ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 2, 2014
УДК 539.3; 628
© 2014 г. Одиноков В.И., Бондаренко С.В.
МОДЕЛИРОВАНИЕ ПРОЦЕССА ДЕФОРМАЦИИ МЕТАЛЛА, ИМЕЮЩЕГО ДЕФЕКТЫ, НА ЛИТЕЙНО-КОВОЧНОМ МОДУЛЕ
Процесс получения заготовок на литейно-ковочном модуле (ЛКМ) включает заливку жидкого металла, его кристаллизацию и деформацию в заданный профиль (рис. 1). По данному процессу в Институте машиноведения и металлургии ДВО РАН были опубликованы основные результаты экспериментальных и теоретических исследований [1—4]. В зоне кристаллизующегося металла имеют место различного рода дефекты в виде пор, раковин и т.д. (рис. 2). Очень важно знать их эволюцию в процессе деформации, чтобы найти режимы работы ЛКМ для их ликвидации. С этой целью необходимо построение соответствующей математической модели.
Математическая постановка задачи. Рассмотрим процесс деформации на ЛКМ вертикального типа (рис. 1). Схема деформации металла с учетом поверхностей симметрии представлена на рис. 3. Дефект в металле моделируется наличием полости определенных геометрических размеров. Весь поворот эксцентрикового вала разобьем на т шагов. Будем исследовать процесс деформации на угле поворота 180°. Величина одно-
т
го шага Р„ = 180°/т при ^ Рт = 180°.
- т
1
Деформируемый материал примем несжимаемым и изотропно упрочняющимся. Массовыми и инерционными силами будем пренебрегать. Используя теорию течения, запишем систему уравнений на временном шаге Атт в декартовой системе координат
= о, ^ = а= <0• ';.»,
I о, I *.,
1 г % _ л (1)
3
0 а = 1 = 0,5 ( и,. + I),
1 * = Т = Т(н, Е, 9), Н = (2%.)1/2,
с у = а1у (1 grad 9), (2)
дт
где г = 1, 2, 3 (суммирование по повторяющимся индексам г,у); а,у — компоненты тензора напряжения; — компоненты тензора скоростей пластических деформаций; иг — проекция скоростей перемещений по координатным осям (г = 1, 2, 3); 1 — коэффициент теплопроводности; 1 = 1(9); 9 — температура; с — удельная теплоемкость; у — удельный вес; функция Т = Т(Н, Е, 9) определяется из эксперимента; Н — интенсивность скоростей деформаций сдвига; Е — степень деформации.
%
V/VQ 1,0
120 а
Рис. 1
Рис. 4
Рис. 1. Схема литейно-ковочного модуля вертикального типа: 1 — эксцентриковые приводные валы, 2 — за-ливочно-дозирующее устройство, 3 — боковая плита, 4 — боек, 5 — эксцентриковый приводной вал, 6 — заготовка
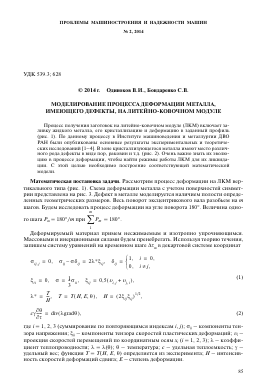
Рис. 4. Изменение объема пустот в процессе поворота эксцентрикового вала на угол а
В области, где металл находится в жидком состоянии, имеем ньютоновскую жидкость
Ъц - = 2(3)
где р — коэффициент вязкости. Зоны твердого и жидкого металла определяются по температуре: 9 > 9кр — жидкий металл; 9 < 9кр — твердый металл, где 9кр — температура кристаллизации.
Начальные условия: т = 0 ^ а0 = 0; E0 = 0; 9 = 90 (4), где а0 — угол поворота эксцентрикового вала; E0 — начальная степень деформации металла; 90 — начальное поле температур при а0 = 0 находится из предположения, что поток металла движется стационарно через раскрытый зев наклонных бойков [4].
Граничные условия (рис. 3). Полагаем, что граница исследуемой области описывается системой ортогональных поверхностей, тогда имеем
'12
3)|5. = 0 ' = 2> 7; (Ъ22 = Ъ21 = Ъ23) = 0, СТ23|= 0, ' = 4> 5> 6;
(ъ21 )|8, = , . = 4 5> 6; (ъ21 = Ъ23)^ = 0; (ъ31 = Ъ32) |58 = 0
( иск )9.
(5)
(Ъ32 )| 59 = 0; (ъ31 )| 59 = -^9т5 —;— ; (Ъ
12
3 )| 5 = 0, I = 10, 11;
(ъ22 = Ъ21 = Ъ23) |5. = 0, ' = 12, 13; (Ъ33 = Ъ31 = Ъ33 )| 5. = 0, ' =
= 14, 15;
1
= 0; и215 = -(оп)., I = 4, 5, 6; 03!^ = 0, . = 8, 9;
9= 9., . = 2, ..., 7, 9; д\8 = 0, ; = 1, 8.
Рис. 2. Дефекты в залитом в ЛКМ металле после его охлаждения в вертикальной (рис. 1) плоскости симметрии
I У
Рис. 3
Здесь т5 — предел текучести материала при сдвиге; и — нормирующая скорость, (иск), = (им — ии), — скорость скольжения металла (им) относительно скорости инструмента деформации (ии) на ,-й поверхности контакта; (и„) , — скорость перемещения инструмента по нормали на ,-й поверхности контакта; 9,- — известные из эксперимента температуры на внешних поверхностях 5,; — тепловые потоки через поверхности S¡, являющиеся поверхностями симметрии; у, — коэффициенты трения на поверхностях 5,; скорость перемещения (и„) , ( , = 4, 5, 6) определяется кинематикой движения бойков.
Для решения уравнений (1)—(3) при наличии граничных условий (4), (5) использовали численные методы, описанные в [5]. Суть методов состоит в том, что исследуемая область разбивается на ортогональные криволинейные элементы, для каждого элемента записываются в разностной форме уравнения (1)—(3), которые решаются по разработанным численным схемам [4, 5] при наличии начальных (4) и граничных условий (5), (6). Результатом решения являются поля напряжений, скоростей переме-
Рис. 5
щений и температур в исследуемой области на каждом временном шаге. При решении задачи использовался пакет программ [6, 7].
Результаты теоретических исследований. С целью сопоставления теоретических и расчетных данных решали задачу по холодной деформации свинцовой заготовки.
Параметры, определяющие геометрию системы (рис. 3): к0 = 15 мм; кх = 4 мм; Ь = 30 мм; у = 8°; R1 = 50 мм; /1 = 45 мм; /2 = 60 мм; e = 3 мм; ep = 10 мм, где e — величина эксцентрика привода наклонных бойков, ep — величина эксцентрика привода вертикальных плит, п — скорость вращения эксцентриковых валов.
При теоретических расчетах модель деформируемой среды T = T(H, E, 9) в системе (1)
построена путем аппроксимации экспериментальных данных [8] с учетом T = aS / 43 ,
H = ^л/3 , Г = Е^Ь , что справедливо для простого нагружения, при котором проводили эксперимент
Т = 1,72 -(Г)0'36 • Я0'09. (7)
Коэффициенты в (7) найдены методом наименьших квадратов. Погрешность аппроксимации не превышает 5%.
Коэффициент трения у, = 1000, , = 4, 5, 6, что соответствует практически полному прилипанию металла к инструменту, = 0 ^ ст31= 0.
Размеры пустот а1 х а2 х а3 = 3 х 2 х 7 мм задавали кратными размерам наносимой расчетной сетки. Начальные координаты пустот: 1 — х1 = 55,5 мм; х2 = 0, х3 = 0; 2 — х1 = 70,7, х2 = 6,8, х3 = 22,5; 3 — х: = 64,6, х2 = 11,7, х3 = 0; 4 — х: = 64,6, х2 = 0, х3 = 0.
На рис. 4 приведены теоретические результаты поведения дефектов (пустот) при деформации металла на ЛКМ вертикального типа. При этом V — текущий объем раковины (пустоты); V) — начальный объем раковины. Из рис. 4 видно, что пустоты наиболее интенсивно закрываются в слое (2), близком к поверхности наклонных бойков (рис. 3, поверхность 54). Кроме того, следует отметить, что результаты на рис. 4 приведены за один оборот. Каждый дефект (1, ..., 4) проходит очаг деформации, по крайней мере, за три поворота эксцентрикового вала. Следовательно, все пустоты заданных размеров (особенно у поверхности наклонных бойков) должны полностью закрыться. С этой целью был проведен эксперимент, в ходе которого была осуществлена деформация трех свинцовых полос с круглыми отверстиями диаметром 5 мм (рис. 5, а). После осуществления деформации видно, что отверстия в центральной пластине значительно уменьшились (рис. 5, б), а в пластине, примыкающей к поверхности — полностью исчезли (рис. 5, в).
Это объясняется тем, что в зоне интенсивной деформации (под поверхностями S4, S5, S6) напряжения стп, ст22, ст33 сжимающие, а гидростатическое давление ст в приграничных к бойкам слоях выше (по абсолютной величине), чем в остальном объеме.
На рис. 6 приведены графики сти, ст22, ст — в плоскости симметрии х3 = 0 при деформации полосы без дефектов. Видим, что в приконтактном к бойкам слое нормальные
Рис. 6. Графики 022, Пц, а в плоскости симметрии x3 = 0: 1 — на оси симметрии; 2 — в слое, приконтактном к наклонным бойкам
напряжения сти и ст выше (по абсолютной величине), чем в слое при x2 = 0. Это свидетельство правильности выбранного режима — прилипания металла к бойкам на поверхности Si = 0, i = 4, 5, 6.
На рис. 7 приведены графики ст22, ст в плоскости x:x2, в которой расположен дефект № 1 при повороте эксцентрикового вала на угол 120°.
Работа выполнена при финансовой поддержке РФФИ (Гранты 11-01-98500 и 12-1-0ЭММПУ-06).
СПИСОК ЛИТЕРАТУРЫ
1. Одинокое В.И., Стулов В.В. Литейно-ковочный модуль. Литье и деформация. Владивосток: Дальнаука, 1998. 150 с.
2. Одинокое В.И., Проскуряков Б.И., Черномас В.В. Непрерывный процесс кристаллизации металла при одновременном его деформировании. М.: Наука, 2006. 111 с.
3. Одинокое В.И., Проскуряков Б.И., Черномас В.В. и др. Повышение надежности литейно-ко-вочного модуля // Проблемы машиностроения и надежности машин. 2009. № 2. С. 66—69.
4. Одинокое В.И., Ловизин Н.С., Скляр С.Ю. Моделирование процесса деформации металла на литейно-ковочном модуле // Математическое моделирование. 2010. Т. 22. № 9. С. 129—145.
5. Одиноков В.И., Каплунов Б.Г., Песков А.В. и др. Математическое моделирование сложных технологических процессов. М.: Наука, 2008. 176 с.
6. Одиноков В.И., Соснин А.А. Математическое моделирование процессов деформации металла на литейно-ковочном модуле горизонтального типа. Свидетельство о государственной регистрации программ для ЭВМ № 2011615520 от 14.07.2011.
7. Одиноков В.И., Соснин А.А., Саликов С.Р. Комплексное моделирование тепловых и деформационных процессов, протекающих в кристаллизаторе установки литья и деформации металла при получении металлоизделий. Свидетельство о государственной регистрации программ для ЭВМ № 2012613947 от 10.01.2012.
8. Кроха В.А. Упрочнение металлов при холодной пластической деформации. Справочник. М.: Машиностроение, 1980. 157 с.
Комсомольск-на-Амуре Поступила в редакцию 4.III.2013
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.