ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 3, 2012
УДК 539.3
© 2012 г. Одиноков В.И., Соснин А.А. МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССА ДЕФОРМАЦИИ
1
МЕТАЛЛА НА ЛИТЕИНО-КОВОЧНОМ МОДУЛЕ ГОРИЗОНТАЛЬНОГО ТИПА
Представлена математическая модель процесса деформации закристаллизовавшегося металла на горизонтальном литейно-ковочном модуле. В результате численного решения пространственной задачи определяются поля напряжений, скоростей перемещений, температур и деформаций в области пластического течения металла в заданном временном шаге нагружения.
Строится математическая модель разработанного в Институте машиноведения и металлургии ДВО РАН процесса деформации металла, реализующий идею полного совмещения процессов кристаллизации жидкого металла и его последующего деформирования в заданный профиль. Конструкция, реализующая данный процесс, выполнена в виде кристаллизатора с подвижными стенками, которые осуществляют отвод тепла из зоны кристаллизации, подачу металла в зону деформации, обжатие металла в заданный профиль, калибровку и выдачу профиля.
По данной технологии построена установка, конструкция которой изложена в работах [1—3]. В работе [4] представлены результаты экспериментальных исследований. Кинематика движения бойков описана в работе [5]. Для оптимизации процесса деформирования кристаллизующегося в данном технологическом процессе металла необходимо построение математической модели.
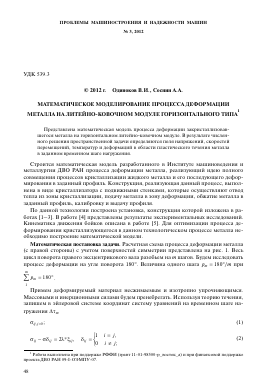
Математическая постановка задачи. Расчетная схема процесса деформации металла (с правой стороны) с учетом поверхностей симметрии представлена на рис. 1. Весь цикл поворота правого эксцентрикового вала разобьем на m шагов. Будем исследовать процесс деформации на угле поворота 180°. Величина одного шага pm = 180°/m при
m
XPm = 180° . 1
Примем деформируемый материал несжимаемым и изотропно упрочняющимся. Массовыми и инерционными силами будем пренебрегать. Используя теорию течения, запишем в эйлеровой системе координат систему уравнений на временном шаге на-гружения Дтт
=0; (1)
Oy - аду = А*Ьц =|0 i = j (2)
1 Работа выполнена при поддержке РФФИ (грант 11-01-98500-р_восток_а) и при финансовой поддержке
проекта ДВО РАН 09-1-0ЭМПУ-07.
'—1
ь
— 1
1-1
Рис. 1
1
а = -а 3
= 0,5 (ц + ц),
дв
X* = —,
Н
^.. = о, су—= йgradв), 1= 1,2,3 дт
(суммирование по повторяющимся индексам ц),
Т = Т(Н, Е, в), Н = (2Ц.)
1/2
(3)
где <5у — компоненты тензора напряжений; — компоненты тензора скоростей пластических деформаций; VI — проекции скоростей перемещений по координатам х., ; = 1, 2, 3; X — коэффициент теплопроводности; X = Х(9); 9 — температура; c — удельная теплоемкость; у — удельный вес. Функция Т = Т(Н, Е, 9) — определяется из эксперимента; Н — интенсивность скоростей деформаций сдвига, Е — степень деформации, 0 — температура.
В области, где металл находится в жидком состоянии, выполняются уравнения (1), (3), а уравнения (2) будут иметь вид
вц - ц = ц,
(4)
где ^ — коэффициент вязкости, т.е. имеем ньютоновскую жидкость.
Зоны твердого и жидкого металла определяются по температуре: 9 > 9кр — жидкий металл, 9 < 9кр — твердый металл, где 9кр — температура кристаллизации металла. Начальные условия:
при т = 0 ^ а0 = 0, Е0 = 0, 9 = 90,
(5)
где а 0 — угол поворота эксцентрикового вала, Е0 — начальная степень деформации металла, 90 — начальная температура в исследуемой области при полном раскрытии бойков (а 0 = 0). Температуру 90, в отличие от а 0 и Е0, необходимо найти.
Граничные условия (рис. 1). Полагаем, что граница исследуемой области описывается системой ортогональных поверхностей. Тогда
53 ,2
h
S,
S
9
8
3
ь
S■
7
S
(on = 012 = O13 )| s? = 0; (012 = O13) = 0; (022 = 021 = 02з)| s3 = 0;
(023 )s¡ = 0, i = 4,5,6; (021)s = -v¡t, , i = 4,5,6; ( =023)) = 0;
ии
(031 = °32})8 =0; (032}s9 =0; (031}s9 = -v9T, ; (6)
s2 =0; u21=0; u2|s¡ = -(u}i, i = 4,5,6;
U3| s = 0, i = 8,9; e| s =e¡, i = 2,..., 7,9; q|s = 0, i = 1,8,
где ts — предел текучести материала при сдвиге; и — нормирующая скорость; (иск)¡ = (им - ии— скорость скольжения металла (им) относительно скорости инструмента деформации (ии) на i-й поверхности контакта; (ип— скорость перемещения инструмента по нормали на i-й поверхности контакта; Q¡ — известные из эксперимента температуры на внешних поверхностях S¡; q|s — тепловые потоки через поверхности S, являющиеся поверхностями симметрии; уi — коэффициенты трения на поверхности S; скорость перемещения (ипопределяется кинематикой движения бойков [5].
Определение начального поля температур. При установившемся режиме изменение температуры в системе в процессе деформации происходит в течение одного цикла, т.е. при повороте эксцентрика от а 0 = 0 до а 0 = 180°. Далее наклонные бойки расходятся и следует продвижение металла бойками в сторону выхода по координате x¡ (рис. 1). Угол а при этом изменяется от 180 до 360°. Это период разгрузки. Считается, что за этот период происходит полная рекристаллизация деформируемого металла, т.е. следующий цикл начинается с начальных условий (5). Начальное поле температур перед циклом будем определять из следующего предположения: бойки раскрыты (а0 = 0): это предопределяет геометрию системы; полагаем, что масса металла как бы течет в зеве наклонных бойков. Скорость течения металла определяется скоростью движения плит (рис. 1) в сторону выхода.
Таким образом рассматривается стационарный процесс движения металла в замкнутом объеме. Тогда уравнение теплопроводности по областям для движущейся среды запишем в виде
су d0 = div (grade), где d0 = 0 + u¡ . dx dx dx¡
Так как процесс стационарный, то 0 = 0. Тогда — = u¡ —.
dx dxi
Полагаем, что траекторией движения является криволинейная координата хх, по-
d9 59
этому — = и1 —.
dx dx1
Окончательно получим
су и — = div(X gradG). (7)
5x1
При решении уравнения (7) задавали граничные условия (6).
Решение задачи. Решение системы дифференциальных уравнений (1)—(4) и (7) можно разбить на два этапа: 1 — решение уравнения теплопроводности на временном шаге Дтт с учетом начальных и граничных условий; 2 — решение системы дифференциальных уравнений, описывающих напряженно-деформированное состояние в целом по области на m-м шаге с учетом найденного температурного поля, начальных и граничных условий.
23
16
8
0^ 23
16
8 0
23 16 8 0
Шаг 1
25
32
700
38
700
48
700
39
58
50
650
63 76
88
101
550_
113 126 138
Шаг 3
650
600
550
500 450
63 79
95
111 127 143
175
Шаг 5
650
600
550
500 450
78
97
116 136 155 174 194 x1, мм
Рис. 2. Эпюры полей температур по шагам 1, 3, 5 (а = 30°, 90°, 150°) поворота эксцентрикового вала в поперечном сечении Х3 = 0 формирующегося металлоизделия
х, мм
2
Реализацию решения дифференциальных уравнений будем осуществлять численным методом, описанным в работах [6, 7].
Результаты теоретических исследований. На литейном модуле горизонтального исполнения разливаются сплавы из цветных металлов. Исследования проводили на технически чистом алюминии А1 99,5.
В работе [8] приведены экспериментальные данные по деформации А1 при разных скоростях и разных температурах.
Экспериментальные данные были аппроксимированы аналитическими зависимостями
= а0Е\а2 б"3, (8)
где — сопротивление деформации; Е — степень деформации; Е, — скорость деформации; 0 — температура деформации; ai (' = 0, 1, 2, 3) — параметры.
Так как (8) — опыты при одноосном сжатии образцов, то с использованием формул Т = С5/л/3, Г = Ел/3, н = ^>/3 перепишем (8) в инвариантной форме
Т = а0га1 н^е"3,
где Т — интенсивность касательных напряжений, Г — интенсивность деформаций сдвига, Н — интенсивность скоростей деформаций сдвига.
Для определения а, (' = 0, ..., 3), используем метод наименьших квадратов. В результате решения были получены коэффициенты а, (' = 0, 2, 3): а0 = 11,01, а1 = 0,04,
Рис. 3. Эпюры а22 (кг/мм2) по шагам 1, 3, 5 на поверхности формирующегося металлоизделия
а2 = 0,23, а3 = -0,1 при 9 < 240°; а0 = 278007, а1 = 0,14, а2 = 0,14, а3 = -1,97 при 0 > 240°. Погрешность аппроксимации не превышает 3%.
При решении задачи принимали: температура заливки жидкого металла 0* = 750° ; температура кристаллизации 0к = 680°, z = 2,7 • 103 кг/м3 — удельный вес металла; X = 0,238 Вт/мм • °С; С = 1000 Дж/кг; Да = 30°; е = 3 мм; е{ = 10 мм; Я2 = 50 мм; й = 40 мм, уI = 0,7 (; = 4, 5, 6); у9 = 0,1; Ь = 20 мм; у = 10°; к0 = 23 мм; к = 3^6 мм — толщина полосы на выходе из устройства.
Температуру на поверхностях контакта металла с инструментом деформации задавались по данным экспериментальных исследований и аппроксимировались полилинейными функциями.
На рис. 2—4 представлены некоторые результаты расчетов при к = 6 мм. На рис. 2 представлены поля температур в поперечном сечении х3 = 0 формирующегося металлоизделия по различным шагам поворота эксцентрикового вала. По мере поворота эксцентрикового вала длина жидкой фазы уменьшается. Температура на выходе заготовки (шаг 5) составляет 400°.
На рис. 3 представлены эпюры 022 на поверхности формирующегося металлоизделия по шагам поворота эксцентрикового вала Да. Видно, что по мере поворота эксцентрикового вала длина зоны деформации растет. Растут и сжимающие напряжения 022. Падение 022 на выходе объясняется тем, что в следствие кинематики процесса деформации, плоскость калибрующего участка бойка устанавливается в строго горизонтальное положение только при а = у + 180° ; при меньших углах он несколько задран (составляет с горизонтальной плоскостью плавающий угол). Наибольшие (по моду-
23
16
0,002
0,009 0,016 Шаг 1; а = 30'
0,023
25 38 50 63 76 88 101 113 126 138
23
16
0
0,014
0,057
0,100
Шаг 3; а = 90
0,142
32 48 63 79 95 111 127 143 159 175
23
16
0
0,022
0,089
0,156
3
Шаг 5; а = 150°
0,223
0,357
39 58 78 97 116 136 155 174 194 213
x1, мм
Рис. 4. Эпюры деформаций по шагам 1, 3, 5 на оси симметрии Х3 = 0
лю) напряжения 022 достигают на переходном участке от наклонного к калибрующему в сечении скругления бойка радиусом R2.
На рис. 4 приведены деформации по шагам а в пл
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.