ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 2, 2014
ЭКСПЕРИМЕНТАЛЬНАЯ МЕХАНИКА, ДИАГНОСТИКА, ИСПЫТАНИЯ
УДК 621.785.53:620.178.16:620.186
© 2014 г. Герасимов С.А., Куксенова Л.И., Лаптева В.Г., Фахуртдинов Р.С., Алексеева М.С., Данилов В.Д., Смирнов А.Е., Громов В.И.
ПОВЫШЕНИЕ ХАРАКТЕРИСТИК МЕХАНИЧЕСКИХ СВОЙСТВ ТЕПЛОСТОЙКИХ СТАЛЕЙ МЕТОДОМ АКТИВИЗАЦИИ ПРОЦЕССА АЗОТИРОВАНИЯ
Представлены значения твердости, износостойкости и предела контактной выносливости сталей ВКС-7 и ВКС-10, экспериментально полученные в разных условиях испытаний. Достигнуто повышение характеристик механических свойств теплостойких сталей путем применения новой комплексной технологии термической и химико-термической обработки, основанной на создании мелкодисперсной структуры при теплой деформации и активизации процесса диффузионного насыщения при ионно-плазменном азотировании.
Основными показателями качества нагруженных подвижных сопряжений является их надежность и долговечность, которые в существенной мере определяются эксплуатационными свойствами конструкционных материалов, зависящими от характеристик механических свойств (твердости, износостойкости, усталостной прочности). При этом поверхностный слой является объектом, с которого начинается разрушение детали. Поэтому техническое решение проблемы повышения надежности и долговечности изделий связано с технологическим обеспечением качества их поверхностного слоя, в котором локализуются основные деформационные и физико-химические процессы при контактном взаимодействии.
Существующие традиционные технологии изготовления и упрочнения поверхностных слоев высоконагруженных деталей из теплостойких сталей, в частности ответственных деталей турбо- и моторостроения, гильз цилиндров двигателей внутреннего сгорания, зубчатых колес, различных деталей сложной конфигурации, нуждаются в совершенствовании. Повышение качества деталей можно достигнуть в результате разработки новых технологий термической и химико-термической обработки. Они основаны на активизации процессов диффузионного насыщения, обеспечивают объемное и поверхностное мелкодисперсное состояние конструкционных материалов, которое достигается методами предварительного интенсивного силового и теплового воздействия и последующих процессов химико-термической обработки.
Целью настоящей статьи является обеспечение требований повышенной твердости, износостойкости и контактной выносливости теплостойких сталей путем применения новой технологии термической и химико-термической обработки, основан-
ной на создании мелкодисперсной структуры при теплой деформации и на активизации процесса диффузионного насыщения при ионно-плазменном азотировании.
Исследуемые материалы и обработка. Испытываемые образцы изготавливали из сталей ВКС-7 (16Х2Н3МФБАЮ-Ш по ТУ 14-1-4483-88) и ВКС-10 (13Х3Н3М2ВФБ-Ш по ТУ 14-1-4999-91).
Образцы сталей при подготовке к ионно-плазменному азотированию повергались предварительной термической обработке, состоящей из нормализации и высокого отпуска по режимам: нормализация при температуре 950°, высокий отпуск при температуре 640—670°, время обработки 6 часов. Для создания мелкодисперсного состояния поверхностного слоя образцы из сталей ВКС-7 и ВКС-10 подвергали предварительной интенсивной пластической деформации (ИПД) — осадке при температуре 700° и степени деформации 80% в условиях мультиосевой деформации. После осадки в осевом направлении заготовку подвергали кратковременному подогреву и затем протяжке в поперечном направлении. При этом изменялось направление оси прилагаемого деформирующего усилия и, соответственно, деформации, что обеспечивало формирование однородной мелкодисперсной структуры [1, 2]. Ионно-плазменное азотирование проводили на опытной установке в среде азотно-водородной газовой смеси состава 95%М2 + 5%Н2 при температуре 500° в течение 20 часов.
Методики испытаний. Оценка микротвердости. Распределение микротвердости по толщине обработанного слоя оценивали на поперечном шлифе, полученном на образцах, вырезанных на станке Duscotom-6 с охлаждением в воде. Шлифование и полирование запрессованных в специальную смолу образцов проводили на автоматизированной установке Те§гатт-25. Для травления шлифов применяли 5%-й спиртовой раствор азотной кислоты. Оценку микротвердости проводили на микротвердомере Durascan-70 при нагрузке 100 г.
Испытания на износостойкость проводили по двум схемам.
1. На восьмипозиционном стенде с возвратно-поступательным движением сопрягаемых образцов, имеющих плоские поверхности трения. Испытываемый азотированный образец 1 с меньшей поверхностью трения является неподвижным, и к нему прикладывается нагрузка. В качестве контробразца (образец 2 с большей поверхностью трения) использовали сталь 20 в состоянии после цементации и закалки до твердости 59—60 НЯС. Он совершает возвратно-поступательное движение относительно неподвижного образца со средней скоростью скольжения 0,19 м/с. Ход подвижного образца Н = 0,04 м. Смазочным материалом служила пластичная смазка Литол-24 (ТУ 0254-116-04001396-05), предназначенная для смазывания всех типов подшипников качения и скольжения, шарниров зубчатых передач, индустриальных механизмов и электромашин. Износ упрочненного слоя определяли после работы на стенде в течение 15 часов при р = 10 МПа N = 705,6 Н). Величину линейного износа и интенсивности изнашивания по ГОСТ 27674-88 оценивали по потере массы образцов пяти аналогичных пар трения.
2. На стенде СМЦ-2 в условиях качения с проскальзыванием, характерных для работы зубчатых передач. В испытании участвуют два ролика: ролик 1 из испытываемой стали и сопряженный ролик 2 из стали 18ХГТ (60 НЯС). Приработку осуществляли при капельной смазке маслом индустриальным И-20А (ГОСТ 20799-88) со скоростью 30 капель/мин в условиях ступенчатого повышения нагрузки через каждые 10 мин работы. Ступени нагружения при приработке: 200, 300, 400 и 500 Н до полного прилегания поверхностей трения. Износ упрочненного слоя определяли после работы на стенде в течение 1 часа при N = 500 Н ^ = 348 МПа) и V = 0,96 м/с, проскальзывании 4,8% в масле И-20А. По окончании испытаний фиксировали величину потери массы, а величину интенсивности изнашивания по ГОСТ 27674-88 определяли расчетом по потере массы.
Испытания на контактную усталость проводили на двухпозиционном стенде Ш-17, моделирующем качение с проскальзыванием: опытный образец диаметром d = 30,2 мм сжимается с двух сторон в радиальном направлении нажимными контрте-
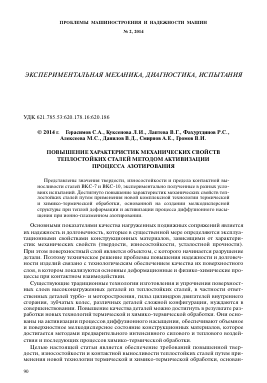
НУ 1200
800
400
200
0 0,1 0,3 0,5
h, мм
лами диаметром D = 121 мм. Опытный образец приводится во вращение с помощью повышающей зубчатой передачи; контртела приводятся во вращение с помощью понижающих зубчатых передач, связывающих валы образца и контртела. Суммарная скорость качения 25,47 м/с; скорость скольжения на отстающей поверхности образца 0,75 м/с (удельное скольжение на этой поверхности 6,1%). Нагружение опытных образцов осуществляли с помощью пружин сжатия. В качестве смазочного материала использовали масло И-20А.
Результаты испытаний и их обсуждение. На рис. 1 приведены кривые распределения микротвердости по толщине азотированного слоя. Видно, что толщина диффузионного слоя составляет 0,3—0,5 мм и слабо зависит от условий азотирования. Однако условия азотирования существенно влияют на достигаемый уровень микротвердости в слоях, непосредственно прилегающих к поверхности. Например, для стали ВКС-7 максимальная твердость после традиционного газового азотирования достигает величины 8200 НУ, а после ионно-плазменного с предварительным деформационным и тепловым воздействием — 950 НУ, для стали ВКС-10 твердость достигает величины 1050 НУ. Таким образом, исследуемые теплостойкие стали после комплексной обработки, включающей предварительную пластическую деформацию методом теплой осадки и ионно-плазменное азотирование, отвечают требованиям повышенной твердости поверхностного слоя. При этом следует отметить, что для исследованных марок сталей значения микротвердости несколько отличаются: наибольшее значение соответствует стали ВКС-10, но при этом для стали ВКС-10 убывание микротвердости по толщине слоя происходит быстрее (кривая 2), чем для стали ВКС-7 (кривая 1).
Результаты оценки интенсивности изнашивания образцов из сталей ВКС-7 и ВКС-10 при испытаниях по схемам реверсивного скольжения и качения с проскальзыванием приведены в таблице.
Из таблицы видно, что средние значения интенсивности изнашивания I1 поверхностных азотированных слоев сталей ВКС-7 и ВКС-10 в условиях поверхностного
Схема испытаний Материал контробразца Исследуемая сталь Интенсивность изнашивания образца 1 Интенсивность изнашивания образца 2 /2 Суммарная интенсивность изнашивания
Реверсивное трение скольжения Сталь 20, цементация, закалка ВКС-7 0,36 • 10-10 0,69 • 10-10 0,49 • 10-10
ВКС-10 0,27 • 10-10 0,26 • 10-10 0,31 • 10-10
Качение с проскальзыванием Сталь 18ХГТ, цементация, закалка ВКС-7 0,77 • 10-9 1,034 • 10-9 1,80 • 10-9
ВКС-10 1,47 • 10-9 1,316 • 10-9 2,79 • 10-9
скольжения не превышают величины 0,5 ■ 10-10, что является показателем их высокой износостойкости. При этом средние значения интенсивности изнашивания стали ВКС-10 в 1,3 раза меньше, чем стали ВКС-7. Сопряженные контробразцы !2 в паре со сталью ВКС-10 изнашиваются в 2,4 раза меньше, чем при работе со сталью ВКС-7. Таким образом, в условиях трения скольжения работоспособность стали ВКС-10 выше.
Сравнение износостойкости исследуемых сталей после активизации азотирования с износостойкостью стали 38Х2МЮЯ после газового азотирования в условиях реверсивного трения [3, 4] показывает, что интенсивности изнашивания снижаются до 5— 10 раз.
Результаты испытаний пары трения в условиях качения с проскальзыванием показали, что средние интенсивности изнашивания ^ поверхностных азотированных слоев сталей ВКС-7 и ВКС-10 не превышают величины 1,5 • 10-9, что как и при реверсивном трении скольжения является показателем их высокой работоспособности для тяжелых условий эксплуатации. Однако в отличие от чистого скольжения, средние интенсивности изнашивания стали ВКС-7 в 1,9 раза меньше, че
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.