в. >>
к к в!
20 лет
ммз
ОСОБЕННОСТИ РАЗРАБОТКИ И ТЕХНОЛОГИЧЕСКИЕ РЕЗУЛЬТАТЫ ВНЕДРЕНИЯ ИНТЕЛЛЕКТУАЛЬНЫХ СИСТЕМ УПРАВЛЕНИЯ В СТАЛЕПЛАВИЛЬНОМ ПРОИЗВОДСТВЕ ММЗ
©О.Л.Кучеренко, Г.Н.Волобуева, А.И.Буряк, СЗАО "ММЗ",
А.В.Старосоцкий, С.А.Храпко, ООО "НПП ОРАКУЛ", ДонНТУ, г.Донецк
СЗАО "Молдавский металлургический завод" в технической политике придерживается принципа плановой модернизации и реконструкции сталеплавильного и сортопрокатного производств. Планом модернизации предусматривается выполнение комплекса мероприятий, направленных на снижение производственных затрат, освоение нового марочного сортамента, увеличение объемов производства и повышение конкурентоспособности выпускаемой продукции. Особое внимание уделяется вопросам использования современных систем автоматизации технологических и производственных процессов.
При решении задач автоматизации ММЗ исходит из следующего:
АСУП и АСУТП рассматриваются как части единой системы управления предприятием;
задачи АСУП и АСУТП определяются задачами предприятия и его единой системы управления.
Развитие автоматизированных систем управления осуществляется поэтапно в соответствии с решаемыми предприятием задачами. На каждом этапе развития проводится ревизия источников информации; оценка перспектив использования каждого источника информации в процессе принятия и исполнения производственных и технологических решений; определяется перечень недостающей информации и мероприятия (организационные и технические) для уменьшения этого перечня; разрабатываются способы уменьшения отрицательного (или увеличения положительного) влияния человека на процесс сбора и обработки информации (например, ручной ввод и корректировка данных лишь там, где невозможно получить сигнал от датчиков); унифицируются правила сбора, обработки, хранения, анализа и представления информации (в частности, отчетные формы).
На каждом этапе развития АСУТП и АСУП первоочередное внимание уделяется информационному сопровождению производственной деятельности, которое призвано обеспечивать достоверной информацией; способствовать формированию правильной оценки потребностей и возможностей производства; инициировать развитие и внедрение эффективных технологий и оборудования; стимулировать повышение технологической культуры и производственной дисциплины.
Среди информационных задач наиболее востребованной является "Система учета энергоресурсов предприятия". В ее рамках концентрируется информация от
всех существующих на заводе систем и приборов учета в единой базе данных. Это позволяет использовать весь комплекс средств работы с базами данных для обработки и представления информации. Кроме того, создание и развитие системы способствовало совершенствованию АСУТП всех агрегатов производственной цепочки, а также способствовало созданию (по аналогии) "Системы учета движения материалов".
Фундаментом АСУ технологического процесса являются системы дистанционного управления механизмами и устройствами, реализующими этот процесс. Такие системы играют роль посредника между оператором и исполнительными механизмами. Системы дистанционного управления, как правило, могут осуществлять блокировку недопустимых операций; группировать элементарные операции в "пакет" (например: выбрать - взвесить - высыпать); распределять команду оператора между несколькими исполнительными механизмами и т.п.
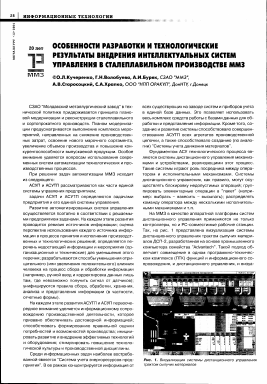
На ММЗ в качестве аппаратной платформы систем дистанционного управления применяются не только контроллеры, но и РС-совместимые рабочие станции. Так, на рис. 1 представлена визуализация системы дистанционного управления трактом сыпучих материалов ДСП-2, разработанная на основе промышленного компьютера семейства "Ас1уап1ес11". Такой подход облегчает совмещение в одном программно-техничес-ком комплексе (ПТК) функций и информационного сопровождения, и дистанционного управления, и визуа-
Рис. 1. Визуализация системы дистанционного управления трактом сыпучих материалов
Рис. 2. Визуализация процесса внепечной обработки стали
лизации, и параметрирования, и учета материалов и энергоносителей, и взаимодействия с технологической базой данных.
Построение АСУТП отдельных агрегатов производства начиналось не только с обеспечения возможности дистанционного управления механизмами и устройствами, но и с решения задач информационного сопровождения технологических процессов (выплавка, вне-печная обработка, вакуумирование, разливка и т.п., рис. 2). Особенность решения таких задач заключается в необходимости понимания технологии, которого, как правило, не хватает 1Т-специалистам. Именно поэтому "добротность" систем информационного сопровождения достигалась за счет организации необходимого взаимодействия технологического персонала и программистов.
Создание "технологичных" АСУТП позволило организовать информационное сопровождение технологического процесса в масштабе не только отдельного агрегата, но и производства в целом в виде таких систем, как, например "Диспетчер цеха", "Система автоматического формирования паспорта плавки", "Система автоматического формирования сплошного рапорта плавки".
Добротность этих систем достигалась за счет взаимодействия не только 1Т-специалистов и технологов, но и организаторов производства, которые и стали их основными "потребителями".
Функции большинства АСУТП сталеплавильного производства ММЗ не ограничиваются сбором, обработкой, хранением и отображением информации, а также автоматизацией элементарных операций. Так, например, в состав АСУТП "ДСП" и АСУТП "УКП" интегрированы системы моделирования металлургических процессов на базе системы ОРАКУЛ. Подобное развитие автоматизированных систем управления ММЗ стало возможным за счет привлечения к разработке АСУТП ученых-металлургов. Фрагмент визуализации системы моделирования внепечной обработки приведен на рис. 3.
Использование моделей сталеплавильных процессов не является самоцелью, а позволяет реализовать в составе АСУТП, например, режим оперативного советчика технолога. Так, на рис. 4 приведен внешний вид терминала интегрированного в состав АСУТП "ДСП" модуля расчета оптимального количества легирующих материалов на сливе в ковш.
Система управления подобного уровня должна "понимать" конечную цель процесса (в частности, требования к химическому составу и служебным свойствам металла). За кажущейся технической простотой обеспечения систем управления подобной информацией стоит большая работа многих служб предприятия. Во многом именно большая информированность технолога по сравнению с информированностью автоматизированных систем ограничивает возможности использования АСУТП полностью в режиме автоматического ведения плавки. На ММЗ к использованию в таком режиме сегодня готовы АСУТП "ДСП" (см. рис. 5) и АСУТП "УКП", однако постоянно востребованными пока остаются далеко не все функции этих систем. Необходимо заметить, визуализируется (рис. 5) не фактический ход выплавки, а вырабатываемые системой автоматической плавки управляющие воздействия и рекомендации, а также тот результат, к которому должен прийти данный процесс.
Наличие в составе АСУТП систем моделирования и автоматического управления позволяет говорить о возможности их (АСУТП) использования для оптимизации технологических и производственных процессов. Однако реализованные в составе некоторых АСУТП режимы оптимизации процессов по себестоимости и времени в условиях реального производства необходимы, но абсолютно недостаточны для того, чтобы быть востребованными. Цель производства, все-таки, прибыль, и ее максимум далеко не всегда совпадает с минимумом себестоимости продукции. Оптимизировать прибыль крайне сложно без согласования нагрузки всех звеньев технологической цепочки. Для того, чтобы заставить работать АСУТП на оптимизацию прибыли предприятия, необходимо обеспечить доступ-
Рис. 3. Пример визуализации системы ОРАКУЛ в составе АСУТП "УКП"
ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ ^■■■■■^■■■■■■■■■■ИЖ^!
орлкуп
Hin'fmi
jlllH »1 А<Л01Ш
ТК xTli>» i <•» .
i
|i — ■ II
iir ............ If
3rtKr1"l ПЕГИРОНЛНИЯ
t У.-.У.Л-. Г.(,
Z4-i"J(.,:.t ( Пр» wucaa
Я . И(,И]|И. 1(.и||и . 1 1й||и . HXF>|
„ ... !l .. ... I! ... . .I! I
jll.- ! Н.И'. И. С. I И 1X||
..... 1 .1|.Ш/ blKI. ) I I .1111
ПКсплл» ) CaO кус CaO küo Графит MgO S if1n?3 FeSi75 CaO кус FeSi45 CaF2 вБ FeSibS SiC
Кокс тел .
О. .),,,,, || ]>;i4" II lll.lj! Ilt.Xji |>;|>|М |
—..... П«» l'iMÜSrM :j tt I uhtiK........
izs.s i ||и. и-1н||и. t tl,|!n. 1Х".|1и. И1Г.1
Рис. 4. Терминал расчета легирующих материалов и заказа дозирования
ность для нее, как минимум, следующей формализованной информации:
принятый к исполнению производством портфель заказов;
текущее и планируемое состояние и возможности всех агрегатов производства;
наличие сырья и энергоносителей и т.д. В настоящее время на ММЗ проводится большая организационная и техническая работа по обеспечению должного взаимодействия систем АСУТП и АСУП и формализации нормативно-справочной информации в заводских базах данных. Результаты этой работы вместе с созданными системами управления станут фундаментом будущих систем оперативного управления производством, согласования нагрузки агрегатов, оптимизации графика выполнения сменного и суточного заданий и многих других.
Следует отметить, что большинство АСУ ММЗ являются именно металлургическими автоматизированными системами, мало пригодными для использования в других отраслях промышленности. Основное достоинство
Рис. 5. Визуализация системы автоматической плавки в составе АСУТП "ДСП"
большинства отдельно взятых АСУ и АСУ завода в целом - "интеллектуальность", под которой понимается:
- умение формализовать и учитывать опыт сталеварения, изложенный в технологической, нормативно-справочной и иной документации;
- способность принять, осознать и выполнить задание;
- наличие в составе АСУ содержательных взаимодействующих металлургических моделей;
- налаженность системы подготовки технологического персонала и 1Т-специалистов, способных использовать и развивать АСУ по принципу "от достигнутого";
- использование управляющих воздействий не только "командных аппаратов", но и систе
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.