ПОВЫШЕНИЕ ДОСТОВЕРНОСТИ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Возрастание объемов строительства нефте- и газопроводов и более жесткие условия эксплуатации их (повышение давления, увеличение перепада температур и коррозионного воздействия и т. д.) обусловливают более высокие требования к качеству сварочно-монтажных работ как на базах поворотной сварки, так и в трассовых условиях. Эта проблема крайне актуальна, так как выход из строя хотя бы одного стыка влечет за собой колоссальные затраты на ликвидацию последствий аварии и приводит к экологическим катастрофам, нанося непоправимый вред окружающей среде.
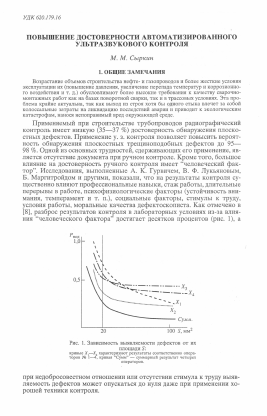
Применяемый при строительстве трубопроводов радиографический контроль имеет низкую (35—37 %) достоверность обнаружения плоскостных дефектов. Применение у. з. контроля позволяет повысить вероятность обнаружения плоскостных трещиноподобных дефектов до 95— 98 %. Одной из основных трудностей, сдерживающих его применение, является отсутствие документа при ручном контроле. Кроме того, большое влияние на достоверность ручного контроля имеет "человеческий фактор". Исследования, выполненные А. К. Гурвичем, В. Ф. Лукьяновым, Б. Маргитройдом и другими, показали, что на результаты контроля существенно влияют профессиональные навыки, стаж работы, длительные перерывы в работе, психофизиологические факторы (устойчивость внимания, темперамент и т. п.), социальные факторы, стимулы к труду, условия работы, моральные качества дефектоскописта. Как отмечено в [8], разброс результатов контроля в лабораторных условиях из-за влияния "человеческого фактора" достигает десятков процентов (рис. 1), а
М. М. Сыркин
1. ОБЩИЕ ЗАМЕЧАНИЯ
Л
нод
1,0
\\ \\
0,5
Сумм.
20
100 5, мм-
,2
Рис. 1. Зависимость выявляемости дефектов от их площади 5:
кривые X—характеризуют результаты соответственно операторов № I—4, кривая "Сумм" — суммарный результат четырех операторов.
при недобросовестном отношении или отсутствии стимула к труду выяв-ляемость дефектов может опускаться до нуля даже при применении хорошей техники контроля.
Исходя из результатов этих и других исследований, рекомендуется для снижения отрицательных последствий "человеческого фактора" следующее:
1) повышение мотивации труда дефектоскопистов;
2) строгий отбор дефектоскопистов;
3) тренировка и периодическая аттестация персонала;
4) применение автоматизированных и механизированных средств контроля;
5) автоматическое документирование результатов контроля;
6) повышение административной и уголовной ответственности за невыполнение должностных обязанностей.
К техническим методам относятся 4-й и 5-й пункты. Именно они и являются предметом рассмотрения.
Для автоматизации процесса у. з. контроля необходим специальный механизм сканирования (МС) пьезоэлектрического преобразователя (ПЭП), который должен перемещать акустическую систему вдоль шва. При этом можно выделить два подхода к конструированию МС:
1. МС обеспечивает возвратно-поступательное движение ПЭП, повторяющее движения дефектоскописта при ручном контроле.
2. МС обеспечивает продольное сканирование многоэлементными акустическими системами.
Системы, использующие продольное сканирование, существенно проще по конструкции и, следовательно, надежнее. Такие разработки есть у фирм "ЯТО" (Голландия) — "Ротоскан" и "Бэндскан", "СГС Сономатик" (Англия) — иР8-1109 и др. Однако, эти системы обладают существенным недостатком: для задания направления перемещения и удержания механизма сканирования используются жесткие направляющие. При неточной установке последних достоверность контроля резко ухудшается. Правда, при контроле сварных соединений, выполненных аппаратурой "Си-Ар-Си", для закрепления оборудования при контроле используются те же направляющие, которые использовались при сварке. Однако, при строительстве газопроводов автоматическая сварка типа "Си-Ар-Си" практически не применяется, а механизация сварки достигается вращением трубы без использования направляющих.
Установка и юстировка направляющих при контроле сварных стыков трубопроводов больших диаметров является весьма трудоемкой операцией. Особенно она усложнена при проведении работ в неблагоприятных климатических условиях Сибири и Крайнего Севера. Данные работы требуют высокой квалификации персонала, что, в известной степени, обесценивает достоинства автоматического контроля. Следовательно, необходимо применять механизм сканирования без направляющих. Удержание устройства на поверхности трубы можно осуществлять с помощью магнитов, а отслеживание сварного шва в процессе сканирования — с помощью специальных датчиков слежения и системы управления.
Система сканирования — наиболее сложный и наименее надежный механизм любой автоматизированной системы неразрушающего контроля. Она должна обеспечить прозвучивание всего наплавленного металла шва и зоны термического влияния по заданной траектории с постоянной или регулируемой скоростью, гарантируя при этом надежный акустический контакт.
Выбор акустической системы зависит от толщины и геометрии сварного соединения, характера распределения дефектов по типу, ориентации и расположения в нем. Как уже было сказано, системы, использующие продольное сканирование, существенно проще по конструкции и, следовательно, надежнее. В них применяется одновременное прозвучивание не-
сколькими преобразователями, каждый из которых прозвучивает соответствующую зону по толщине. При этом отпадает необходимость в поперечном перемещении преобразователей. Обычно такие преобразователи объединены в одну матрицу и переключаются с помощью электронного коммутатора, управляемого программным блоком. Для обнаружения разно-ориентированных дефектов обязательно прозвучивание в пределах азимутального сектора ±15 град относительно нормали к оси шва или применение преобразователей с веерной диаграммой направленности.
Для широкого применения автоматизированного у. з. контроля необходимо определить степень достоверности информации, получаемой этим методом. Достоверность автоматизированного у. з. контроля зависит от каждого элемента системы, а именно:
1) от акустического блока (АБ) с преобразователями (степени оптимизации АБ, углов ввода, уровня чувствительности, способов настройки, помехозащиты и т. д.);
2) от системы слежения за швом и механизма для перемещения преобразователя вдоль и поперек шва;
3) от системы слежения за качеством акустического контакта;
4) от системы подачи контактной жидкости;
5) от электронного блока для генерирования зондирующих импульсов и приема эхо-сигналов;
6) от электронного блока для логической обработки информации о дефекте;
7) от системы автоматической отбраковки.
Как показал опыт, наиболее уязвимыми для ошибок и погрешностей применительно к автоматизированному у. з. контролю являются следующие элементы:
1) механизм перемещения преобразователя и система слежения за швом;
2) система подачи контактной жидкости и слежения за качеством акустического контакта;
3) акустический блок с преобразователями.
Эти элементы работают "на стыке" механики и электроники, или электроники и акустики, что всегда вызывает дополнительные проблемы. Остальные элементы являются чисто электронными, или чисто механическими, что обычно не вызывает проблем, потому что каждая из этих областей достаточно проработана.
2. ОШИБКИ ИЗМЕРЕНИЯ ПРИМЕНИТЕЛЬНО К АВТОМАТИЗИРОВАННОМУ У. 3. КОНТРОЛЮ
Все погрешности делятся на погрешности измерения координат и погрешности измерения размеров дефекта. Рассмотрим основные причины их возникновения и возможные пути устранения применительно к автоматизированному контролю.
2.1. Погрешности измерения координат
2.1.1. Систематические погрешности, а. Погрешности, обусловленные несовпадением плоскости симметрии сварного шва с осью симметрии акустической системы контролирующего автомата из-за неточной установки направляющих элементов при применении таковых, б. Те же погрешности при автоматическом слежении за швом, вызванные неточной настройкой датчика слежения за швом на середину шва. в. Погрешности определения продольных координат дефекта, вызванные неправильным определением точки начала контроля.
2.1.2. Случайные ошибки, а. Погрешности, обусловленные несовпадением плоскости симметрии сварного шва с осью симметрии акустической системы контролирующего автомата из-за смещения "нуля" ДСШ, вызванного перекосом кромок сварного шва. б. Погрешности, вызванные неточностью определения оси симметрии сварного шва датчиком слежения за швом из-за смещения верхнего относительно нижнего валиков усиления сварного шва. в. Погрешности, вызванные неточностью определения оси симметрии сварного шва датчиком слежения за швом из-за валика усиления сварного шва. г. Погрешности, вызванные "вилянием" механизма сканирования после случайных сбоев и перехода продольных швов. д. Погрешности определения глубины залегания дефекта, вызванные конечной шириной диаграммы направленности пьезоэлектрического преобразователя (ПЭП). е. Погрешности определения продольных координат дефекта, вызванные проскальзыванием колес, связанных с датчиком пути.
2.2. Погрешности измерения размеров дефекта
2.2.1. Систематические ошибки. Ошибки, вызванные постепенным изменением свойств пьезоэлектрических преобразователей (истирание подошвы и др.).
2.2.2. Случайные ошибки, а. Ошибки, вызванные самопроизвольным изменением качества акустического контакта, б. Ошибки, вызванные произвольной ориентацией дефекта, в. Ошибки, вызванные неравномерной чувствительностью в пределах ширины диаграммы направленности.
3. АНАЛИЗ ПРИЧИН ВОЗНИКНОВЕНИЯ ПОГРЕШНОСТЕЙ И ПУТИ ИХ ПРЕОДОЛЕНИЯ
3.1. Влияние параметров МС на достоверность у. з. контроля
Основная причина возникновения ошибок определения координат дефекта — несовершенство механизма сканирования и неправильная его эксплуатация. Очевидно, что при применении направляющих устройств поперечная точность определения координат дефектов целиком зависит от точности установки этих устройств, что, как уже было сказано, в значительной мере обесценивает эффект от автоматизации. Поэтому желательно использовать системы с автоматическим слежением за швом
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.