ЦВЕТНАЯ МЕТАЛЛУРГИЯ
УДК 669.245:669-172
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ТЕПЛОВЫХ УСЛОВИЙ
ПРИ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ НА ПАРАМЕТРЫ СТРУКТУРЫ
ИНТЕРМЕТАЛЛИДНОГО СПЛАВА ВКНА-4УМоно1
© Висик Елена Михайловна, канд. техн. наук; Герасимов Виктор Владимирович, канд. техн. наук
ФГУП «Всероссийский научно-исследовательский институт авиационных материалов». Россия, Москва. E-mail: lab1@viam.ru Статья поступила 25.04.2013 г.
В работе проведены сравнительные исследования влияния тепловых условий процесса направленной кристаллизации на установках двух типов: с жидкометаллическим охлаждением (установка УВНК-9А) - процесс LMC (Liquid Metal Cooling) и с радиационным охлаждением (установка фирмы ALD) - процесс HRS (High Rate of Solidification) на параметры литой структуры сплава ВКНА-4УМоно. Проведен сравнительный анализ микроструктуры и характеристик прочности, полученных при кратковременных испытаниях на растяжение отливок из сплава ВКНА-4УМоно [111] с обеих установок.
Ключевые слова: интерметаллидные никелевые сплавы; установки для направленной кристаллизации; монокристаллическая структура.
Интерметаллидные сплавы типа ВКНА на основе М3А1, разработанные в ВИАМ для направленной кристаллизации, имеют более высокую рабочую температуру, чем жаропрочные сплавы. Они экономно легированы, имеют пониженную плотность и повышенную жаростойкость, что делает их незаменимыми в отдельных конструкциях газотурбинных двигателей (ГТД). Сплавы ВКНА, в отличие от жаропрочных никелевых дисперсно-упрочненных, применяются без упрочняющей термообработки благодаря высокой (почти до 1250 °С) термостабильности структуры сплава, которая характеризуется высоким содержанием у'-фазы (до 90%). Для этих сплавов используют лишь кратковременный отжиг для снятия литейных напряжений и напряжений после механической обработки, практически не изменяющий размер частиц упрочняющей у'-фазы и фазовый состав сплава [1]. Последнее обстоятельство обусловливает повышенные требования к параметрам структуры интерметаллидного сплава в литом состоянии, во многом определяющим его механические свойства.
Сплав ВКНА-4УМоно с монокристаллической структурой кристаллографической ориентации (КГО) [111] был разработан, исследован, паспортизован в ВИАМ и рекомендован к применению для литья неохлаждаемых рабочих и сопловых
1 В работе принимали участие О.А.Базылева, О.Б.Тимофеева, Д.Г.]
лопаток с рабочей температурой до 1200 °С. Все механические свойства сплава для составления паспорта на сплав в ВИАМ были получены на образцах, отлитых на установке направленной кристаллизации с жидкометаллическим кристаллизатором, обеспечивающим высокие скорости охлаждения по фронту кристаллизации сплава, и с использованием затравок.
Проведены сравнительные исследования влияния тепловых условий литейных установок двух типов для направленной кристаллизации на параметры литой структуры сплава ВКНА-4УМоно. Рассмотрены процессы кристаллизации на установках:
- с жидкометаллическим охлаждением (установка УВНК-9А) - процесс LMC (Liquid Metal Cooling) [2],
- с радиационным охлаждением (установка фирмы ALD) - процесс HRS (High Rate Solidification) [3].
В отечественном серийном производстве процесс направленной кристаллизации жаропрочных никелевых сплавов осуществляется на установках типа УВНК погружением оболочко- ^ вой формы с расплавом из зоны нагрева в зону охлаждения с регулируемой скоростью. В тигле ^ расплавляют мерную шихтовую заготовку, заливают расплав в предварительно подогретую фор- £
<
едов, Е.Ю.Туренко, Н.А.Кузьмина.
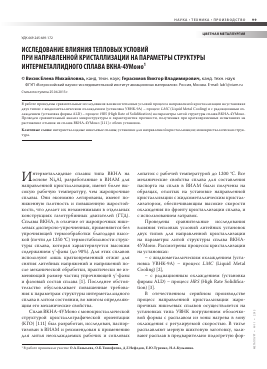
му, размещенную в двухзонном нагревателе на специальной подвеске, перемещают форму с расплавом с регулируемой скоростью из нагревателя в зону охлаждения - в расплав жидкометалличе-ского охладителя (А1) при температуре «700 °С. Получение монокристаллической структуры по технологии, разработанной в ВИАМ, основано на использовании монокристаллических тугоплавких затравок заданной КГО из сплавов систем М--—, М-—-Ке и др., температура плавления которых превышает Тпл основного сплава на 150200 °С. Схема установки показана на рис. 1, а.
За рубежом наиболее широко используются установки направленной кристаллизации по типу ИЯБ, в которой литейный блок вытягивается на водоохлаждаемом медном кристаллизаторе из нагревателя в зону охлаждения (установка с радиационным охлаждением фирмы АЬЭ). Перенос тепла от фронта кристаллизации заготовки происходит благодаря ее теплопроводности к холодильнику и излучением от боковых стенок формы, эффективность которого ниже конвективного охлаждения в легкоплавком металлическом охладителе [4]. Ниже зоны нагревателя установка снабжена системой термических экранов для изоляции зоны нагрева и повышения градиента температур на фронте роста твердой фазы. Для работы в непрерывном режиме установка состоит из двух камер, расположенных вертикально. Нижняя камера установки перекрывается вакуумным затвором, что позволяет производить загрузку и выгрузку форм без нарушения вакуума в верхней плавильной камере. При этом литейная форма изготавливается с открытым дном и закрепляется на водоохлаж-даемой плите. Заливка расплава осуществляет-
Рис. 1. Схемы литейных установок для направленной кристаллизации с жидкометаллическим охлаждением (а) и с радиационным охлаждением (б)
ся через пористый керамический фильтр в центральном стояке, вокруг которого располагаются восемь или 12 цилиндрических заготовок. Схема установки с радиационным охлаждением представлена на рис. 1, б.
Технология получения монокристаллов, используемая ведущими зарубежными фирмами, основана на отборе одного кристалла из большого количества столбчатых зерен за счет конкурентного роста в кристаллоотборнике - геликоиде. После заливки сплава непосредственно на водоохлаждаемый холодильник в основании литейного блока образуется множество столбчатых зерен. Благодаря их конкурентному росту в геликоиде формируется монокристаллическая структура в аксиальном направлении, близком к [001]. Получение монокристаллических отливок с ориентацией, отличающейся от [001], при таком способе практически невозможно.
По технологии, разработанной в ВИАМ [2], использовали монокристаллические затравки заданной КГО из сплава М-— высотой 4-5 мм, которые получали методом ориентированной вырезки на электроискровом станке из монокристаллических заготовок диам. 8 мм. Затравочные заготовки отливали на той же установке направленной кристаллизации. Предварительно оценивали структуру затравочных заготовок после травления визуально при небольшом увеличении и затем на рентгеновском дифрактометре типа ДРОН [5, 6]. Пригодной считается структура заготовки, дифрактограмма которой имеет простой узкий рефлекс с шириной на половине высоты пика, не превышающей Да < 1°. На годной заготовке ставится стрелка для ее поворота при ориентированной резке под углом. Заготовки с сильно фрагментированной (блочной) структурой, имеющей рефлекс из нескольких пиков, бракуются. После резки затравки подвергают травлению до выявления макроструктуры и повторно контролируют КГО рентгеновским методом. Точность реза под заданным углом - до одного градуса, годными считаются затравки с отклонением от заданного направления <5°.
При плавке на установке УВНК-9А использовали одновременно два керамических блока форм по девять цилиндрических заготовок. Для получения отливок из сплава ВКНА-4У с монокристаллической
б
структурой [111] затравки с отклонением от направления <3° установили в затравочные полости цилиндрических заготовок и заделали огнеупорной суспензией.
Для литья цилиндрических заготовок с монокристаллической структурой с КГО [111] на установке ALD в открытую с донной стороны форму в основание конуса (без геликоида) - по аналогии с технологией ВИАМ - установили тугоплавкие монокристаллические затравки высотой 4 мм из сплава Ni-W с КГО [111], закрепили форму на медном водоохлаждаемом кристаллизаторе и переместили в плавильную камеру. Для определения местоположения затравки относительно нагревателя, обеспечивающего после заливки расплава подплавление верхнего торца тугоплавкой затравки, использовали результаты предварительного термометрирования.
Исходные заготовки сплава ВКНА-4У были выплавлены из чистых шихтовых материалов в вакуумной индукционной печи с тиглем вместимостью «350 кг в соответствии с паспортным составом [7]. Содержание основных легирующих элементов и примесей определяли атом-но-эмиссионным методом, и оно полностью соответствовало расчетному составу. Содержание газов и углерода анализировали газовым методом. Благодаря разработанному в ВИАМ способу выплавки заготовки имели высокое качество по содержанию газов и примесей: [O],[N] < 0,001%, [P],[S] < 0,001%, [Sn] <0,0001%, [Fe] < 0,030% [8, 9].
Перед плавками заготовок с монокристаллической структурой для образцов на литейных установках двух типов задавали следующие температурно-скоростные режимы: Твн = 1580 °С, Тнн = 1560 °С (температура верхнего и нижнего нагревателей соответственно); Тзаливки = 1600±10 °С, перегрев расплава до 1680 °С, скорость кристаллизации 6-7 мм/мин. Установка УВНК-9А имеет двухуровневую систему компьютерного управления, позволяющую с помощью сенсорного дисплея управлять всеми узлами и агрегатами установки, осуществлять контроль и поддержание заданных режимов c высокой точностью в цифровой и графической формах; вести запись изменения температурно-скоростных параметров технологического процесса, степени вакуума в установке на каждую плавку с последующей распечаткой полученных данных для анализа выхода годного и уточнения на его основе параметров технологического процесса. На уста-
новке ALD режимы фиксировались в цифровой форме и поддерживались с помощью микропроцессора.
После проведения плавок по заданным режимам заготовки очищали от керамики и выявляли макроструктуру травлением в смеси концентрированной соляной кислоты и перекиси водорода. Контроль макроструктуры осуществляли визуально по фигурам травления и рентгеновским методом на поперечных срезах стартовых конусов перпендикулярно оси образца. Было определено отклонение ориентации каждого образца от заданной КГО.
Результ
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.