УДК 669,184
КОНВЕРТЕРНОЕ ПРОИЗВОДСТВО ПРИРОДНОЛЕГИРОВАННОЙ ЧИСТОЙ СТАЛИ ТРАНСПОРТНОГО НАЗНАЧЕНИЯ ИЗ ВАНАДИЕВОГО ЧУГУНА
© С.К.Носов, В.А.Синельников, А.А.Киричков, П.И.Югов, А.В.Амелин, С.И.Ябуров,
ОАО "НТМК", ЦНИИчермет им. И.П.Бардина
Рост грузонапряженности железнодорожного транспорта (увеличение осевых нагрузок и скоростей движения) поставил перед черной металлургией настоящего времени задачу повышения качества транспортного металла (рельсов, колес и бандажей), включающего обеспечение их высокой износостойкости и надежности, в том числе при отрицательных температурах эксплуатации. Исследования последних 15 лет, проведенные ВНИИЖТ, рядом металлургических институтов и предприятий, производящих транспортный металл, показали, что большое значение в обеспечении качества этого металла имеет технология выплавки, раскисления, внепечного рафинирования и разливки, определяющая получение требуемого химического состава стали, в том числе по содержанию вредных примесей и неметаллических включений, наряду с оптимизацией режимов прокатного передела и термической обработки. Так, решающую роль в образовании продольных и поперечных усталостных трещин и выходе рельсов из строя играют строчки неметаллических включений, особенно опасны строчки глинозема, нитридов титана и глинозема, сцементированного силикатами [1]. Исходя из этого, современными стандартами на рельсовую и колесную сталь (ГОСТ Р 51685-2000, ГОСТ 10701-1989, ТУ 0943-050-01124328-96) предусмотрены жесткие требования по ее химическому составу, включая чистоту по содержанию вредных примесей - серы, фосфора, водорода, кислорода и особенно неметаллических включений, а также остаточных цветных металлов - Сг, М, Си и др. Низкое содержание Сг, 1\Н, Си в условиях НТМК обеспечивается применением в конвертерном производстве чистого по этим элементам природнолегиро-ванного ванадием чугуна, выплавляемого с использованием качканарских руд.
В течение 1995-2003 гг. в конвертерном цехе ОАО "НТМК" был осуществлен переход на технологию производства стали транспортного назначения в 160-т конвертерах с использованием дуплекс-процесса для передела ванадиевого чугуна, внепечной обработки стали на установке ковш-печь и циркуляционном ваку-уматоре, а также непрерывного литья заготовок с защитой металла от окисления на участке от сталеразли-вочного ковша до кристаллизатора [1,2].
Анализ производства рельсовой стали по указанной технологии на представительной серии плавок показал:
- в первом конвертере при кислородной продувке чугуна состава, %: С ~ 4,5; V > 0,4; < 0,35; Э < 0,030 в
течение 6-8 мин осуществлялось окисление Т1, Мп с получением товарного ванадиевого шлака состава 13-20% У205, 1-3% СаО, ЭЮ < 20%, МпО < 12%, -29% Реобщ' р < 0,08% и бескремнистого металла-полупродукта, содержащего в среднем 3,28% С, 0,066% V, 0,063% Р и 0,026% Э, температурой около 1350 °С; при этом для ускорения процесса использовали чистую прокатную окалину и качканарские железорудные окатыши;
- во втором конвертере осуществляли обработку полученного металла-полупродукта по дутьевому и шлаковому режимам, обеспечивающим дефосфора-цию металла и прекращение продувки ванны при содержании углерода не более, чем на 0,1% ниже нижнего предела его марочного содержания. Это позволяло избежать значительного переокисления металла перед выпуском из конвертера.
Во время выпуска с отсечкой конвертерного шлака в металл присаживали часть силикомарганца, ферросилиция, при необходимости науглероживатель и ванадиевый шлак; при этом металл продували аргоном через пробку в днище ковша. Это создало благоприятные термодинамические и кинетические условия для легирования стали ванадием из ванадиевого шлака в ковше.
Затем металл на установке ковш-печь при продувке аргоном обрабатывали специально наводимым шлаком, доводили по составу и температуре, обрабатывали силикокальцийсодержащей порошковой проволокой и передавали на установку вакуумирования. Обработка в циркуляционном вакууматоре в течение 8-16 мин (в среднем 11 мин) при давлении в камере до 1-4 мбар обеспечило содержание водорода в металле перед разливкой в пределах 1,0-1,8 ррт и в определенной мере раскисление металла при фактическом содержании в нем алюминия 0,002-0,005%.
После вакуумирования сталь в ковше обрабатывали силикокальцийсодержащей порошковой проволокой из расчета получения в готовом металле 0,0010-0,0020% Са, продували аргоном без оголения зеркала металла в течение 5 мин и передавали на МНЛЗ.
Полученную сталь разливали на заготовки сечением 300x360 мм через безнапорные корундографито-вые стаканы с защитой металла от вторичного окисления от ковша до кристаллизатора и использованием автоматизированной системы управления качеством непрерывнолитой заготовки, предусматривающей отслеживание технологических параметров разливки от промежуточного ковша до маркировочной машины и отбраковки заготовок, в том числе автоматическое
0,08
0,07
0,06
0,05
500 700 900 1100 1300
Расход ванадиевого шлака на плавку, кг
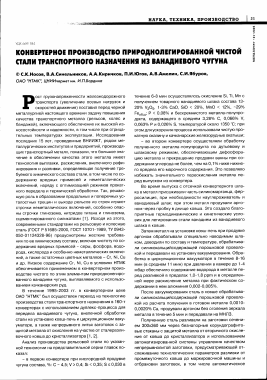
Рис. 1. Зависимость содержания ванадия в готовой стали от расхода ванадиевого шлака при легировании
поддержание уровня металла в кристаллизаторе, контроль скорости разливки и режима охлаждения заготовок. Из отлитых заготовок изготовлены и испытаны в соответствии с ГОСТом термоупрочненные рельсы.
По аналогичной технологии производится колесная и бандажная сталь с непрерывной разливкой на круглые заготовки диаметром 430 мм.
Результаты контроля рельсовой стали марки К76Ф указанной серии плавок показали, что данная технология стабильно обеспечивает производство металла в соответствии с требованиями ГОСТа по химическому составу (табл. 1).
Легирование ванадием из ванадиевого шлака, вводимого в металл во время выпуска из конвертера, обеспечило получение в готовом металле содержание ванадия в пределах от 0,042 до 0,078%, что надежно гарантирует выполнение требований ГОСТа Р 51685-2000 по содержанию этого элемента (табл. 1).
Зависимость содержания ванадия в готовой стали от расхода ванадиевого шлака дана на рис. 1. Окончательная корректировка содержания ванадия присадкой феррованадия в ковш-печь потребовалась лишь на одной плавке из двадцати.
По количеству и составу неметаллических включений рельсы из металла плавок характеризуются отсутствием строчечных включений глинозема, нитридов титана, а также глинозема, сцементированного силикатами. Длина строчек (табл. 2) хрупкоразру-шенных сложных оксидов (силикатов, алюминатов, шпинелей и др.) не превышала 0,2 мм, при норме не более 0,5 мм для рельсов категории "В".
Среднее содержание водорода в пробах перед разливкой составило 1,52 ррт при колебаниях 1,0-1,8 ррт; 36,8% плавок имели содержание водорода 1,5 ррт и менее, т.е. для них не требуется противофлокенная обработка. Остальные плавки, в том числе плавка без вакуу-мирования с содержанием водорода 2,9 ррт, подвергались противофлокенной термообработке. На проведенных плавках подтверждена известная взаимосвязь содержания водорода и серы в готовой стали (рис. 2).
Таблица 1. Химический состав ванадиевого чугуна, полупродукта и рельсовой стали, выплавленной дуплекс-процессом
Значение Массовая доля элементов, %
с Мп | 1 Р 1 8 I Сг N1 I Си А1 I V I Са
Ванадиевый чугун
Среднее 4,5 0,27 0,25 0,065 0,029 0,45
Полупродукт
Среднее 3,28 0,042 0 0,063 0,026 0,05 0,012 - 0,066 -
Оп-1 0,68 0,017 - 0,008 0,004 0,004 0,004 - 0,024 -
Рельсовая сталь марки К76Ф (20 плавок)
Среднее 0,75 0,85 0,33 0,015 0,017 0,037 0,052 0,010 0,0039 0,061 0,0011
Колебания 0,71- 0,82- 0,26- 0,009- 0,013- 0,028- 0,042- 0,006- 0,0028- 0,042- 0,0007-
0,78 0,90 0,36 0,021 0,021 0,049 0,055 0,018 0,0050 0,078 0,0020
Оп-1 0,023 0,023 0,031 0,0035 0,0024 0,005 0,002 0,003 0,0006 0,006 0,0003
Нормы ГОСТ 0,71- 0,75- 0,25- не более не более не более не более не более не более 0,03- -
Р 51685-2000 0,82 1,08 0,45 0,030 0,035 0,15 0,15 0,15 0,020 0,15
Таблица 2. Оценка неметаллических включений в рельсах из конвертерной стали К76Ф
№ № Балл включений по ГОСТ 1778-70 Длина строчек, мм
плавки шлифа сульфиды силикаты силикаты силикаты сульфидов хрупкоразрушенных
хрупкие пластинчатые недеформированные сложных оксидов
344826 А 2,5 1,0 1,0 0,5 0,6 0,2
2,5 1,0 - 0,5 0,5 0,2
Аз 3,5 1,5 1,0 0,5 1,0 0,2
Ч 2,0 1,0 - 0,5 0,4 0,1
X 2,0 1,0 - 0,5 0,4 0,1
*1 3,0 1,0 1,0 0,5 1,2 0,1
334489 А 2,5 0,5 1,5 1,0 1,0 0,05
А2 3,0 0,5 2,0 1,5 1,0 0,05
А4 4,0 1,0 1,0 2,0 1,0 0,1
1,5 0,5 - 1,0 0,7 0,1
*2 3,0 1,0 0,5 2,0 0,8 0,1
*3 2,0 2,0 2,0 -0,9 1,1 0,2
Примечание. А, А!, А2 А3 - шлифы от передних концов контрольных рельсов, соответствующих началу, а шлифы х, х,, х2, х3 - концу непрерывной разливки плавки.
Таблица 3. Механические свойства рельсов из стали К76Ф
Значение СТВ, Н/мм2 ат, н/мм2 8п, % KCU, Дж/см2
Среднее 1222 866 11,4 39 34,5
Колебания 1198-1256 848-890 8,3-16,0 34-46 29-44
Норма ГОСТ
Р 51685-2000,
не менее:
категория Т1 1180 800 8,0 25,0 25
категория Т2 1100 750 6,0 25,0 15
р.
>■
к к
я;
Е-1 Ы 2
Таблица 4. Твердость термоупрочненных рельсов из стали К76Ф
Значение Твердость рельса, HB
на поверхности катания головки на глубине от поверхности катания головки в шейке в подошве
10 мм | 22 мм
Среднее 347 347 332 344 342
Колебания 341-363 341-363 321-352 341-363 341-363
Норма ГОСТ
Р 51685-2000: не менее не более
категория Т1 341-401 341 321 388
категория Т2 321-401 321 300 388
По макроструктуре, качеству поверхности, микроструктуре, копровым испытаниям и остаточным напряжениям термоупрочненные рельсы из плавок стали К76Ф данной серии соответствовали требованиям, предъявляемым к рельсам категорий Т1, Т2.
По механическим свойствам и твердости (табл. 3, 4) рельсы также удовлетворяли требованиям ГОСТ Р 51685-2000 указанных категорий.
Таким образом, металлургическое качество рельсов из металла контрольных плавок серийного производства соответствовало требованиям, предъявляемым к рельсам категорий Т1 и Т2.
Дальнейшее совершенствование технологического п
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.