Российское производство
УДК 53.082.32.62-791.8
ПНЕВМОЭЛЕКТРОННЫЙ КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ НОВОГО ПОКОЛЕНИЯ КСАР-22
В. М. Мурашов
Описаны принцип действия и конструкция пневмоэлектронного сортировочного аппарата КСАР-22, предназначенного для автоматического измерения длины и диаметра роликов подшипников качения и последующей их рассортировки.
Ключевые слова: измерение линейных размеров, пневматический метод, автоматический контроль, сортировочный комплекс КСАР-22.
На ООО "Прогресс-Санкоинструмент" (г. Ижевск) спроектирован и изготавливается полуавтоматический прибор подборки роликов при сборке подшипников железнодорожных вагонов. Это событие ознаменовало собой окончательное восстановление в промышленности некогда забытого в стране, но сохраненного и развитого в Ижевске, пневматического метода измерения линейных размеров. Опыт ижевского предприятия по созданию автоматических и полуавтоматических средств измерения для подшипниковой промышленности может быть распространен на изделия с другими размерами и формой.
Автоматический контроль основан на замере детали воздушной струей (вместо прямого контакта при ручном контроле). Автоматизация, после некоторых доработок ижевского прибора, обеспечила стабильный и высокоточный замер и сортировку ролика по высоте и диаметру. Контрольно-сортировочный автомат ролика ижевской сборки — КСАР 22 способен распознавать 22 группы роликов.
Главные достоинства пневматического метода измерения, примененного в автомате, — высочайшие точность и объективность измерения, надежность и производительность внедренного автомата. Его применение позволило резко сократить процент ложного брака и на 50 % снизить трудоемкость контроля и рассортировки роликов, что в конечном итоге повысило их качество и снизило себестоимость. С момента создания первого автомата КСАР-22 прошло немногим более двух лет. За это время на Степногорском подшипниковом заводе было запущено еще два таких автомата и по одному — на Харьковском и Самарском заводах. Положительный опыт применения этих автоматов стимулировал их дальнейшее совершенствование. На Саратовском подшипниковом заводе
уже больше года работает сдвоенный КСАР-22, сортирующий ролики по диаметру и длине уже на 44 группы.
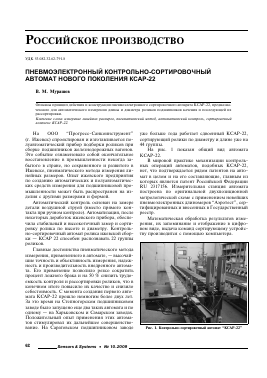
На рис. 1 показан общий вид автомата КСАР-22.
В мировой практике механизации контрольных операций автоматов, подобных КСАР-22, нет, что подтверждается рядом патентов на автомат в целом и на его составляющие, главным из которых является патент Российской Федерации RU 2317156. Измерительная станция автомата построена по оригинальной двухпозиционной метрологической схеме с применением новейших пневмоэлектронных длиномеров "Аэротест", сертифицированных и внесенных в Государственный реестр.
Математическая обработка результатов измерения, их запоминание и отображение в цифровом виде, выдача команд сортирующему устройству производится с помощью компьютера.
Рис. 1. Контрольно-сортировочный автомат "КСАР-22"
62 _Бепвогв & БувГетв • № 10.2009
Рис. 2. Контрольные точки измерения диаметра и длины роликов:
1—1 — точки контроля диаметра; 2—2, 3—3, 4—4 — точки контроля длины
Все исполнительные механизмы по подаче роликов в измерительную позицию, сортирующее устройство и раскладка роликов в приемники выполнены в виде управляемых пневматических цилиндров, срабатывающих также по сигналу компьютерного блока управления.
В целом КСАР-22 предназначен для автоматического измерения длины 52,ООО1°'°3 и диаметра
32,ООО+оО0Оо146 цилиндрических роликов подшипников качения с последующей их рассортировкой на 22 размерные группы в условиях цеха со следующими климатическими условиями: температура воздуха 2О ± 3 °С; влажность не более 8О % и атмосферное давление 84... 1О6,7 кПа (76О ± 25 мм рт. ст.).
На рис. 2 приведены координаты точек измерения диаметра и длины роликов. Из схемы видно, что измерение диаметра производится без его вращения в точке 1, расположенной на расстоянии 26 мм от его торца. Длина ролика измеряется в продольном сечении в трех точках по диаметру, развернутых относительно друг друга на 12О°. В процессе измерения определяется максимальный и минимальный размеры длины, разность между ними и средняя длина.
Технические характеристики автомата КСАР-22
Метод измерения...............Пневмоэлектрон-
ный бесконтактный
Контролируемые размеры ролика, мм:
диаметр....................32,ООО-0;0о4
длина...................... 52,000:О;О3
непостоянство длины............0,005
Пределы измерения контролируемых размеров, мм:
диаметра.................... 31,996/32,016
длины...................... 51,950/51,970
непостоянства длины..........0/0,005
Диапазон измерения при контроле, мкм:
диаметра....................20
длины......................20
Предел основной погрешности измерения, мкм, не более.............0,5
Диапазон измерения при рассортировке, мкм:
по диаметру.................8, перенастраиваемый в пределах поля допуска
по длине....................20, в пределах поля
допуска
Время установления показаний, с, не
более.........................0,5
Число групп рассортировки:
по диаметру.................4
по длине....................4
по непостоянству длины........1
Размер группы рассортировки, мкм:
по диаметру.................2,0
по длине....................5,0
по непостоянству длины........5,0
Общее число групп рассортировки роликов ........................22
Производительность работы автомата,
шт./ч.........................1600
Время одного цикла, с...........2,0
Время работы без подналадки, ч . . . . 4,0 Пневмо- и электропитание:
напряжение электросети, В...... 380 (50 Гц)
давление пневмосети, МПа
(кгс/см2)....................0,4...0,6 (4...6)
Габариты автомата, мм........... 4950 х 2150 х 1600
Масса автомата, кг, не более.......1000
Контрольно-сортировочный автомат включает в себя раму, измерительную станцию, сортирующее устройство, блок подготовки воздуха и шкаф управления.
Измерительная станция является основным узлом автомата. Она состоит из приемного лотка, измерительного блока, механизма подачи роликов в сортирующее устройство и пневмоэлектрон-ного показывающего устройства, состоящего из длиномеров "Аэротест-2ДЦ".
На рис. 3 представлен общий вид измерительного блока. Он представляет собой наклонный лоток 6 с размещенной на нем пневматической измерительной оснасткой: скобой 7, оснащенной тремя парами сопел 2 и 8 и скобой 4 с соплами 3 и 5. Скоба 7 предназначена для измерения длины ролика; каждая ее пара сопел присоединены к одному каналу длиномера "Аэротест-2ДЦ". Скоба 4 служит для контроля диаметра ролика, ее сопла присоединены к другому каналу длиномера.
В процессе измерения контролируемые ролики скатываются по лотку 6 и устанавливаются против сопел измерительных скоб. Измерение каждого ролика происходит в двух позициях, результат измерения отображается на цифровых и вертикальных световых шкалах, соответствующих каналу длиномеров. Далее полученные результаты измерения передаются компьютеру блока управления, который анализирует результаты измерения, полученные на двух позициях измерения, ус-
Рис. 3. Измерительный блок контрольно-сортировочного автомата
танавливает их принадлежность каждому ролику, запоминает их и дает сигнал сортирующему устройству с указанием номера приемника, в который необходимо направить измеренный ролик.
Настройка измерительного блока производится перед началом работы автомата с помощью установочных валиков, имеющих аттестованные размеры.
Пневмоизмерительное устройство работает следующим образом. После включения крана воздух поступает в блок подготовки воздуха, где проходит первичная очистка от влаги, масла и пыли. Величина давления контролируется с помощью манометра. Для устойчивой работы стабилизаторов давления оно должно быть в пределах 0,4...0,6 МПа (4,0...6,0 кгс/см2).
Через фильтр-влагоотделитель и регулятор давления воздух попадает в фильтр тонкой очистки. Затем он расходится к стабилизаторам давления, которые с точностью до 0,0015 МПа
(0,015 кгс/см2) поддерживают рабочее давление
0,2 МПа (2,0 кгс/см2).
Далее воздух через входные сопла проходит в камеры противодавления, в которых в зависимости от проходного сечения вентилей противодавления, сбрасывающих воздух в атмосферу, устанавливается определенная постоянная величина давления Мп, Л2п, Л3п, Мп. В результате этого диафрагмы пневмоэлектронных преобразователей давления прогибаются в сторону измерительной камеры и занимают исходное положение
(выбирается рабочая точка на характеристике датчика).
Другая часть воздуха после стабилизаторов через входные сопла поступает в измерительные камеры преобразователей и выходит в зазоры ^ измерительной станции. В зависимости от соотношения проходного сечения входных сопел и проходного сечения зазоров ^ в измерительных камерах устанавливается измерительное давление Ми, Л2и, Л3и, Ми. В результате диафрагмы пневмоэлектронных преобразователей давления занимают положение, соответствующее разности давлений (Мп — Ми)...(Мп — Ми), и в блок обработки информации подается напряжение, соответствующее измеряемым размерам.
В блоке обработки информации сигнал, поступающий с преобразователей, обрабатывается по заданной программе. Результат выдается в числовом виде на цифровые и вертикальные шкалы со световыми указателями. Из блока обработки информации сигналы поступают в систему управления. Результат выдается на монитор системы управления в числовом виде.
Точно так же происходит преобразование пневматического сигнала на всех остальных каналах пневмоэлектронных длиномеров.
Основным исполнительным механизмом автомата является сортирующее устройство. Оно предназначено для транспортировки и рассортировки измеренных роликов в накопители соответствующей размерной группы. Для пояснения принципа действия сортирующего устройства на рис. 4 приведена упрощенная принципиальная схема автомата.
Процесс рассортировки роликов происходит следующим образом. После измерения размеров ролика с помощью измерительного блока 1 и показывающего устройства 3, связанного с блоком управления 4, по сигналу последнего
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.