ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 5, 2013
УДК 539.4:678.067
© 2013 г. Полилов А.Н., Татусь Н.А., Плитов И.С.
ОЦЕНКА ВЛИЯНИЯ РАЗОРИЕНТАЦИИ ВОЛОКОН НА ЖЕСТКОСТЬ И ПРОЧНОСТЬ ПРОФИЛИРОВАННЫХ КОМПОЗИТНЫХ ЭЛЕМЕНТОВ
Рассмотрена задача об оценке влияния разориентации волокон на жесткость и несущую способность профилированного композитного элемента с криволинейными траекториями укладки волокон. В качестве примера проанализирована "равнопрочная" балка с постоянной площадью поперечного сечения (констэра), получаемая формованием однонаправленной заготовки — пучка однонаправленных волокон, пропитанных полимерным связующим.
Цель настоящей статьи состоит в обосновании методов расчета композитных деталей с криволинейными траекториями укладки волокон. Новизна подхода определяется тем, что вслед за традиционными технологиями выкладки тканей или препрегов в механике композитов рассматриваются квазиоднородные материалы, образованные прямолинейными семействами волокон. Область применения разрабатываемых подходов связана с перспективой создания профилированных композитных элементов конструкции с использованием принципов биомеханики прочности [1].
Одно из основных преимуществ волокнистых композитов — простота получения изделий сложной формы: при этом не нужны ни значительные усилия, ни высокие температуры, как для металлов. Например, современная разновидность метода пул-трузии (pulltrusion) — "пулформинг" (pull-forming) позволяет создавать заготовку из однонаправленных волокон, пропитанных полимерной матрицей, а затем придавать ей нужную форму, не перерезая волокон. В связи с такими новыми возможностями возникает интерес к проектированию "равнопрочных" профилированных балок в качестве упругих элементов, эффективно заменяющих многолистовые стальные рессоры [2, 3]. В [4] показано, что за счет профилирования можно создать балку, одновременно удовлетворяющую условиям по жесткости и по прочности, вес которой втрое ниже, чем у прямоугольной балки, а за счет низких модуля упругости и плотности стеклопластика вес такой балки по сравнению со стальной может быть снижен примерно в 20 раз.
Задача настоящей статьи состоит в анализе тех эффектов, которые необходимо учитывать в связи с разориентацией волокон, уложенных в теле балки по криволинейным траекториям, соответствующим сложному профилю балки.
В качестве наиболее эффективной (в композитном исполнении) была выбрана балка "констэра" (constant-area) с постоянной площадью поперечного сечения, что исключает наличие перерезанных волокон при их постоянной объемной доле. В частности, анализируются следующие вопросы: как изменятся расчетные соотношения с учетом разориентации волокон при разумных упрощающих гипотезах; в каком диапазоне углов (для заданной точности расчетов) разориентацию можно не учитывать; как изменится профиль "равнопрочной" балки с учетом разориентации?
1. Элементы технологической механики. Рассмотрим пример технологической задачи создания профилированного стержня. Для металлов пластическое формоизмене-
ние — традиционный метод передела, требующий больших усилий и высоких температур. Аналогичное формование полимерных композитов ПКМ (БИР — ПЪеЪг-гет-Гогсеё-р1а811с8) можно проводить до стадии полимеризации и при этом ни значительных усилий, ни высоких температур не требуется. Сравним формование прямоугольных заготовок из полимерных композитов и из стали.
Технологическое решение, предлагаемое для получения композитных балок конст-эра, это формование полученной пултрузией однонаправленной заготовки с прямоугольными поперечными сечениями постоянных размеров: ширина Ь(0), толщина й(0), начальная длина 10. В отличие от ковки металла, для композита из-за высокой продольной жесткости (нерастяжимости) волокон уменьшение толщины при формовании приводит только к увеличению ширины листа. Длина остается прежней I = 10. Для изгибаемых "равнопрочных" балок достаточную общность обеспечивают степенные зависимости [41
Ь (х) = Ь( 0)(1 - х*)а, к (х) = к (0)(1 - х * )в. (1)
В (1) и далее использованы безразмерные координаты, индекс звездочка означает отнесение размера к общей длине: х* = х/1, у* = у/1, г* = г/1 и т.д. Оси х, у, г выбраны вдоль длины, ширины и толщины, соответственно. Условие "равнопрочности"
тЩ = Р1_, а + 2(3 = 1 (2)
Ь (х) к (х)2 Р( 1 - х)
и дополнительное условие постоянства площади сечения а + в = 0 определяют значения параметров балки-констэры а = —1, в = 1. При формовании число волокон и их объемная доля у в каждом сечении остаются постоянными. Отсутствие перерезанных волокон — это принципиальное преимущество балки-констэра перед другими профилями "равнопрочных" балок. Формально постоянство площади сечения приводит к равенству наибольших касательных напряжений для заданной перерезывающей силы, т.е. "равнопрочность" выполняется и по касательным напряжениям.
Постоянство объемной доли сложно реализовать как технологически, так и в процессе компьютерного моделирования. Но гипотеза о постоянной объемной доле позволяет при расчетах учитывать влияние на эффективный модуль упругости только угла разориентации волокон. Учет реальных траекторий криволинейного армирования с переменными углами разориентации и с изменяющейся от точки к точке объемной долей волокон представляет значительно более сложную задачу компьютерного МКЭ-моделирования, когда в каждом конечном элементе назначаются свои упругие свойства и свои направления осей упругой симметрии локально ортотропного элемента структуры.
Можно отметить, что получение подобной стальной профилированной балки путем пластического формования (ковка, прокатка) приводит к иным зависимостям. Для наглядности представим себе кованую расширяющуюся стамеску, с помощью которой в сельском строительстве конопатят срубы из бревен или бруса. Изящный, криволинейный по ширине профиль этого инструмента формируется самопроизвольно в процессе ковки при уменьшении толщины: от ручки — к острому широкому концу. Заготовка в виде прямоугольного стального бруска имеет постоянные размеры ширины Ь(0), толщины й(0) и начальной длины 10. Индекс ноль относится к начальной системе координат в стержне до формования. При ковке изменение размеров происходит за счет пластических деформаций, т.е. за счет локальных сдвигов, и можно считать общий объем неизменным (коэффициент Пуассона V = 0,5). Материал предполагается пластически изотропным, т.е. при уменьшении размера прямоугольного элемента вдоль оси г происходит одинаковое увеличение размеров вдоль осей х и у с сохранением объема элемента. Общая длина стержня увеличится от значения 10 до значения I,
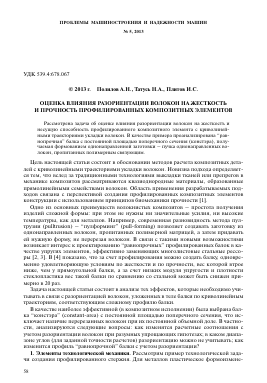
1 12 I
Рис. 1. Расчетная схема профилированной балки констэры с тремя участками
которое можно определить из условия неизменности объема, принимая для размеров в конечном состоянии степенные зависимости (1)
I
Ь( 0) к( 0) 10 = |Ь (х) к (х) йх = 1Ь( 0 )к( 0)/(1 + а + в). (3)
о
Рассмотрим элемент заготовки с начальной длиной йх0 с начальными размерами Ь(0), к(0). Из условия сохранения его объема
Ь( 0) к( 0) йх0 = Ь (х) к (х) йх, (4)
а из гипотезы об изотропии пластические деформации одинаковы в направлениях осей у и х
Ь (х)/Ь( 0) = йх/ йх0. (5)
Из (1), (4) и (5) следует Ь2(0)к(0) = Ь2(х)к(х),
2а + в = 0. (6)
Простейшие примеры: 1). Линейное уменьшение толщины "на нет" (от начального значения к(0) до нуля) к(х*)/к(0) = 1 - х*: в = 1, из (8) а = -1/2, Ь(х*) = Ь(0)(1 - х*)-1/2, из (5) I = 3/2/0; 2). "Равнопрочный" профиль при схеме нагружения с рис. 1. Из условий (2) и (6): в = 2/3, а = -1/3, I = (4/3)/0. Видно, что формы равнопрочных балок зависят от модели материала (изотропная пластичность или нерастяжимые волокна) и от способа формования.
2. Модель материала и структуры армирования. Моноволокно (например, углеродное) имеет диаметр порядка 10 мкм, т.е. в 5 раз тоньше волоса. Для получения наглядной оценки числа моноволокон примем размеры сечения балки к(0) = 10 мм, Ь(0) = 100 мм. Тогда при объемной доле волокон у = 0,5 в поперечном сечении окажется примерно 50 млн. волокон. Это число непомерно велико даже для компьютерного моделирования. Оценки сходимости численных процедур показывают, что достаточно рассмотреть порядка ста "волокон" с учетом их индивидуальных траекторий. Термин "волокно" здесь и далее означает некий однонаправленный пучок моноволокон, число которых в "волокне" (т.е. диаметр "волокна") и число "волокон" в сечении, выбираются из требований заданной точности оценок эффективных упругих (и прочностных) свойств. Под "эффективными" понимаются характеристики модельного однородного элемента с теми же размерами, поведение которого (в данном случае жесткость при изгибе) совпадает с поведением неоднородного композитного элемента.
Упругие свойства "волокон" в локальных осях 1-2-3, связанных с продольным направлением 1 "волокна", считаются известными и одинаковыми. По классу упругой симметрии в локальных осях свойства "волокна" можно считать трансверсально изотропными, т.е. матрица упругих модулей характеризуется пятью независимым и упругими константами. Поскольку рассматривается влияние одного угла разориентации
на упругие свойства в системе координат x—y—z, связанной с изделием, то "волокно" в локальной системе координат можно считать ортотропным материалом, характеризуемым четырьмя техническими упругими константами: двумя модулями Юнга E0, E0 ,
коэффициентом Пуассона v02 = v0 (E0/E0) и модулем сдвига G°u , равным отношению касательного напряжения к технической деформации сдвига у12 = 2б12, где б,у — тензор малых деформаций Коши. Технические константы можно перевести в матричные (тензорные) величины E0 для использования стандартных формул преобразования тензоров при повороте системы координат [5, 6]
„0 0 0 0 0 0
0 E1 р0 E2 р0 _ v21 E1 v12E2 „0 _ ^0
Ei1 - : пг, E22 - : от, Ei2 - : 0т - : ¡гт, E66 - Gi2 1 - v12 v21 1 - v12 v21 1 - v12 v21 1 - v12 v21
с обычной заменой пары индексов на один; 1 ^ 11, 2 ^ 22, 6 ^ 12.
3. Преобразование тензора упругих модулей при переходе от локальной к общей системе координат. Для оценки эффективных модулей надо преобразовать тензор упругих модулей, за
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.