ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 4, 2014
ЭКСПЕРИМЕНТАЛЬНАЯ МЕХАНИКА, ДИАГНОСТИКА, ИСПЫТАНИЯ
УДК 621.785.53:620.178.16 : 620.186
© 2014 г. Герасимов С.А.1, Куксенова Л.И.2, Лаптева В.Г.2, Фахуртдинов Р.С.1, Данилов В.Д.2, Щербаков Ю.И.2, Алексеева М.С.2, Смирнов А.Е.1, Громов В.И.3
МЕХАНИЧЕСКИЕ СВОЙСТВА ТЕПЛОСТОЙКИХ СТАЛЕЙ ПОСЛЕ АКТИВИЗАЦИИ ПРОЦЕССА ЦЕМЕНТАЦИИ
1МГТУим. Н.Э. Баумана, г. Москва;
2 Институт машиноведения им. А.А. Благонравова РАН, г. Москва;
3 ФГУП Всероссийский научно-исследовательский институт авиационных материалов,
г. Москва e-mail: lkukc@mail.ru
Представлены результаты оценки микротвердости, износостойкости и контактной выносливости теплостойких сталей ВКС-7 и ВКС-10 после активизации процесса цементации, включающей два этапа: предварительную пластическую деформацию методом теплой осадки и вакуумную цементацию. Подтверждена реальность существования дополнительных и значительных ресурсов повышения комплекса эксплуатационных свойств ответственных деталей машин.
Значительные ресурсы повышения комплекса эксплуатационных свойств ответственных деталей машин заключены в разработке новых технологий термической и химико-термической обработки, основанных на активизации процессов диффузионного насыщения и обеспечивающих объемное и поверхностное мелкодисперсное состояние.
Создание в деталях машин мелкодисперсного состояния поверхностного слоя достигается с использованием методов интенсивного пластического деформирования [1] и высокоэффективных процессов химико-термической обработки [2]. При получении мелкодисперсного состояния наблюдается существенное повышение скоростей диффузионного насыщения поверхности углеродом, азотом и другими элементами, что может привести к существенному изменению технологии химико-термической обработки.
Главное достоинство вакуумной цементации состоит в формировании диффузионных слоев высокой несущей способности. Процесс цементации широко применяется для упрочнения ответственных деталей турбо- и моторостроения, гильз цилиндров двигателей внутреннего сгорания, зубчатых колес, валов. Вместе с тем потенциальные возможности этого процесса не исчерпаны.
Таблица 1
С Сг N1 Мо Мп
ВКС- 7 0,14-0,18 1,8-2,2 2,7-3,0 0,40-0,60 0,30-0,60 0,20-0,30
ВКС- 10 0,10-0,15 3,0-3,4 2,7-3,0 1,90-2,30 0,30-0,60 0,20-0,50
81 V № А1 8 Р
ВКС- 7 0,17-0,37 0,10-0,20 0,10-0,20 0,02-0,07 Не более 0,015 Не более 0,025
ВКС- 10 0,17-0,37 0,05-0,15 0,05-0,15 Не более 0,04 Не более 0,015 Не более 0,015
Целью настоящей статьи является обеспечение требований повышенной твердости, износостойкости и контактной выносливости теплостойких сталей путем применения новой технологии термической и химико-термической обработки, основанной на активизации процесса диффузионного насыщения при вакуумной цементации.
Исследуемые материалы и обработка. Испытываемые образцы изготавливали из теплостойких сталей ВКС-7 (16Х2Н3МФБАЮ-Ш по ТУ 14-1-4483-88) и ВКС-10 (13Х3Н3М2ВФБ-Ш по ТУ 14-1-4999-91). Химический состав исследуемых сталей (масс. %) приведен в табл. 1. Эти стали используются для изготовления высоконагру-женных деталей машин после поверхностного упрочнения путем азотирования, цементации и нитроцементации.
При подготовке к вакуумной цементации проводили закалку образцов из стали ВКС-7 при температуре 880° (закалочная среда — масло) и высокий отпуск при температуре 570°, время обработки 3 ч. Образцы из стали ВКС-10 подвергали закалке при температуре 1010° и высокому отпуску при температуре 570°, время обработки 3 ч. Для создания мелкодисперсного состояния поверхностного диффузионного слоя образцы из сталей ВКС-7 и ВКС-10 подвергали предварительной интенсивной пластической деформации — осадке (степень деформации 80%) при температуре 700° в условиях мультиосевой деформации [2].
Вакуумную цементацию осуществляли на опытной установке вакуумной цементации и нитроцементации при температуре 940°. Выход на температурный режим вакуумной цементации проводили при нагреве образцов последовательно до 800°, 900° и 940°. Рабочая среда — ацетилен. Общее время цементации 6 ч с соблюдением соотношений времени насыщения и времени диффузии.
После цементации образцы подвергали высокому отпуску при температуре (650 ± 10)° в течение 5 ч и закалке. Закалку образцов из стали ВКС-7 проводили по режиму: нагрев до температуры 880°, охлаждение в масле, обработка холодом при температуре — 70°, отпуск при температуре 200°. Закалку образцов из стали ВКС-10 проводили по режиму: температура закалки 1010°, охлаждение в масле, отпуск при температуре 510°, выдержка 1 ч, охлаждение на воздухе, обработка холодом при температуре —70°, выдержка 2 ч, отпуск при температуре 510°, выдержка 1 ч, охлаждение на воздухе.
После вакуумной цементации образцы подвергали шлифованию.
Методики проведения испытаний. Оценка микротвердости. Распределение микротвердости по толщине цементованного слоя оценивали на поперечном шлифе, полученном на образцах, вырезанных на станке Duscotom-6 с охлаждением в воде. Шлифование и полирование запрессованных в специальную смолу образцов проводили на автоматизированной установке Те§гатт-25. Для травления шлифов применяли 5%-й спиртовой раствор азотной кислоты. Оценку микротвердости проводили на микротвердомере Durascan-70 при нагрузке 100 г.
Испытания на износостойкость образцов проводили по двум схемам:
1. На восьмипозиционном стенде с возвратно-поступательным движением сопрягаемых образцов, имеющих плоские поверхности трения [3]. Испытываемый образец 1 после активизированной вакуумной цементации с меньшей поверхностью трения является неподвижным, и к нему прикладывается нагрузка. В качестве контробразца (образец 2 с большей поверхностью трения) использовали сталь 20 в состоянии после цементации в твердом карбюризаторе и закалки до твердости 59—60 НЯС. Он совершает возвратно-поступательное движение относительно неподвижного образца со средней скоростью скольжения 0,19 м/с. Ход подвижного образца Н = 0,04 м. Смазочным материалом служила пластичная смазка Литол-24 (ТУ 0254-116-04001396-05), предназначенная для смазывания всех типов подшипников качения и скольжения, шарниров зубчатых передач, индустриальных механизмов и электромашин. Износ упрочненного слоя определяли после работы на стенде в течение 15 ч при р = 10 МПа N =705,6 Н). Величину линейного износа и интенсивности изнашивания по ГОСТ 27674-88 оценивали по потере массы образцов пяти аналогичных пар трения.
2. На стенде СМЦ-2 в условиях качения с проскальзыванием, характерных для работы зубчатых передач [4]. В испытании участвуют два ролика: ролик 1 из испытываемой стали и сопряженный ролик 2 из стали 18ХГТ (60 НЯС), прошедшей цементацию в твердом карбюризаторе. Приработку осуществляли при капельной смазке маслом индустриальным И-20А (ГОСТ 20799-88) со скоростью 30 капель/мин в условиях ступенчатого повышения нагрузки через каждые 10 мин работы. Ступени нагружения при приработке: 200, 300, 400 и 500 Н до полного прилегания поверхностей трения. Износ упрочненного слоя определяли после работы на стенде в течение 1 ч при N = 500Н (р = 348 МПа) и V = 0,96 м/с, проскальзывании 4,8% в масле И-20А. По окончании испытаний фиксировали величину потери массы, а величину интенсивности изнашивания по ГОСТ 27674-88 определяли расчетом по величине потери массы.
Испытания на контактную усталость. Целью испытаний является определение предела контактной выносливости цементованных образцов из стали ВКС-7 при ограниченном объеме партии. Эти испытания проводили по ГОСТ 25.501-79 на двух-позиционном стенде Ш-17, позволяющем смоделировать контакт зубьев вблизи полюса зацепления [5]. Геометрическая модель испытаний: образец диаметром d = 30,2 мм сжимается с двух сторон в радиальном направлении нажимными контртелами диаметром В = 121 мм. Исследуемый образец приводится во вращение с помощью повышающей зубчатой передачи; контртела приводятся во вращение с помощью понижающих зубчатых передач, связывающих валы образца и контртела. Суммарная скорость качения 25,47 м/с, скорость скольжения на отстающей поверхности образца 0,75 м/с (удельное скольжение на этой поверхности 6,1%). Нагружение исследуемых образцов осуществляли с помощью пружин сжатия. Испытания проводили при обильной подаче масла И-20А в зону контакта образцов и нажимных контртел.
Методикой проведения испытаний на контактную усталость предусматривался этап проверки качества прилегания образцов и нажимных контртел по ширине дорожки контакта под нагрузкой 50 и 150 кг на пружинах сжатия узла нагружения. Смещение полосок контакта на образце от двух контртел не превосходил 0,1 мм, а прилегания контактных поверхностей добивались по всей ширине дорожки контртела.
Далее следовал этап 30-ти минутной приработки образцов и контртел при каждой нагрузке на пружине сжатия, равной 50, 100 и 150 кг. После каждой нагрузочной ступени контролировали качество прилегания и состояния контактных поверхностей.
После приработки на последней нагрузочной ступени, не останавливая привод вращения, устанавливали рабочие нагрузки на пружинах сжатия, соответствующие диапазону максимального нормального напряжения 2160—1690 МПа. На каждой рабочей нагрузке испытания проводили до питтинга контактной поверхности образцов с регистрацией соответствующих чисел циклов нагружения, либо до получения базового числа циклов нагружения, равного (1,5 — 3) • 107.
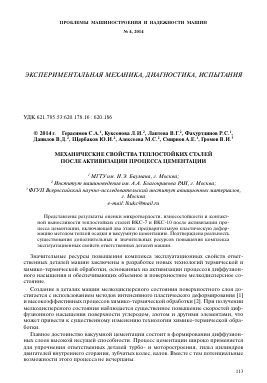
НУ НУ
Рис. 1 Рис. 2
Рис. 1. Распределение микротвердости НУ по толщине цементованного слоя после интенсивного пластического деформирования и вакуумной цементации: 1 — сталь ВКС-7; 2 — сталь ВКС-10 Рис. 2. Распределение микротвердости НУ по толщине цементованного слоя после вакуумной цементации: 1 — сталь ВКС-7; 2 - сталь ВКС-10
Пределом контактной выносливости являлось напряжение, при котором испытано не менее пяти образцов, причем не менее трех из них не разрушались до базового числа циклов нагружения.
Результаты испытаний и их обсуждение. В изучаемом процессе вакуумной цементации реализована концепция двухэтапной технологии упрочнения: создание термически стабильного мелкодисперсного состояния
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.