В Российской ау^п^мии естественных наук
ПОВЫШЕНИЕ ФИЗИКО-МЕХАНИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК ПОРОШКОВЫХ ИЗДЕЛИЙ
© Ю.В. Рязанцев, С.Д. Куимов, А.Г. Титова, A.A. Саночкин,
ОАО "Ревдинский завод по обработке цветных металлов" В.Я. Буланов, академик РАЕН, Институт металлургии РАН
В современном машиностроении широко применяются порошковые изделия конструкционного, триботехнического, электротехнического и других назначений. Классическая технология позволяет получать заготовки и изделия с высокой размерной точностью при высокой производительности. Однако прочность их недостаточна, поэтому литье, штамповка, механическая обработка остаются основными способами производства в машиностроении.
Низкая прочность порошковых изделий связана с остаточной пористостью. Для изделий триботехнического назначения она является положительным фактором - жидкая смазка, заполняющая поры, расходуется в процессе эксплуатации изделий, тем самым снижая трение. Однако следует учитывать, что такие изделия с жидкостной смазкой не предназначены для работы в вакууме, при повышенных и низких температурах и давлениях, в агрессивных средах с эрозионным износом.
В 1980-1990-х годах в машиностроении специального назначения и для производства гражданской продукции (гидронасосов, электродвигателей, швейных и стиральных машин и др.) стали применять антифрикционные самосмазывающиеся порошковые материалы на основе меди (а.с. 677527, 683104, 689357, 1730857 СССР). В некоторых узлах трения самосмазывающиеся подшипники скольжения успешно заменяли подшипники качения. Классическая технология производства заготовок и изделий из таких материалов предусматривает приготовление смесей из порошков меди, легирующих компонентов с добавками дисульфида молибдена и графита в смесителях различных конструкций; холодное прессование смесей в металлических пресс-формах на прессах-автоматах; спекание прессовок в печах с защитной атмосферой и термообработка, калибровка и механическая обработка по необходимости. Недостаток технологии заключается в получении изделий с остаточной пористостью, которая снижает их физико-механические и эксплуатационные характеристики. Кроме этого, из-за неравномерного смешивания порошковых композиций, особенно компонентов с большой разницей по плотности (например, металла с графитом) в существующем смесепри-готовительном оборудовании избавиться от сегрегации не представляется возможным.
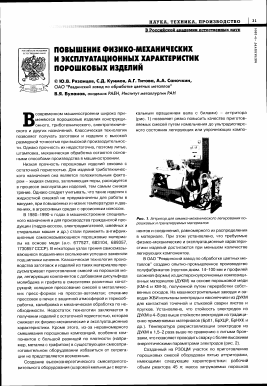
Создание высокоэнергетического смесепригото-вительного оборудования (шаровой мельницы с верти-
кальным вращением вала с билами) - аттритора (рис. 1) позволяет резко повысить качество приготовляемых смесей путем измельчения до ультрадисперсного состояния легирующих или упрочняющих компо-
Рис. 1. Аттритор для химико-механического легирования порошковых и гранулируемых материалов
нентов и соединений, равномерного их распределения в материале. При этом установлено, что требуемые физико-механические и эксплуатационные характеристики изделий достигаются при меньшем количестве легирующих компонентов.
В ОАО "Ревдинский завод по обработке цветных металлов" создано опытно-промышленное производство полуфабрикатов (прутков диам. 14-100 мм и профилей сложной формы) из дисперсноупрочненных композиционных материалов (ДУКМ) на основе порошковой меди (КМ-4 и КМ-5), полученной путем переработки собственных отходов. На машиностроительных заводах и заводах ЖБИ испытаны электроды и наконечники из ДУКМ для контактной точечной и стыковой сварки листов и прутков. Установлено, что стойкость электродов из ДУКМ в 4-8 раз выше стойкости электродов из традиционно применяемых материалов (БрХ1, БрХЦР, БрНХК и др.). Температура рекристаллизации электродов из ДУКМ в 1,5-2 раза выше по сравнению с литыми бронзами, что позволяет проводить сварку с более высокими энергетическими параметрами электродов (рис. 2).
Созданный на РЗОЦМ участок по приготовлению порошковых смесей оборудован пятью аттриторами, имеющими следующие характеристики: рабочий объем реактора 45 л; масса загружаемых порошков
Физико-механические характеристики самосмазывающейся порошковой бронзы
Способ получения полуфабриката Состав, % (масс.) Диаметр прутка, мм Вид обработки полуфабриката Твердость HV30, МПа (Тв, МПа
1. Химико- Sn-5; Cr-3; N¡-7; Горячее 10 1575 750
механическое MoS2-0,25; прессование 22 1598 800
легирование графит-0,3; Горячее прессование 10 2431 930
(пат. 2203972, TiH2-0,3; с последующей 22 2449 950
2203973 РФ) Си-остальное термообработкой
2. Смешивание Sn-5; Cr-3; Ni-7; Горячее 22 1200 380
в смесителе MoSa-0,25; прессование
(классическая графит-0,25; Горячее прессование 22 1800 550
технология) TiH2-0,3; Cu-остальное с последующей термообработкой
Примечания: 1. Плотность заготовок независимо от технологии составляла 8,6-8,7 г/см3. 2. Химико-механическое легирование порошков проводили в аттриторе в течение 1 ч 40 мин, смешивание порошков - в смесителе двухконусного типа в течение 4 ч. 3. Пористость брикетов диам. 60 мм и высотой 100 мм после холодного компактирования гранулята и порошковой смеси составляла 15-17%. 4. Гидрид титана (Т)Н2) добавляли в качестве геттера (газопоглотителя).
^ 2500
0
2 « 2000
1 I
m s
о о
С о
Л о
" S
О о.
S с 0) m
1500 1000 500
1Ш-9Ч
N
. BpXLlD КМ-4
0 200 400 600 800 1000 Температура отжига, °С
Рис. 2. Влияние температуры отжига на твердость порошковых материалов
5-12 кг; масса мелющих шаров 60-120 кг; скорость вращения вала с билами 900 об/мин; мощность привода вращения 15 кВт; габаритные размеры установки 1150x2900x1700 мм; масса 2500 кг.
Холодное прессование механически легированных композиций (гранулята) проводят в гидравлических вертикальных и горизонтальных прессах. Для получения крупногабаритных полуфабрикатов из ДУКМ эффективно используются горизонтальные гидравлические прессы усилием 31,5 МН, на которых получают хо-лоднокомпактированные брикеты диам. 200 мм, а затем после их нагрева в индукционной печи - прутки диам. 25-100 мм.
По приведенной технологической схеме целесообразно получать полуфабрикаты конструкционного и триботехнического назначений. Химико-механическое легирование порошковых и гранулированных материалов и получение дисперсноупрочненного гранулята с равномерным распределением ультрадисперсных частиц упрочняющих фаз(оксидов,карбидов,нитридов и других легирующих элементов) с последующими тех-
нологическими переделами: холодным и горячим прессованием, термообработкой и по необходимости правкой, калибровкой, механической обработкой позволяет повысить качество порошковых материалов.
В настоящей работе исследовали свойства антифрикционного материала (аналога.с. 683104 СССР) ПА -БрОХНМсГр (ОСТЗ-6082-91) с уменьшенным содержанием хрома, полученного различными технологиями.
Установлено (таблица), что прочностные характеристики порошковой бронзы, полученной с применением химико-механического легирования, выше, чем бронзы, компоненты которой смешивали в смесителе (в остальном технологии не отличались).
Авторы статьи считают целесообразным расширить исследования с целью создания порошковых материалов с использованием химико-механического легирования в аттриторах. Это позволит создать новый класс материалов с повышенными эксплуатационными характеристиками.
Библиографический список
1. Куимов С.Д., Филонов A.B. Разработка и исследование технологии получения биметаллических полуфабрикатов для электродов контактной сварки. Слоистые композиционные материалы - 2001 (Волгоград. 2001): Тезисы докладов на международной конференции. С. 264-266.
2. Kuimov S., Filonov A. Materials and Coatings for Extreme Perfomances: Second Inter. Conf. (Katsiveli -Ponizovka, Crimea, Ukraine. 2002. 16-20 September). - Kiev, 2002. P. 198-199.
3. Колмогоров Г.Л., Куимов С.Д., Мокрецов A.C., Филонов A.B. Технология производства и теплофизичес-кие свойства дисперсноупрочненных композиционных материалов на основе порошковой меди / Динамика и прочность машин: Вестник Пермского ГТУ. - Пермь, 2003. С. 65-69.
4. Рязанцев Ю.В., Куимов С.Д., Титова А.Г. и др.
Жаропрочные дисперсноупрочненные материалы на основе меди // Цветные металлы. 2004. № 1. С. 59-61.
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.