа; подача в зону обработки жидкой смазки; подача в зону обработки ионизированного сжатого воздуха (резание с компенсацией); использование микрокапсулированной смазки при резании; исполь-
Рис. 2. Кривые усталости образцов из сплава ВТ9, обработанных в различных условиях: 1 — резание с доставкой микрокапсулированных смазок; 2 — резание с газовой смазкой; 3 — резание всухую; 4 — резание с эмульсией; 5 — резание со сжатым воздухом при р = 0,3 МПа; 6 — резание образца после обработки с компенсацией и последующим дробеструйным упрочнением
зование процесса сухого резания с компенсацией и последующим дробеструйным упрочнением.
Результаты исследований. Результаты испытаний всех серий образцов из сплава ВТ9, представлены на рис. 2. Анализ результатов исследований позволяет отметить следующее: 1) установлено, что резание всухую, с подачей в зону обработки сжатого воздуха или жидкой смазки Русоил-500, обеспечивает примерно одинаковый предел выносливости ст образцов из сплава ВТ9 на уровне 650 МПа (кривые 3—5, рис. 2); резание с введением в зону обработки ионизированного газа или микрокапсулированных смазок обеспечивает выносливость образцов на уровне до 618—625 МПа (кривые 2 и 3, рис. 2), лишь незначительно снижая предел усталости примерно на 25—32 МПа. Операция резания и последующее дробеструйное упрочнение обеспечили выносливость образцов ВТ9 на уровне 760 МПа.
Таким образом, результаты исследований остаточных напряжений и усталостных испытаний образцов из сплава ВТ9, обработанных в различных условиях с последующим упрочнением дробью, показали, что площадь эпюры сжимающих напряжений максимальна после обработки поверхностным пластическим деформированием, как и предел усталостной прочности. После точения со смазками (микрокапсулы) площадь эпюры сжимающих напряжений минимальна, как и предел усталостной прочности. В остальных случаях обработки площади эпюр сжимающих напряжений, как и пределы усталостной прочности схожи. Это подтверждает гипотезу о том, что существует качественная связь, выраженная в зависимости площади под эпюрой остаточных напряжений и пределом выносливости образцов.
Исследования влияния режимов глубинного шлифования на остаточные напряжения и усталостную прочность при обработке замка лопатки из никелевого сплава ЖС6. Одним из перспективных и высокопроизводительных методов обработки замка лопатки двигателя является операция глубинного шлифования. После глубинного шлифования во многих случаях не предусмотрена упрочняющая операция, хотя надежность замков лопаток так же как надежность пера лопаток обеспечивают общую долговечность. Рассмотрим оптимизацию режимных параметров процесса глубинного шлифования по критерию усталостной прочности, а также ее взаимосвязь с остаточными напряжениями [6].
В табл. 1 приведен план эксперимента по режимам глубинного шлифования образцов, на которых проводили исследования остаточных напряжений и усталостной прочности.
№ опыта Режим обработки Величина размаха деформации для N = 107 циклов, 2а Относительная величина размаха деформации для N = 107 циклов
Скорость шлифования, м/с Подача, мм/мин Глубина шлифования, мм
1 2 15 35 50 1 0,44 0,47 1,25 1,34
3 4 15 35 400 0,49 0,44 1,4 1,25
5 6 15 35 50 4 0,35 0,46 1,0 1,31
8 7 15 35 400 0,48 0,37 1,37 1,06
Остаточные напряжения. Анализ осевых остаточных напряжений показал что они являются сжимающими. Их величина на поверхности колеблется от —20 до —600 МПа. Все эпюры имеют подслойный максимум сжимающих напряжений —300ч—900 МПа на глубине до 10 мкм и приближаются к нулю на глубине 50—70 мкм.
Анализ тангенциальных остаточных напряжений показал, что на поверхности во всех опытах имеют место растягивающие тангенциальные напряжения величиной 150—800 МПа, которые на небольшой глубине (до 10 мкм) переходят в сжимающие. Сжимающие тангенциальные напряжения имеют подслойный максимум —200ч—700 МПа на глубине 10—15 мкм и приближаются к нулю при 30—50 мкм.
Испытания на сопротивление усталости. Испытания на сопротивление усталости образцов под действием симметричного переменного изгиба проводили на электрическом вибраторе ВДС-1500М на частоте основного тона при температуре 700°С. Сравнение результатов испытаний проводились, по величине размаха (деформации) их концевых сечений, замеряемых с помощью оптического катетометра КМ-8.
База испытаний составляла N = 2 ■ 107 циклов. При прохождении базы испытаний без поломки образец перегружался на следующий уровень напряжений +Л(2а) и, таким образом, доводился до разрушения.
Оценку результатов испытаний осуществляли по уровню разрушения и числу циклов до разрушения на этом уровне. Результаты испытаний на усталость представлены в табл. 1 (2а — величина размаха деформации на концевых сечениях образцов). Анализ результатов показал, что различие в пределах
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.