ПРИБОРЫ И ТЕХНИКА ЭКСПЕРИМЕНТА, 2014, № 6, с. 75-78
ОБЩАЯ ЭКСПЕРИМЕНТАЛЬНАЯ ТЕХНИКА
УДК 62-427.27:533.952
МНОГОПРОВОЛОЧНЫЕ ЛАЙНЕРЫ С ПРОФИЛИРОВАННОЙ МАССОЙ © 2014 г. Е. В. Грабовский, В. В. Джангобегов, Г. М. Олейник
ГНЦРФ "Троицкий институт инновационных и термоядерных исследований" Россия, 142190, Москва, Троицк, ул. Пушковых, владение 12 E-mail: jvv88@triniti.ru Поступила в редакцию 14.04.2014 г. После доработки 12.05.2014 г.
Описаны многопроволочные лайнеры с профилированной по высоте массой из вольфрамовых проволок, полученные путем катодного распыления. С помощью растрового электронного микроскопа зарегистрированы изображения проволок, определен их диаметр. Лайнеры обладают таким профилем распределения линейной массы по высоте, при котором возможно компактное трехмерное сферическое сжатие при токовой имплозии.
DOI: 10.7868/S0032816214060160
ВВЕДЕНИЕ
Быстрое сжатие (~ 100 нс) цилиндрических лайнеров мегаамперным током позволяет создавать плотную высокотемпературную плазму многозарядных ионов и получать тепловое излучение высокой интенсивности, применимое для задач инерциального термоядерного синтеза.
Цилиндрический лайнер представляет собой сборку, проволоки которой эквидистантно по азимутальному углу расположены на поверхности цилиндра диаметром Б = 8—20 мм и соединены с металлическими электродами. В экспериментах на генераторе сверхвысокой импульсной электрической мощности "Ангара-5-1" [1] обычно используются сборки из вольфрамовых проволок количеством от 16 до 80 и диаметром от 6 до 13 мкм, высота проволок составляет 15—18 мм.
В последнее время на установке "Ангара-5-1" ведутся исследования токовой имплозии квазисферических проволочных лайнеров (к.п.л.)
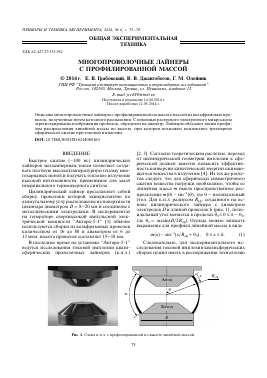
[2, 3]. Согласно теоретическим расчетам, переход от цилиндрической геометрии имплозии к сферической должен заметно повысить эффективность конверсии кинетической энергии сжимающегося вещества в излучение [4]. Из тех же расчетов следует, что для сферически симметричного сжатия вещества нагрузки необходимо, чтобы ее линейная масса т имела пространственное распределение т(9) ~ 8Ш-1(9), где 9 — полоидальный угол. Для к.п.л. радиусом Ясф, созданного на основе цилиндрического лайнера с диаметром электродов Б и длиной проволок Н (рис. 1), полоидальный угол меняется в пределах 90 < 9 < п — 90, где 90 = аго81п(Б/2^сф). Отсюда можно записать выражение для профиля линейной массы в виде
m(x) ~ sin-1^/^ + 90), 0 < x < h.
(1)
Следовательно, для экспериментального исследования токовой имплозии квазисферических сборок нужно иметь в распоряжении технологию
76
ГРАБОВСКИИ и др.
<%22> &2> <%22> &2> 1ф ф ф ф-
2 О
3 О
4 О
5 О
6 О
7 О
8 О
<&2> <&2> <&2> <&2> Образцы
Эталон
д _ Длина об-р-заа.:^]:!,;— Число точек
Рис. 2. Схема проведения измерений диаметра проволок.
формирования у сборок заданного профиля линейной массы по высоте.
В работе [5] был предложен способ изготовления квазисферической нагрузки с профилированной массой в виде "проволочной корзины", однако неизвестно, была ли реализована эта идея на практике.
В экспериментах на установке "Ангара-5-1" к.п.л. формируются из стандартных цилиндрических и конических проволочных лайнеров при помощи электростатического растяжения допол-
нительным электродом [2]. Для создания профиля линейной массы у исходных лайнеров применяется разработанная в ГНЦ РФ ТРИНИТИ методика напыления дополнительного вещества на отдельные участки проволок путем термического испарения в вакууме [3]. Недостаток данной технологии заключается в том, что в качестве напыляемого вещества допускается использование лишь металлов с невысокой температурой плавления (висмут, алюминий, индий), в то время как обычно применяемые проволочные нагрузки со-
Рис. 3. Результаты измерений диаметра проволок с помощью растрового электронного микроскопа (приведены фотографии, сделанные растровым электронным микроскопом \^а3 Те8еап, в правом нижнем углу каждого кадра — номер точки, Б1 — измеренный диаметр проволоки).
МНОГОПРОВОЛОЧНЫЕ ЛАЙНЕРЫ С ПРОФИЛИРОВАННОЙ МАССОЙ
77
14 13 12 11 10 9
(а)
а - 8ш 2 (х + V я
Серия № 1
J_I_I
? (б) V У с0 1
1111 1 1 1 Серия № 2 1 1 1
10 9 8 7
10 9 8 7 6
Серия № 5
0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8
Высота лайнера х, см
Серия № 4
_|_I_I_I_I_I_I_I_I
0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8
Высота лайнера х, см
Рис. 4. Усредненные профили проволочных лайнеров после обработки, полученные в различых сериях экспериментов: а, б — для лайнеров из 16-ти вольфрамовых проволок с начальным диаметром ^ = 13.2 ± 0.3 мкм каждая; в, г и д — для лайнеров из 30-ти вольфрамовых проволок с начальным диаметром ^ = 9.0 ± 0.2 мкм. Сплошной линией приведены для сравнения профили, задаваемые формулой (2) (а—г), и профиль, определяемый зависимостью С(х) ~ ~ 8т-1(х/^сф + 60) (д). Параметры лайнера: В = 12 мм, Ясф = 9.6 мм и 00 = 38.7°.
0
стоят из тугоплавкого вольфрама. Как было установлено в работах [6, 7], при характерных для установки "Ангара-5-1" условиях эксперимента интенсивность производства плазмы из вольфрама выше, чем из висмута и алюминия. Таким образом, при изготовлении к.п.л. с применением вышеописанного метода в их состав входят материалы с различной скоростью плазмообразова-ния, что может оказать негативное влияние на динамику их токового сжатия.
Для создания лайнеров из вольфрама с профилированной линейной массой по высоте предложена принципиально новая технология, основанная на уменьшении диаметра отдельных участков проволок путем катодного распыления. Сложность реализации данного метода связана с тем обстоятельством, что изменять диаметр необходимо сразу на всех проволоках в готовой сборке. Улайнера с профилем линейной массы, определяемым выражением (1), диаметр проволок дол-
жен изменяться по высоте в соответствии с формулой
с1(х) = Ск(В/(2ЯСф^]п(х/Ясф + 00)))1/2, (2)
где Ск — диаметр проволоки на концах.
Ниже представлены параметры лайнеров, изготовленных с помощью вышеупомянутого способа, в виде зависимости диаметра проволок от их высоты. Измерения диаметра выполнены с помощью растрового электронного микроскопа.
ЛАЙНЕРЫ С ПРОФИЛИРОВАННОЙ ЛИНЕЙНОЙ МАССОЙ
Были проведены эксперименты по формированию профиля линейной массы у проволочных лайнеров с применением предложенной технологии; в зависимости от условий обработки лайнера эксперименты объединены в серии. По завершении каждого процесса обработки для контроля
78
ГРАБОВСКИЙ и др.
изменения диаметра проволок проводилась следующая процедура. От лайнера отрезались по 4—6 образцов равноудаленных друг от друга проволок. Схема проведения измерений показана на рис. 2. Образцы приклеивались к графитовой пластине, после чего исследовались с помощью растрового электронного микроскопа (Zeiss EVO MA 10 или Vega3 Tescan). Диаметр каждой проволоки измерялся по всей длине с шагом 1—3 мм. В зависимости от длины образца и выбранного шага получалось от 5 до 17 точек. Начальный диаметр определялся по эталонной проволоке, приклеенной к той же пластине. Фотографии участков проволок, сделанные растровым электронным микроскопом Vega3 Tescan, показаны на рис. 3.
По результатам измерений диаметра всех образцов определялся средний диаметр проволок лайнера в зависимости от высоты. На рис. 4 представлены лучшие результаты, полученные для каждой серии экспериментов по уменьшению диаметра проволок.
В итоге были подобраны такие условия обработки, при которых удавалось сформировать у лайнера профиль, близкий к задаваемому выражением (2) при значениях параметров D = 12 мм, В^ф = 9.6 мм и 90 = 38.7° (рис. 4г). Кроме того, по мере дальнейшего освоения методики обработки удалось изготовить лайнеры с профилем, соответствующим зависимости d(x) ~ sin^x/R^ + 90).
ЗАКЛЮЧЕНИЕ
Показана возможность создания путем катодного распыления профиля линейной массы по высоте цилиндрической сборки из микронных вольфрамовых проволок. Представлены изображения полученных проволок. Изготовлены нагрузки с распределением линейной массы, удовлетворяющим условию т(9) ~ sin-1(0), для создания квазисферических лайнеров при исследованиях трехмерной токовой имплозии на установке "Ангара-5-1".
Авторы выражают благодарность сотрудникам ГНЦ РФ ТРИНИТИ В.А. Барсуку, Р.Н. Родионову за проведенные измерения диаметра образцов проволок и С.Ф. Медовщикову за изготовление лайнеров, использованных в опытах.
Работа выполнена в рамках контракта Н.4х.44.90.13.1108 с государственной корпорацией по атомной энергии "Росатом" и при частичной поддержке Российского фонда фундаментальных исследований по грантам: № 13-02-00013;№ 13-02-00482.
СПИСОК ЛИТЕРАТУРЫ
1. Альбиков З.А., Велихов Е.П., Веретенников А.И., Глухих В.А., Грабовский Е.В., Грязное Г.М., Гусев О.А., Жемчужников Г.Н., Зайцев В.И., Золотовский О.А., Истомин Ю.А., Козлов О.В., Крашенинников И.С., Курочкин С.С., Латманизова Г.М., Матвеев В.В., Минеев Г.В., Михайлов В.Н., Недосеев С.Л., Олей-никГ.М., Певчев В.П., Перлин А.С., Печерский О.П., Письменный В.Д., Рудаков Л.И., Смирнов В.П., Цар-фин В.Я., Ямпольский И.Р. // Атомная энергия. 1990. Т. 68. Вып. 1. С. 26.
2. Грабовский Е.В., Грицук А.Н., Смирнов В.П., Александров В.В., Олейник Г.М., Фролов И.Н., Лау-хинЯ.Н., Грибов А.Н., Самохин А.А., Сасоров П.В., Митрофанов К.Н., Медовщиков С.Ф. // Письма в ЖЭТФ. 2009. Т. 89. № 7. С. 371.
3. Александров В.В., Волков Г.С., Грабовский Е.В., Грибов А.Н., Грицук А.Н., Лаухин Я.Н., Митрофанов К.Н., Олейник Г.М., Сасоров П.В., Фролов И.Н. // Физика плазмы. 2012. Т. 38. № 4. С. 345.
4. Смирнов В.П., Захаров С.В., Грабовский Е.В. // Письма в ЖЭТФ. 2005. Т. 81. № 9. С. 556.
5. Nash T.J., McDaniel D.H., LeeperR.J., DeeneyC.D., San-ford T.W.L., Struve K.W., DeGroot J.S. // Phys. Plasmas. 2005. V 12. P. 052705. DOI: 10.1063/1.1890945.
6. Александров В.В., Барсук В.А., Грабовский Е.В., Грицук А.Н., Зукакишвили Г.Г., Медовщиков С.Ф., Митрофанов К.Н., Олейник Г.М., Сасоров П.В. // Физика плазмы. 2009. Т. 35. № 3. С. 229.
7. Александров В.В., Митрофанов К.Н., Грицук А.Н., Фролов И.Н., Грабовский Е.В., Лаухин Я.Н. // Физика плазмы. 2013. Т. 39. № 10. С. 905. DOI: 10.7868/S0367
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.