ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 6, 2013
УДК 621.793
© 2013 г. Бойцов Б.В., Лесневский Л.Н., Ляховецкий М.А., Петухов Ю.В., Прусс Е.М., Трошин А.Е., Ушаков А.М.
ПОВЫШЕНИЕ НАДЕЖНОСТИ АЛЮМИНИЕВЫХ ПРЕССФОРМ ПУТЕМ ЗАЩИТЫ ИХ ОТ ИЗНОСА И КОРРОЗИИ МЕТОДОМ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ
Приведены результаты повышения износостойкости и коррозионной стойкости рабочих поверхностей литьевых прессформ путем разработки и использования для этой цели метода микродугового оксидирования. Полученные защитные покрытия позволили увеличить их ресурс, в основном в наиболее напряженной области стыка (зоны смыкания) и его острых кромок. С учетом анализа процессов, происходящих в прессформах, определены наилучшие свойства покрытий и режимы их формирования. Лабораторные испытания покрытий на изгиб, сжатие со сдвигом, износо- и термостойкость, а также испытания в составе литьевой прессформы в серийном производстве, подтвердили их надежную работу в течение 105 циклов без повреждений.
Значительный объем в современных высокотехнологичных изделиях машиностроения, в том числе в летательных аппаратах и их агрегатах, занимают детали, изготавливаемые из неметаллических материалов, к которым относятся пластические и модельные массы и резины.
Например, термопласты, основу большинства которых составляют полиэтилены, широко применяются для изготовления коррозионностойких труб, прокладок уплотнений, шлангов, корпусов баков для хранения и подачи топлива в камеру сгорания авиационных газотурбинных двигателей (ГТД) [1, 2]. Термореактивные пластмассы (реактопласты) используются для изготовления деталей с высокими электроизоляционными свойствами, длительно работающие при температурах до 200—250°. Например, термопласты типа стекловолокнитов используются для изготовления прессованием деталей электротехнического назначения, располагаемых вблизи горячих частей авиационных двигателей. Специальные модельные массы применяются для изготовления литьевых моделей в технологии производства деталей по выплавляемым моделям, например, в изготовлении турбинных лопаток и др.
В производстве летательных аппаратов и их силовых элементов (элеронов, закрылков, ряда мелких деталей типа лючков, коробок и др.) используются стеклотекстоли-ты, принадлежащие числу наиболее прочных авиационных материалов. Широк ассортимент и резинотехнических изделий (до 1000 и более различных типов и типоразмеров только в современном авиадвигателе). Он включает в себя как несущие нагрузки эластичные конструкции (резиновые подвески, амортизаторы, буферы), так и разнообразные уплотнители подвижных (сальники, манжеты, клапаны, мембраны) и неподвижных (прокладочные кольца, шнуры и др.) контактов [3].
Гигантскими темпами развивается технология производства элементов летательных аппаратов из композиционных материалов [4]. Наиболее распространенными материалами, составляющими примерно 80% объема всего применения, являются полимер-
ные композиционные материалы, позволяющие проводить замену металлических деталей, снижая массу изделий, обеспечивая экономию дефицитных металлов, снижение трудоемкости изготовления деталей и сокращение длительности производственных циклов.
Для формования деталей из неметаллических материалов используется прессование и литье под давлением. Наиболее напряженными режимными параметрами отличается литьевое прессование пластмасс [5]. Этому процессу присущи более высокие удельные давления до 1500 кг/см2 при температуре литьевого цилиндра литьевых машин до 300° и выше в зависимости от применяемого материала.
Общим для перечисленных технологических процессов является наличие такого важного элемента технологической оснастки как прессформа, конструкция которой различна в разных техпроцессах и зависит от типа технологии переработки и используемого материала. Как правило, для изготовления форм используются высокоуглеродистые стали типа У8, У10 или легированные стали с большим содержанием хрома типа ШХ15, 12ХНЗА, Х12М, 2Х13 в России и Р-3, Р-4, Р-20, Н-13 и др. за рубежом.
По данным [5—7] срок службы прессформы, как правило, определяется стойкостью формообразующих деталей: пуансона и матрицы и особенно стойкостью зоны их смыкания (стыка), как наименее стойкой части формы. Деформация формы так же, как и износ этой зоны приводит к девиации размеров, "заваливанию" острых кромок и появлению на детали недопустимого облоя (гарта) в месте стыка пуансона и матрицы. На основе обобщения накопленного опыта переработки пластмасс на промышленном оборудовании [7], детальной статистики повреждений [8], а также с помощью модельных исследований, в ходе которых достаточно точно воспроизводятся условия реальной переработки [9—11], было установлено, что помимо коррозионного воздействия рабочие поверхности форм подвергаются основным механическим деформациям (деформации сжатия, изгиба или сдвига), которые приводят к преждевременному износу (смятию) области контакта (стыка), определяющему ее ресурс.
В общем случае требования, предъявляемые к материалу форм со стороны разработчиков и их изготовителей различны [12]. Так для разработчика важны такие характеристики материала как сопротивление износу, удару и сжатию, высокая твердость (при температуре работы формы), сопротивление коррозии, теплопроводность. Для изготовителя важны такие характеристики, как обрабатываемость различными методами, стабильность размеров при тепловой обработке, свариваемость, гибкость в упрочнении различными методами.
Использование алюминиевых сплавов в производстве форм имеет достаточно невысокое место в рейтинге применяемых материалов и допускает ограниченное число "прессовок" [13]. Однако в последние несколько лет сильно возросло применение алюминиевых сплавов для литейных форм, используемых в переработке пластмасс. Это стало возможным благодаря их довольно высокой теплопроводности и большей технологичности в процессах механической обработки.
Таким образом, если алюминиевые сплавы имеют известные преимущества перед сталями, то без соответствующего упрочнения рабочих поверхностей формы они будут значительно уступать стальным по надежности и ресурсу. Поэтому актуальной задачей использования алюминиевых сплавов в качестве конструкционных материалов для изготовления форм является задача упрочнения и защиты с использованием покрытий рабочих поверхностей полуформ от износа при рабочих температурах и давлениях и агрессивном воздействии перерабатываемых неметаллических материалов.
Одними из перспективных методов формирования износостойких покрытий на алюминиевых сплавах являются методы плазмоэлектролитического осаждения (PED) оксидных покрытий, и среди них метод плазменно-электролитического оксидирования (РЕО) или микродугового оксидирования (МДО) [14]. Этот метод обеспечивает получение композиционного керамоподобного покрытия из основного материала детали, и из компонентов электролита, объединяя в одном технологическом процессе модификацию поверхностного слоя детали (образца) и формирование покрытия.
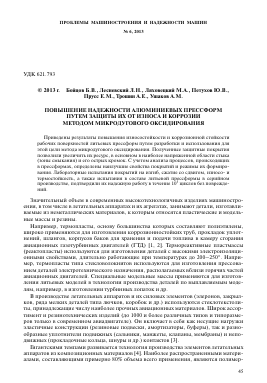
Рис. 1. Схема установки МДО: 1 — подвод потенциала к образцу; 2 — электролит, 3 — алюминиевый провод (подвес), 4 — косынки фторопластовые, 5 — термопара, 6 — насос, 7 — зажим, 8 — змеевик теплообменника, 9 — ванна электролитическая, 10 — образец; 11 — барбатер; СУ — система управления, ИП — источник питания, V = 0^1 кВ, N = 10 кВт
Ресурс рабочих поверхностей алюминиевых деталей агрегатов двигателей и энергоустановок летательных аппаратов, а также технологической оснастки, используемой при их изготовлении [15], обрабатываемых методом МДО, соизмерим с ресурсом хромированных поверхностей стальных деталей и карбидосодержащих покрытий, что делает этот метод весьма перспективным. Нанесение покрытий на установке МДО осуществляется с использованием анодно-катодных микродуговых разрядов, которые совмещают два процесса: микродугового оксидирования и "катодирования" на одном электроде (образце, детали), т.е. формирование покрытия на поверхности детали происходит при подаче высокого (до 1000 В) асимметричного переменного напряжения между (образцом) деталью и ванной, заполненной электролитом (рис. 1).
По результатам настоящего исследования, в котором сравнивали физико-химические и эксплуатационные характеристики МДО покрытий на алюминиевых сплавах системы Al-Cu-Mg, Al-Si-Mg и Al-Zn-Mg-Cu, таких как Д16Т, АЛ9, АК4-1, В-95, В96-Ц, с использованием методов планирования экспериментов [11] было установлено, что наилучшей обрабатываемостью методом МДО обладает сплав В-95. Этот сплав по своим характеристикам отвечает наиболее напряженным режимам литьевого прессования рабочих поверхностей. Эксперименты и проведенный анализ позволили получить в оптимальном режиме (состав электролита CKOH = 2,4 г/л , CNsio = 6 г/л,
плотность тока j = 16 А/дм2, температура электролита T = 30°, время обработки t = 210 мин) следующие наилучшие параметры покрытия: скорость роста основного слоя покрытия Косн = 0,5 мкм/мин, микротвердость HV0: = 1370 кг/мм2, твердость по Супер-Роквелу 75HRT15, количество электричества на еденицу объема основного слоя покрытия q = 190 Кл/мм3, адгезию основного слоя покрытия ст = 630 Кг/см2. Исследования параметров и характеристик покрытий на образцах были проведены в соответствии методиками ISO и ГОСТ [16].
Толщину покрытия определяли двумя методами: методом токов Фуко и металлографическим методом. Для первого метода использовали прибор ВТ10НЦ в диапазоне измерения толщин от 0-200 мкм с погрешностью ±8 мкм. Эти измерения давали завышенные значения, что связано с тем, что в процессе микродугового оксидирования покрытие растет внутрь металла (до 70% суммарной толщины покрытия) и граница "металл-покрытие" при этом приобретает значительную шероховатость до R « 80-160 мкм. Такую же шероховатость может иметь и внешний слой покрытия, что
также влияет на точность измерения, поэтому этот метод использовали для экспресс-оценок.
Измерения металлографическим методом проводили на металлографических шлифах, изготавливаемых традиционным способом, с помощью металлографического микроскопа ЕС МЕТАМ РВ-23 при увеличении 300х и с помощью оптической с
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.