ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 6, 2014
УДК 621.879.447
© 2014 г. Погодаев Л.И., Ежов Ю.Е.
ПОВЫШЕНИЕ ДОЛГОВЕЧНОСТИ РАБОЧИХ УСТРОЙСТВ СУДОВ ТЕХНИЧЕСКОГО ФЛОТА ИЗНОСОСТОЙКИМИ НАПЛАВКАМИ
Государственный университет морского и речного флота им. адмирала С.О. Макарова,
г. Санкт-Петербург
Рассматриваются вопросы надежности быстроизнашивающихся деталей судов технического флота. Даются рекомендации повышения их долговечности.
В настоящее время обеспечение достаточной надежности оборудования машин и механизмов в различных отраслях народного хозяйства РФ представляет собой проблему государственной важности. Это связано во многих случаях с аварийными ситуациями, возникающими при эксплуатации разнообразных технических средств и оборудования, исчерпавших свой ресурс вследствие старения материалов и конструкций, а также из-за предельного изнашивания ответственных деталей [1—5].
Последнее в полной мере относится к техническим средствам в гидротехническом гражданском, промышленном и дорожном строительстве, при добыче и перегрузке нерудных строительных материалов и в ряде других случаев, когда ответственные детали машин и механизмов подвергаются воздействию абразивных сред. Например, рабочие устройства судов технического флота: детали многочерпаковых земмашин, земснарядов и гидроперегружателей — в процессе эксплуатации подвергаются интенсивной гидроабразивной, а в ряде случаев и кавитационной эрозии.
Бесперебойная и производительная работа судов технического флота в значительной степени зависит от износостойкости и долговечности рабочих устройств земснарядов: от износостойкости деталей рефулерных насосов [1—3], деталей шарнирного соединения черпаковых цепей земмашин [6, 7], а также цилиндровых втулок судовых двигателей внутреннего сгорания (ЦВ СДВС) при вибрационной кавитации [4] и при трении в контакте с деталями цилиндро-поршневой группы [5, 8].
Вьнужденные ремонты и замена износившихся деталей в период навигации приводит к длительным простоям земснарядов, сильно понижающим эффективность их работы. В различных бассейнах страны такие простои на ремонте составляют от 15 до 25% их полезного рабочего времени в течение навигации [1, 2], а только одна переборка черпаковой цепи останавливает работу земмашин не менее чем на 50—55 часов [6].
У землесосных снарядов гидроабразивному изнашиванию подвергаются грунтовые насосы (рабочие колеса, облицовки корпуса, уплотнения, входные патрубки, крышки), а также детали механических разрыхлителей грунта. Скорость изнашивания элементов рабочих колес в ряде случаев достигает 0,1 мм/ч и более [1].
В зависимости от скорости смеси, крупности и формы твердых частиц грунта, содержащихся в двухфазной среде, гидроабразивное изнашивание и поверхностное разрушение обтекаемых деталей может иметь несколько разновидностей: шлифующее воздействие среды, содержащей мелкий абразив; царапающее воздействие остро-
угольных абразивных частиц; ударно-абразивное воздействие потока, содержащего крупные включения гальки и гравия и пр. Часто наблюдается изнашивание деталей от совместного воздействия твердых частиц и гидродинамической кавитации. При этом интенсивность изнашивания стальных деталей может увеличиться в несколько раз [1—3].
У многочерпаковых земмашин наибольший износ наблюдается у деталей шарнирного соединения черпаковой цепи, черпаков, соединительных звеньев и элементов нижнего барабана. В большинстве случаев детали подвергаются истиранию, коррозии и схватыванию сопряженных поверхностей при трении без смазки в присутствии абразивных частиц при высоких удельных давлениях и ударах [6, 7].
На основании накопленного опыта можно предполагать, что недостаточная надежность дноуглубительной техники, в частности, интенсивный износ деталей черпако-вой цепи земмашины и деталей грунтовых насосов земснаряда окажется серьезным препятствием успешному решению Федеральной целевой программы "Развитие транспортной системы России (2010—2019 годы)" и ее подпрограммы "Внутренний водный транспорт". Одной из задач подпрограммы является крупномасштабный проект по дноуглублению дельты р. Волги, обмеление и разрастание дельты которой привело к затоплению 15 тыс. кв. км сельхозугодий, к резкому падению уровня воды на участке Нижний Новгород—Астрахань, нарушению непрерывного сквозного судоходства в транспортном коридоре "Север—Юг".
Очевидно, что рекомендуемые Правительством дноуглубительные работы могут выполняться только техническим флотом, т.е. установками, оснащенными грунтоза-борными устройствами, и средствами перемещения грунта или гидротранспорта неоднородной среды (пульпы) в места складирования. Для разработки плотных грунтов должны использоваться многочерпаковые земмашины, а для работы на песчаных грунтах — земснаряды. Общим для этих машин является недостаточно высокая надежность рабочих устройств, в значительной степени определяющих их работоспособность и эффективность эксплуатации в целом.
Накопленный опыт показывает, что такими рабочими устройствами являются детали шарнирного соединения черпаков и детали грунтовых насосов. При этом наибольшему износу подвергаются черпаковые пальцы, рабочие колеса насосов и детали ци-линдропоршневой группы СДВС, установленных на земснарядах [1—7].
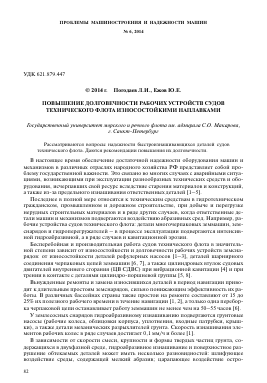
Практика показывает, что детали грунтовых насосов, в первую очередь рабочие колеса, вырабатывают предельный ресурс в основном из-за характерных местных изно-сов, связанных с образованием вихрей в двухфазном потоке. Наиболее интенсивное вихреобразование, особенно при неоптимальных режимах работы грунтовых насосов, например, при низких напорах, наблюдается на лопастях и дисках при входе в рабочее колесо и в районе выхода пульпы из колеса в отвод. Значительно изнашиваются защитные бронедиски, передняя крышка и особенно съемное уплотнительное кольцо, скорость изнашивания которого может превысить 0,2 мм/ч. Характер износа деталей грунтовых насосов показан на рис. 1 и 2.
Местному гидроабразивному изнашиванию подвергаются также стальные трубы грунтопроводов, общая длина которых в ряде случаев достигает 450—550 м. В течение навигации трубы на изгибах плавучего грунтопровода могут изнашиваться вплоть до образования свищей. Для снижения интенсивности изнашивания грунтопроводов внутренняя поверхность труб должна быть гидравлически гладкой и какие-либо местные препятствия на пути пульпы должны отсутствовать.
Износостойкость наплавок для защиты грунтовых насосов от гидроабразивного изнашивания. Проведена сравнительная оценка износостойкости наплавочных сплавов при гидроабразивном изнашивании. Износостойкость сплавов определяли на установке лоткового типа. Испытания проводили при линейной скорости перемещения образцов в рабочей среде 10,7 м/с. В качестве абразива использовали речной кварцевый песок размерами 0,3—1,0 мм и гранитную крошку размерами 5—10 мм.
Образцы для исследований получали путем отливки в песчаные формы или наплавкой в медную изложницу. Испытывали образцы, наплавленные порошковыми
Рис. 1. Расположение зон местных износов колес насосов при низконапорных режимах работы: 1 — на рабочей поверхности лопасти; 2 — на дисках; 3 — на стыке диска с лопастью; 4 и 5 — на нерабочих поверхностях лопастей и дисков; б — поверхность стали 25 Л в зонах местного изнашивания
в
Рис. 2. Рабочее колесо грунтового насоса земснаряда ДЭ-250; а — до эксплуатации; б — после работы в течение 600 часов; в — после наплавки; г — износ наплавленного слоя
проволоками (ПП) марок ПП-Нп-06Х12Г6, ПП-Нп-95Х5Г5С, ПП-Нп-10Х15Н2Т, ПП-Нп-90Г13Н4, ПП-Нп-80Х7С, ПП-Нп-200Х15РС2Т, ПП-Нп-150Х15РЗТ2 и ПП-Нп-350Х10Б8Т2, а также электродами 13КН/ЛИВТ и Т-620. В литом состоянии испытывали образцы сталей следующих марок: 85Х8Г4С, 85Х8Г4СФЮ, 85Х8Г4СФТЗ и 85Х8Г4СФЮТЗР. За эталон приняли сталь Ст3.
Наибольшую износостойкость при испытании кварцевым песком (коэффициент относительной износостойкости 12,7) показали образцы, наплавленные порошковой проволокой ПП-Нп-350Х10Б8Т2. Коэффициенты относительной износостойкости образцов, наплавленных электродами 13КН/ЛИВТ и Т-620 оказались равными 2,2 и 7,3 соответственно. Таким образом, в случае гидроабразивного изнашивания при низ-
ком уровне ударного воздействия предпочтение следует отдавать наплавленному металлу с мартенситно-карбидной структурой. Наплавленный металл с мартенситно-аустенитной и с аустенитной структурами при гидроабразивном изнашивании песком показал износостойкость на уровне стали Ст3.
При испытании в гидросмеси, содержащей 30% гранитной крошки, из-за возрастания степени ударного воздействия на поверхность образцов в ряду износостойкости произошли существенные изменения: наиболее стойкими оказались материалы, имевшие оптимальное сочетание твердости и ударной вязкости. Например, образцы литой стали 85Х8Г4СФЮ (НЯС 28, ан = 19 Дж/см2) имели относительную износостойкость 3,8, а образцы стали 85Х8Г4СФЮТЗР (НЯС 54, ан = 5,1 Дж/см2) - 2,2.
Сравнительная оценка износостойкости наплавленного металла по энергетическому критерию Жкр (критической плотности мощности деформации) оказалась наиболее эффективной для сплавов определенной структурной группы, в частности для Сг-Мп-сплавов, дополнительно легированных бором и титаном. Оптимальное сочетание вязкости и твердости в комплексно-легированных сплавах при содержании углерода не более 1% соответствует наибольшему значению критерия Жкр [8] и обеспечивает высокий уровень их износостойкости при абразивном и ударно-абразивном изнашиваниях.
По результатам выполненных исследований рекомендованы материалы для серийного внедрения на судоремонтных предприятиях при восстановлении деталей грунтовых насосов.
Надежность деталей черпаковых земмашин. Детали черпаковой цепи многочерпако-вых земснарядов подвергаются нескольким разновидностям изнашивания [6, 7]. В моменты резания и забора грунта черпаками детали шарнирного соединения черпако-вой цепи испытывают весьма высокие давления, сопоставимые с твердостью пальцев, втулок в полозках черпаков и колец в соединительных звеньях, изготовляемых в настоящее время из марганцовистой стали 110Г13 с аустенитной структурой.
Нагрузки с
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.