УДК 621.771:658.562.65.01 1.56
ОПЫТ ИСПОЛЬЗОВАНИЯ ИЗМЕРИТЕЛЯ плоскостности полосы ИП-4-ГП НА СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ
© В.А.Агуреев, А.В.Курякин, В.С.Руднев, С.В.Трусилло, В.П.Шершелюк
НТП "APTA" (Саров), ОАО "Северсталь"
Плоскостность - одна из основных характеристик, определяющих качество прокатанного металла и его конкурентоспособность, особенно на международном рынке. Возможность получения полосы с улучшенной плоскостностью обеспечивают автоматизированные системы управления. В них измерители плоскостности выдают информацию о неплоскостности, а управляющие воздействия по сложным математическим моделям регулирования выполняют (кроме традиционных средств воздействия, связанных с изменением усилия на нажимных винтах клети, усилия противоизгиба и др.) специальные исполнительные органы, такие как скрещивающиеся и Б-образные валки, системы многозонного охлаждения и др.
Большинство отечественных станов горячей прокатки не имеют специальных средств регулирования плоскостности. Оснащение ими - дорогостоящий и продолжительный процесс. Однако и в отсутствие автоматических систем управления плоскостностью и специальных исполнительных органов, но при наличии измерителя плоскостности, выдающего информацию в реальном времени, можно существенно улучшить плоскостность путем ручного регулирования имеющимися исполнительными органами.
Для измерения плоскостности горячего проката наибольшее распространение получили измерители на основе триангуляционных лазерных высотомеров [1-3]. Для них характерны: небольшое число (3-7) контролируемых зон поперек полосы, существенная зависимость точности измерений от вибраций полосы и сложные конструктивные меры для защиты от нагрева со стороны движущейся полосы оборудования, находящегося над ней. Кроме этого, стоимость таких измерителей достаточно высока.
В настоящее время разработан и производится отечественный измеритель плоскостности ИП-4-гп, основанный на оригинальном принципе (пат. № 2119643 РФ) и предназначенный для измерения плоскостности полосы на широкополосных станах горячей прокатки.
Измеритель ИП-4-гп испытывали на станах горячей прокатки 2000 ОАО "Северсталь", ОАО "Новолипецкий металлургический комбинат", на стане горячей прокатки алюминия 2800 и других агрегатах ОАО "Самарский металлургический завод". В настоящее время из-
меритель, доведенный до рабочего образца, стационарно установлен на стане 2000 ОАО "Северсталь".*
Принцип измерения, примененный в ИП-4-гп, обеспечивает существенно меньшее (примерно в 200 раз) влияние вибраций полосы на результат измерения и, как следствие - очень высокую чувствительность. К достоинствам этого измерителя относятся также расположение основных блоков вне зоны движения полосы и более низкая (в 3-7 раз) стоимость по сравнению с известными средствами измерения.
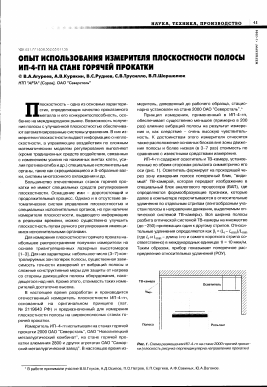
ИП-4-гп содержит осветитель и ТВ-камеру, установленные по обеим сторонам рольганга симметрично его оси (рис. 1). Осветитель формирует на проходящей через зону измерения полосе поперечный блик, "видимый" ТВ-камерой, которая передает изображение в специальный блок аналогового процессора (БАП), где определяются формообразующие признаки, которые далее в компьютере пересчитываются в относительные удлинения по отдельным стрипам (лентообразным уча-стам полосы в направлении движения, выделяемым оптической системой ТВ-камеры). Вся ширина полосы разбита оптической системой ТВ-камеры на множество (до -250) прилежащих один к другому стрипов. Относительные удлинения определяются как ß,- = (/_, - Lmin)//.min (где Li и /_т|п - длина /-го и самого короткого стрипа соответственно) в международных единицах 11 = 10 мкм/м. Таким образом, прибор показывает поперечное распределение относительных удлинений (РОУ).
ТВ-камера
Полоса
У////////////////////////^
Осветитель
Рольганг
Рис. 1. Схема размещения ИП-4-гп на стане 2000 горячей прокатки (плоскость рисунка перпендикулярна направлению прокатки)
* В работе принимали участие В.В.Глухов, А.Д.Осипов, П.О.Петров, Е.П.Сергеев, А.Ф.Савиных, Ю.А.Вагонов.
CU
с С! н!
По относительному удлинению стрипа можно рассчитать волнистость (в предположении синусоидальной волны) в соответствии с выражением:
1 к Р' Т
где Л - высота (двойная амплитуда) волны; Т - период волны.
РОУ отражает неравномерность расхода металла в зазоре валков, и поэтому может быть использовано непосредственно для регулирования плоскостности полосы в процессе прокатки. Для определения РОУ необходимо фиксировать формообразующие признаки на участке полосы достаточной длины. ИП-4-гп выдает информацию о РОУ после прохождения через зону измерения участка полосы в течение 1 с. За это время при скоростях прокатки от 2 до 20 м/с через зону измерения проходит участок полосы, содержащий не менее 2,5 длины волны, что обеспечивает необходимую точность измерений.
ИП-4-гп установлен за чистовой группой клетей стана 2000 горячей прокатки на расстоянии 9 м от 12-й клети. Это позволяет, учитывая дискретный характер измерения, при указанных скоростях прокатки достаточно оперативно принимать решения о воздействии на органы регулирования, влияющие на плоскостность полосы.
Основные характеристики ИП-4-гп: Диапазон измерения относительных удлинений, I 0,01-1000 Точность измерения относительных удлинений в диапазонах:
0,1-11 Не ниже 0,21
1,0-1001 Не ниже 10% в диапазоне
100-10001 Не ниже 15% в диапазоне
Число контролируемых зон по ширине полосы 50-250
Частота первичных измерений, Гц 50
Частота выдачи
результатов, Гц До 1
Функции непрерывного Обеспечивает постоянное
встроенного контроллера тестирование прибора как исправности в процессе измерения, так и в
отсутствие полосы
Марка, тип прокатываемого металла Любые
Скорость полосы, м/с До 25
Ширина полосы Любая, допускаемая
стандартами Температура полосы,'С До 1200 Состояние поверхности Сухая или с остатками
полосы охлаждающей жидкости,
цвет полосы может быть неравномерным
За неимением поверочного средства точность измерения относительных удлинений определена разработчиками на основании расчетов и анализа данных, полученных при испытаниях прибора.
Компьютер ИП-4-гп связан с АСУТП стана каналом связи, по которому за несколько секунд до начала про-
катки очередной полосы поступает информация о номере полосы и другие сопутствующие параметры (ширина, материал, толщина и др.). Сопутствующие параметры вводятся в паспорт полосы, который может быть прочитан в дальнейшем. Номер полосы является ее главным и единственным идентификатором, позволяющим однозначно находить относящиеся к ней файлы (характеристики) и прослеживать ее прохождение по технологической цепочке.
Выбор способов представления результатов измерения плоскостности определяется требованиями основных групп пользователей прибора. По мнению авторов настоящей статьи, таких групп - три. К первой относится оперативный персонал чистовой группы клетей. Оператор, наблюдая на экране график поперечного распределения относительных удлинений, обновляемый с периодом 1 с, имеет возможность воздействовать имеющимися в его распоряжении средствами на плоскостность прокатываемой полосы. В случае применения рассматриваемого прибора в автоматической системе регулирования результаты измерения в реальном времени передаются в АСУТП стана.
Вторая группа - оперативный персонал, определяющий дальнейшее использование прокатанного металла. Имея возможность быстрого просмотра информации о плоскостности прокатанных за смену полос, пользователи этой группы могут рассортировать полосы по заказам, или, например, определить участки полос, годных для резки на листы ответственного назначения.
Третья группа - технологи, определяющие режимы прокатки, и технический персонал, отвечающий за исправную работу механических агрегатов стана и отдельных систем автоматического регулирования.
С ориентацией на эти группы пользователей разработаны различные способы выдачи результатов измерений. Так, для пользователей первой группы на экране в четырех окнах в реальном времени выдается следующая информация: текущее РОУ, растущая аксонометрия, полутоновое изображение РОУ, параметры прокатки, существенно влияющие на плоскостность полосы и др.
Текущее "сечение" РОУ представляет собой графическое распределение относительного удлинения по ширине полосы (рис. 2) с началом координат на оси рольганга. Левый край соответствует перевалочной стороне, правый - приводной. Кривая обновляется с периодом 1 с и отражает плоскостность полосы, которая в течение предыдущей секунды проходила через измерительную зону. Масштаб может быть либо фиксированным, устанавливаемым пользователем (например, максимальное значение выбрано равным 50I), либо автоматически устанавливаемым, для того, чтобы наблюдать структуру РОУ как в случае грубой неплос-котности (20-2001), так и в случае высокой плоскостности (0,1-10 I). Этот график является основным для ручного регулирования плоскостности полосы.
[ I -ин 11 ] 60
50
Распределение относительных удлинений
40
30
20
10
У
нм
-600
-400
-200
200
<<—ВЛИЯНИЙ КРАЙ—
400 600
ПРИВОД- -» [№1]- >
Рис. 2. Текущее "сечение" РОУ - изменение относительного удлинения по ширине полосы на 47-й секунде прокатки (У- величина относительного удлинения, I; X - ширина полосы, мм)
Угол зрения = (210°0', 70°0')
-691. 1404<х< 643.5546, 1 <у<88, 3.0033Е-Б < I <287.0388 Распределение относительных удлинений
Рис. 3. Растущая аксонометрия - изменение относительного удлинения по ширине полосы и во времени (У- время от начала прокатки, с; X - ширина полосы, мм; I - величина относительного удлинения, I)
Угол зрения = (155°0', 70°0')
-859. 1653 < X < 808.9093, 1 < у < 72, 0 < I <105.1688 Распределение относительных удлинений
Рис. 4. Распределение относительного удлинения полосы после ручного регулирования
Так называемая "Растущая аксонометрия", или распределение относительных удлинений во времени (рис. 3) выводится в следующем окне. В нем текущие сечения РОУ располагаются по мере появления одно за другим в аксонометрической проекции, формируя таким образом некоторую условную поверхн
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.