УДК 666.76:621.746.3 >-
ПОВТОРНОЕ ИСПОЛЬЗОВАНИЕ ЛОМА ОГНЕУПОРОВ
%
© Ю.А.Кабанов, О.А.Столярский, В.Г.Садовский, С.К.Симачков*
ОАО "Испат Кармет"
Ежегодно в ОАО "Испат Кармет" для футеровки тепловых агрегатов используется до 30 тыс. т привозных огнеупоров, из них около 23-30% после разборки футеровки агрегата направляются на сортировку. Начиная с 1990 г. на комбинате накоплено около 600 тыс. т вторичных огнеупоров, использованных ранее в футеровках металлургических агрегатов: коксовых батарей, доменных и методических печей, нагревательных колодцев.
Наличие большого количества огнеупорного лома предопределило создание на комбинате соответствующей промышленной базы для его вторичного использования. Для этого был расширен участок сортировки и очистки огнеупорного лома, создан участок по производству жаростойкого бетона и освоено производство оснастки для различных видов изделий. Новое производство имеет в своем составе:
оборудование для дробления и сортировки сыпучих материалов по фракциям;
отсеки для складирования сыпучих материалов по видам отходов и крупности;
бункеры-дозаторы для подачи необходимого количества шихтовых материалов;
смесители принудительного действия для смешивания компонентов смеси;
виброплощадки для формования изделий по поточно-агрегатной технологии с виброуплотнением и пнев-мооборудование, обеспечивающее изготовление изделий методом трамбования;
пропарочные камеры, обеспечивающие тепловлаж-ностную обработку изделий, и камеры первичной и вторичной тепловой обработки бетонных блоков на химической связке.
Интересен опыт комбината по вовлечению во вторичное использование огнеупорного лома при производстве жаростойкого бетона. В основе технологии лежит использование в качестве заполнителя специально подготовленного огнеупорного лома, доводка его химического состава до требуемого уровня посредством ввода материала с высоким содержанием основного компонента для повышения огнеупорности и других служебных свойств, использование связующих и пластифицирующих добавок.
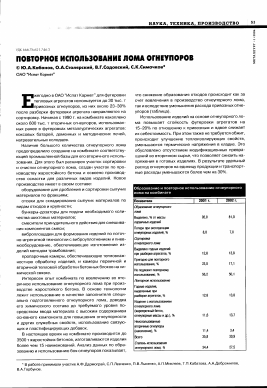
В настоящее время на комбинате производится до 3500 т жаростойких бетонов, изготавливаются изделия более чем 15 наименований. Анализ данных по образованию и использованию боя огнеупоров показывает,
что снижение образования отходов происходит как за счет вовлечения в производство огнеупорного лома, так и вследствие уменьшения расхода привозных огнеупоров (таблица).
Использование изделий на основе огнеупорного лома повышает стойкость футеровки агрегатов на 15-20% по отношению к привозным и вдвое снижает их себестоимость. При этом также не требуется обжиг, происходит улучшение теплоизолирующих свойств, уменьшаются термические напряжения в кладке. Это обусловлено отсутствием модификационных превращений во вторичном сырье, что позволяет снизить напряжения в готовых изделиях. В результате удельный расход огнеупоров на единицу продукции и транспортные расходы уменьшаются более чем на 30%.
Образование и повторное использование огнеупорного лома на комбинате
Показатели | 2001 г. | 2002 г.
Образование огнеупорного
лома
Выделено, % от массы 92,0 81,0
первичных изделий
Потери при эксплуатации
огнеупорных изделий, % 8,0 7,0
Сортировка
огнеупорного лома
Выделено годных изделий
при разборке агрегатов, % 12,8 13,8
Пригодно для повторного
использования,% 23,0 17,1
Не подлежит повторному
использованию, % 56,2 50,1
Повторное использование
Годные изделия,
выделенные при
разборке агрегатов, % 12,8 13,8
Изделия с использованием
огнеупорного лома
(жаропрочный бетон,
огнеупорные массы и др.), % 11,6 13,7
Неиспользованные
вторичные огнеупоры
(накопление), % 11,4 3,4
Всего 35,8 30,9
Степень использования
огнеупорного лома, % 34,4 27,5
* В работе принимали участие А.Ф.Дармограй, С.П.Левченко, П.В.Лысенко, А.П.Микляев, Т.П.Кабатова, А.А.Добромилов, В.А.Горбунов.
Наличие на комбинате огнеупорных отходов и создание участка по производству жаростойкого бетона стали предпосылкой для организации собственного производства стартовой массы, используемой в качестве засыпки канала шиберного затвора сталеразли-вочного ковша в конвертерном цехе.
Используемая ранее стартовая масса производства фирмы "Динур" (г.Первоуральск), представляющая собой механическую смесь кварцита фракции 1-3 мм и графита, обеспечивала открываемость канала шиберного затвора без использования кислорода в среднем на уровне 68%.
Для разработки технологии стартовой массы собственного производства был проведен большой объем исследований - изучены свойства минерального сырья местных месторождений и отходов комбината, механизм поведения сыпучих материалов в канале шиберного затвора сталеразливочного ковша, опробованы различные составы засыпок, разработаны требования к засыпке. В результате была разработана трех-компонентная засыпка, состоящая из кварцита Южно-Топарского месторождения, хромовой руды и формовочного песка Карасорского ГОКа.
Выше отмечалось, что в огнеупорном ломе и в отходах шамота при повторном термическом воздействии не возникает модификационных превращений, а следовательно, отсутствует эффект объемного расширения. В то же время, кварциты Южно-Топарского месторождения, также как и другие кварцсодержащие материалы, состоят практически из чистого кремнезема на основе p-кварца. Известно, что при обжиге кварц превращается в кристобалит. Равновесная температура этого процесса - около 1050 и 1470 "С. Превращения основных модификаций кремнезема, в данном случае (3-кварца, в кристобалит, протекают со значительным объемным расширением, в результате которого объем материала увеличивается на 15-16%. Задача состояла в подборе оптимального соотношения материалов в засыпке, что при определенном их гранулометрическом составе в условиях высокотемпературного нагре-
ва обеспечивало бы легкое высыпание засыпки из канала шиберного затвора.
Засыпка на основе природных материалов в основном решила поставленную задачу. Степень открываемое™ каналов шиберных затворов без использования кислорода была увеличена до 80%. Однако основными составляющими в данном случае были природные материалы - Южно-Топарский кварцит и формовочный песок. Комбинат в настоящее время располагает в отвалах значительным количеством отходов шамота, 120-150 тыс. т которого подлежат повторному использованию. Поэтому была разработана трехкомпонент-ная засыпка на основе лома шамотных изделий с добавлением формовочного песка и хромовой руды. Служебные характеристики этой смеси значительно превысили аналогичные показатели для смеси на основе кварцита. Использование этой засыпки увеличило степень открываемое™ канала шиберного затвора в среднем до 91%.
Сравнительный анализ качественных показателей готового металла на прокатном переделе показал, что пораженность слитков поверхностным дефектом "пленой" снизилась при использовании засыпки на основе лома шамотных изделий, формовочного песка и хромовой руды.
На комбинате в настоящее время уделяется большое внимание использованию вторичных огнеупоров. Как показал опыт, процесс вовлечения в производство огнеупорного лома оказался достаточно сложным технологически. Потребовалось решение вопросов не только по ручной выборке и сортировке, но и дроблению и измельчению с целью обеспечения рационального зернового состава, доводке до заданного химического состава, а при производстве жаростойких бетонов - по формированию и уплотнению смеси, формовке и сушке готовых изделий, а также режимов их разогрева в металлургических агрегатах. Резервы экономии, вскрытые при внедрении этих решений, далеко не исчерпаны, поэтому следует ожидать повышения доли использования вторичных огнеупоров.
ВЫШЛА В СВЕТ КНИГА
Технология художественной обработки листовых металлов. Исупов B.C.- М.: Металлургия, 2004. - 152 с. Илл., табл.
В монографии изложены основные сведения о металлах и сплавах, используемых для изготовления художественных изделий из листовых металлов. В работе приведена классификация художественных изделий из листового металла, представлены технологические процессы, отражающие развитие науки и техники: процессы рационального раскроя листовых материалов, лазерной резки, использования компьютерной техники, использования аппликационных штампов в производстве художественных изделий и др.
Монография может быть рекомендована для аспирантов и студентов, а также учащихся средних учебных заведений по художественной обработке металлов и полезна для мастеров декоративно-прикладного искусства, реставраторов и искусствоведов.
По вопросу приобретения обращаться в редакцию журнала "Металлург" потел.: (095)777-95-61, 777-95-24 или к автору В.С.Исупову (г.Ижевск) по тел.: (3412)492-497
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.