jtüBiisi-at
УДК 621.774
ПОВЫШЕНИЕ КАЧЕСТВА ПОВЕРХНОСТИ ХОЛОДНО-ДЕФОРМИРОВАННЫХ ТРУБ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ
© Ан.В. Серебряков, Е.Л. Шулин, Ал.В. Серебряков, A.A. Богатое
ОАО "Первоуральский новотрубный завод", ГО У ВПО "УГТУ-УПИ"
■а развивающемся рынке труб для энергетического и химического машиностроения сокращается присутствие отечественных трубных заводов. Это обусловлено высокой себестоимостью и несоответствием выпускаемых труб новым, более высоким, требованиям к точности их размеров и качеству поверхности.
Качество поверхности является обязательным требованием нормативно-технической документации. Оно устанавливается эталонами, фотоэталонами или требованиями к внешнему виду поверхности, определяемому способом дополнительной обработки:
осветляющая химическая обработка - пассивирование (ГОСТ 24030-80, ГОСТ 9941-81, ГОСТ 10498-82 и др.);
абразивная обработка - шлифование или полирование (ГОСТ 19277-73, ГОСТ 10498-82, ТУ 14-ЗР-197-2001 и др.); безокислительная термическая обработка в водороде, других защитных газах и вакууме (ГОСТ 24030-80, ГОСТ 10498-82 и др.);
анодно-гидравлическая обработка - электрохимическое полирование (ГОСТ 40498-82, ТУ 14-ЗР-197-2001, ГОСТ 24030-80). Характеристики качества поверхности в основном исчерпываются перечислением видов недопустимых и допустимых дефектов, ограничением их количества и глубины [1]. Таким образом, нормы и показатели качества поверхности, определяемые требованиями стандартов, регламентируют перечень операций дополнительной обработки поверхности и косвенно отражают эксплутационные свойства труб. Способ дополнительной обработки определяет микрорельеф и шероховатость поверхности труб.
Шероховатость внутренней поверхности труб обусловливает образование на ней отложений, удаление которых при эксплуатации теплообменной аппаратуры, применяемой в энергетике и химической промышленности, является сложной задачей. От качества поверхности зависит также сопротивление материала зарождению трещин при мало-цикповой усталости и термоциклировании под напряжением, гидравлическое сопротивление в трубопроводах, коэффициент отражения и др. Исследованиями НПО "ЦНИИТ-маш" установлено, что повышение шероховатости поверхности деталей из стали 03X18Н11 в процессе механообработки на порядок снижает сопротивляемость стали межкристаллитной коррозии (МКК) и коррозионному растрескиванию (КР). Причем, эта сталь характеризуется высокой стойкостью к таким дефектам.
Применяемая в настоящее время технология производства труб из коррозионностойких сталей с повышенными требованиями к качеству поверхности предусматривает прокатку их на валковых (ХПТ), роликовых (ХПТР) станах, безоправочное волочение и дополнительную обработку поверхности, предусматривающую абразивное шлифование и электрохимическое полирование для удаления дефектного поверхностного слоя металла. После абразивного шлифования на поверхности остаются рис-
ки, которые определяют ее структуру и шероховатость. Электрохимическое полирование сглаживает микрорельеф поверхности, однако дефекты в виде складок, рисок и включений сохраняются, в некоторых случаях их размеры могут увеличиться. К тому же, операции шлифования и полирования не позволяют получать трубы высокой размерной точности и увеличивают производственные затраты.
Следует отметить, что электрохимическую обработку стали применять для лучшего выявления при визуальном контроле недопустимых дефектов поверхности труб. С внедрением ультразвукового контроля, выявляющего не только видимые, но и внутренние дефекты, эта операция утратила смысл [2].
Для процессов обработки металлов давлением, в частности прокатки и волочения труб, характерно адгезионное взаимодействие металла с инструментом, приводящее к переносу (налипанию) металла заготовки на инструмент, последствиями которого являются разрушение поверхностного слоя (задиры, риски, микротрещины) и, как следствие, необходимость дополнительной обработки (шлифования, полирования) поверхности труб. Для труб из коррозионностойкой стали проблема усугубляется тем, что из-за наваривания металла на инструмент невозможно осуществить оправочное волочение труб.
Разработка менее склонных к налипанию систем инструмент - смазка - металл расширит возможности ряда процессов, и в частности, оправочного волочения труб, которое позволит получать трубы с высокочистой внутренней поверхностью и высокой точностью размеров.
Концепция решения заключается в применении материала инструмента с заданными по отношению к металлу
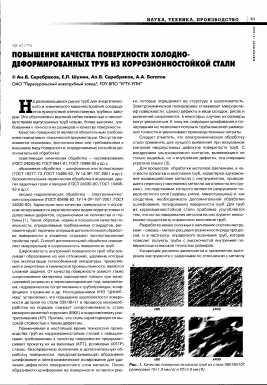
х80 х400
Рис. 1. Качество поверхности канала труб из стали 08Х18Н10Т размерами 12х 1,0 мм (а) и 22x2,0 мм (б)
ШГ::
Рис. 2. Микрофотография и профилограмма поверхности канала труб размерами 12x1,0 мм из стали 02X17Н14М2-ИДД, изготовленных по новой технологии
свойствами, что обеспечивает качественные изменения механизма фрикционного взаимодействия между металлом и инструментом. Это изменение заключается в том, что разрушение мостиков сварки между металлом и инструментом, обусловленное скольжением металла по инструменту, происходит не в поверхностном слое металла, а по границе контакта инструмент - металл, и представляет собой не когезионное разрушение металла, а разрыв адгезионной связи на этой границе. В результате исключается разрушение поверхностного слоя металла и, следовательно, рост шероховатости поверхности труб.
Решение этой задачи легло в основу нового технологического процесса производства прецизионных холодноде-формированных труб из коррозионностойкой стали с субмикронной чистотой поверхности канала. Новая технология апробирована при изготовлении и поставке промышленной партии (18,5тыс. м) труб размерами 6,0х(1,0-55)х2,5 мм из стали 02Х17Н14М2-ИДЦ (ТУ 14-159-213-92) для систем транспортирования сверхчистых сред в полупроводниковой промышленности. Были проведены исследования качества поверхности труб, поставляемых по существующей и новой технологиям. Качество поверхности канала труб исследовали на растровом электронном микроскопе РЭМ-200. Результаты представлены на рис. 1-3.
Для количественной оценки качества поверхности использовали параметры шероховатости Ятах и Яа (ГОСТ 2789-73). Параметр Ятах определяет наибольшую высоту профиля и характеризует функциональные свойства поверхности, параметр Яа использован для сравнения поверхностей.
Установлено, что поверхность канала труб диам. 12 мм и толщиной стенки 1,0 мм из стали 08Х18Н10Т, поставляемых по ГОСТ 9941-81, имеет продольные складки (после безоправочного волочения) и углубления по границам зерен (после травления), которые определяют профиль и параметры шероховатости: Ятах = 8,0-21,0 мкм, Яа = 0,86-2,04 мкм (рис. 1, а).
На поверхности канала труб размерами 22x2,0 мм из стали 08Х18Н10Т, поставляемых по ТУ 14-ЗР-197-2001, обнаружены следы абразивного шлифования в форме коротких рисок и ямок, точечные вытравленные неметаллические включения (рис. 1, б). Следы абразивного шлифования определяют профиль и параметры шероховатости: Ятах = 7,0-12,0 мкм, йа = 0,98-1,54 мкм.
Рис. 3. Микрофотография и профилограмма поверхности канала труб размерами 12x1,0 мм из стали 3R60, поставленных по импорту
Поверхность канала труб размерами 12x1,0 мм из стали 02Х17Н14М2-ИДД, изготовленных по новой технологии для систем транспортировки сверхчистых сред, однородна и не имеет дефектов, профиль практически полностью выравнен (рис. 2) - fímax = 0,17-0,47 мкм, Ra = 0,054-0,195 мкм.
На поверхности канала труб размером 12x1,0 мм из стали 3R60, поставленных по импорту для систем транспортировки сверхчистых сред, видны следы продольных рисок, границы зерен, точечные и строчечные вытравленные неметаллические включения (рис. 3) -fímax = 0,40-0,50 мкм, Ra = 0,063-0,185 мкм.
Таким образом, по сравнению с существующей новая технология позволяет получить трубы с внутренней поверхностью субмикронной чистоты.
Новую технологию использовали для изготовления более 12 тыс. м труб размерами (5-12)х0,2 мм из стали ЭИ 847-ИД. Точность размеров поставленных труб по внутреннему и наружному диаметрам: ±0,02 мм. Для сравнения, на трубы особовысокой точности ТУ 14-3-1070-81 устанавливают предельные отклонения по диаметру ± 0,04 мм.
Кроме того, новая технология использована при изготовлении опытно-промышленной партии (1000 м) труб размером 6,9x0,4 мм из сплава ЧС-68 (ТУ 14-3-1511-87) для стендовых испытаний в реперной сборке.
Трубы с субмикронной чистотой поверхности канала характеризуются новыми эксплуатационными свойствами. Применение их в энергетическом и химическом машиностроении обеспечит повышение ресурса и надежности работы трубопроводных систем. Такие трубы можно использовать и в других областях высоких технологий: в системах газоснабжения стартовых ракетных комплексов, биотехнологии, в медицинской промышленности, производстве продуктов питания.
Библиографический список.
1. Липкин Я.Н., Штанько В.М. Химическая и электрохимическая обработка стальных труб. - М.: Металлургия, 1982. - 256 с.
2. Фролов В.Ф., Семенов O.A., СенинаТ.В. и др. Оценка качества поверхности холоднодеформированных труб. -Сталь, 1991. № 2. С. 256
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.