Акустические методы
УДК 620.179.16
ОЦЕНКА ПОКАЗАТЕЛЕЙ ДОСТОВЕРНОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
H.H. Коновалов
Рассмотрены показатели достоверности неразрушающего контроля и показано, что для широкого диапазона нормативно-допустимых дефектов могут быть выбраны браковочные уровни амплитуд ультразвуковых сигналов, позволяющие уменьшить ошибки контроля сварных соединений.
С целью реализации основных положений Федерального закона "О промышленной безопасности опасных производственных объектов" госгортехнадзором России создана система неразрушающего контроля, представляющая собой совокупность участников, которые в рамках регламентирующих норм, правил, методик, условий, критериев и процедур осуществляют деятельность в области неразрушающего контроля [1]. Целью системы неразрушающего контроля является повышение уровня эксплуатационной безопасности технических устройств, зданий и сооружений, применяемых и эксплуатируемых на опасных производственных объектах, достигаемое за счет повышения достоверности, воспроизводимости, сопоставимости результатов неразрушающего контроля и принятия своевременных и адекватных решений по обеспечению промышленной безопасности. Рассмотрим важнейший критерий эффективности неразрушающего контроля — достоверность на примере ультразвукового контроля сварных соединений конструкций подъемных сооружений.
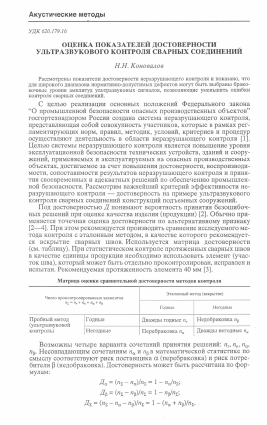
Под достоверностью Д понимают вероятность принятия безошибочных решений при оценке качества изделия (продукции) [2]. Обычно применяется точечная оценка достоверности по альтернативному признаку [2—4]. При этом рекомендуется производить сравнение исследуемого метода контроля с эталонным методом, в качестве которого рекомендуется вскрытие сварных швов. Используется матрица достоверности (см. таблицу). При статистическом контроле протяженных сварных швов в качестве единицы продукции необходимо использовать элемент (участок шва), который может быть отдельно проконтролирован, исправлен и испытан. Рекомендуемая протяженность элемента 40 мм [3].
Матрица оценки сравнительной достоверности методов контроля
Число проконтролированных элементов п1 ~ "г + пн + па + Пр Эталонный метод (вскрытие)
Годные Негодные
Пробный метод (ультразвуковой контроль) Годные Дважды годные пг Недобраковка /¡ß
Негодные Перебраковка па Дважды негодные пи
Возможны четыре варианта сочетаний принятия решений: пг, пю па, Пр. Несовпадающим сочетаниям па и ир в математической статистике по смыслу соответствуют риск поставщика а (перебраковка) и риск потребителя (3 (недобраковка). Достоверность может быть рассчитана по формулам:
Да = - "о)/"5: = 1 -Др = («г - = 1 - V"*
Дг = (% - "а - «р)/«1 = 1 - ("а +
Показатель достоверности Да учитывает перебраковку, а Др — недо-браковку. Наиболее широко применяется показатель Дъ который учитывает как перебраковку, так и недобраковку и, следовательно, защищает интересы как поставщика, так и потребителя. При использовании показателя^ принимают, что ошибки, связанные с недобраковкой и перебраковкой, равноценны (критерий идеального наблюдателя) [5]. На практике же недобраковка в стоимостном выражении, как правило, опаснее перебраковки.
Учитывая, что каждой ошибке при оценке качества продукции можно поставить некоторую цену (или риск), и принимая для безошибочных решений эту цену равной нулю, средний риск /?ср можно вычислить по формуле [6—8]
ЯсР = гаа + грр,
где га и Гр — соответственно цена перебраковки и недобраковки.
При проведении контроля следует отдать предпочтение такому браковочному уровню, при котором средний риск /?ср будет минимален. Это соответствует критерию минимума среднего риска, который является более общим по отношению к критерию идеального наблюдателя.
Если недобраковка опаснее перебраковки в V раз в стоимостном выражении, оптимум будет соответствовать минимальному значению а + УР (критерий Байеса) [6, 7].
Для использования критериев минимума среднего риска и Байеса необходимо установить стоимость ошибок, что достаточно сложно, а иногда для недобраковки и невозможно. Поэтому в некоторых случаях выдвигают задачу, чтобы Р не превосходила некоторого значения р0. Это критерий Неймана—Пирсона [6]. Однако этот подход не учитывает возможность перебраковки.
Так как недобраковка опаснее перебраковки, можно сделать вывод, что показатель Д2 достаточно хорошо защищает интересы поставщика и в неполной мере — потребителя. Учитывая это, предлагается совместно с показателем ДЕ использовать показатель Др, который учитывает только недобраковку.
у = А, дБ
1бР
К
х = Л, мм
Рис. 1. Графическая модель оценки достоверности ультразвукового контроля (эхометод):
лг, л„ — соответственно дважды годные и дважды негодные элементы; па, пр — соответственно перебраковка и недобраковка.
Рассмотрим корреляционное поле регрессии "амплитуда ультразвукового сигнала — глубина непровара" (рис. 1), которое может быть получено по результатам ультразвукового контроля и вскрытия сварных
швов (как показали результаты вскрытия наиболее распространенными опасными внутренними дефектами в сварных соединениях конструкций подъемных сооружений, выявляемыми при ультразвуковом контроле, являются непровары).
Корреляционное поле регрессии "амплитуда ультразвукового сигнала — глубина непровара" представляет собой графическую модель оценки достоверности контроля. Однако при этом необходимым условием является требование, чтобы сварные швы были сварены с соблюдением штатной технологии. Границы, соответствующие нормативно-допустимому дефекту /гн и принятому браковочному уровню амплитуды ультразвукового сигнала Абр, делят корреляционное поле на четыре области, отвечающие по смыслу четырем клеткам матрицы достоверности: пг, пн, па,
При использовании для расчетов Д£ и Да корреляционных полей необходимо иметь в виду, что они не содержат' точек", соответствующих элементам, в которых дефекты были пропущены при ультразвуковом контроле (в зависимости от размера дефекта дополняют группы пг и Яр).
Принимая ряд значений А гипотетически за А6р, на основе корреляционных полей "амплитуда ультразвукового сигнала А — глубина непровара /г" можно получить зависимость показателей достоверности от браковочного уровня ультразвукового сигнала.
а б в
*бр
1 бр I
^бр
✓ у
/ /
/ / /
/ / /
/ / /
«ссИ / / / / / /
\ ' / /
/ /
,4 г /
Л
1бр
*бр2
'ср
А
бР1
"а21 /
"¡321 = 0
"<х12
/ / /
К\ Кр д
ср
А
бр2
"ос22 >11
/ / / // ' / "022
^брЗ
"а23 = 0
/ / / V/ / лр23
йн2 - Аср
Кг = К
ср
*бр2
А
"а32 Л Г /у /
// "РЗ 2=0 1
1брЗ
к
// / Г "рзз
к
■ср
к
нЗ
к
к
ср
Къ 11
Рис. 2. Влияние на ошибки контроля па, величин нормативного размера /гн непровара и браковочного уровня Абр (эхометод).
При /гн < /гср (рис. 2а—в) максимальная достоверность обеспечивается при минимальном браковочном уровне Абр = Абр1, и с увеличением брако-
-
/1
И
и
з
вочного уровня: Абр1 > Абр2 > Абр3 достоверность Дъ снижается (лаИ + + Ярп < < %з)-
Если ha ~ пср (рис. 2г—е), то зависимость Д£ от А6р имеет максимум при Абр = Лбр2(иа22 + пт < лр21 и па22 + пт < ир23). В случае hH > hcp (рис. 2ж, з, и) зависимость Дх от Лбр возрастающая (па33 + прзз < пр32 < п^,).
Следовательно, характер влияния Абр на показатель Д£ определяется нормативно-допустимыми размерами hH (рис. За).
АбР
Рис. 3. Качественные картины влияния браковочного уровня Абр на величины показателей достоверности Дг (а) и Др (б).
Так как с увеличением Абр вероятность недобраковки возрастает (см. рис. 2), зависимости "показатель достоверности Др — браковочный уровень Абр" — "падающие" (рис. 36), причем для более крупных дефектов вероятность недобраковки меньше.
Анализируя влияние на ошибки контроля величины браковочного уровня А6р (см. рис. 3), можно сделать вывод, что если нормативный размер дефекта достаточно мал, что вероятность перебраковки тоже мала и значения показателей Дг и Др близки.
Таким образом, могут быть выбраны браковочные уровни, обеспечивающие практически максимальные значения как показателя Д£, так и показателя Др. При этом отпадает необходимость в такой сложной процедуре, как установление стоимости ошибок.
В качестве примера на рис. 4 представлены экспериментально полученные зависимости значений показателей достоверности Д£ и Др от величины браковочного уровня Абр ультразвукового сигнала при контроле односторонних стыковых соединений толщиной 8 мм (исследования по оценке достоверности ультразвукового контроля проводились на экспериментальных базах ОАО ЦНИИМЭ и ОАО РосЭК). Можно сделать вывод, что могут быть выбраны браковочные уровни А6р, обеспечивающие максимальные значения Д£ и Др для широкого диапазона значений
нормативно-допустимого непровара: /гн = 0—2,5 мм (то есть до 31 % от толщины свариваемых листов). Следует отметить, что в сварных соединениях кранов мостового типа [9] непровары недопустимы, а в специаль-
Рис. 4. Влияния браковочного уровня Абр на величины показателей достоверности ДтиДр ультразвукового контроля эхометодом односторонних стыковых соединений толщиной 8 мм (контроль с двух сторон шва).
ных монтажных [10] и строительных (в наиболее ответственных соединениях I категории) [11] кранах высота непровара не должна превышать 15 % от толщины свариваемых листов.
ВЫВОДЫ
1. Для оценки достоверности ультразвукового контроля сварных соединений целесообразно использовать в комплексе показатель Дх, учитывающий перебраковку и недобраковку с позиций идеального наблюдателя, и показатель Др, учитывающий только недобраковку.
2. Зависимости показателей Дг и Др от величин браковочных уровней амплитуд ультразвуковых сигналов позволяют выбрать практически максимальные значения Д£ и Др для широкого диапазона нормативно-допустимых дефектов.
ГУП "ИТЦ "Промышленная безопасность"" Поступила в редакцию
Москва 18 апреля 2003 г.
ЛИТЕРАТУРА
1. Положение о Системе неразрушающего контроля. Система неразрушающего контроля. Аттестация лабораторий (сборник документов). Сер. 28, вып. 1. Колл. авт.— М.: Гос. предприятие "Научно-технический центр по безопасности в промышленности Гос-гортехнадзора России", 2000, с. 1
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.