ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 6, 2013
НОВЫЕ ТЕХНОЛОГИИ В МАШИНОСТРОЕНИИ
УДК 621.793.79
© 2013 г. Архипов В.Е., Лондарский А.Ф., Москвитин Г.В., Мельшанов А.Ф.,
Пугачев М.С.
ПОВЫШЕНИЕ РЕСУРСА ИЗДЕЛИЙ ГАЗОДИНАМИЧЕСКИМ НАПЫЛЕНИЕМ
ПОКРЫТИЙ
Представлено экспериментальное обоснование формирования свойств покрытий из меди, никеля и цинка в зависимости от параметров газодинамического напыления. Показана возможность нанесения меди твердостью до 1500 МПа при прочности сцепления со сталью до 50 МПа. При этом коэффициент трения скольжения напыленной меди по конструкционной стали составляет 0,07—0,08, что может с учетом остальных свойств (твердость, адгезия, шероховатость и др.) покрытия обеспечить повышение сопротивления износу деталей в парах трения скольжения машин и механизмов. В результате исследования определено, что покрытие из никеля состоит из частиц измельченного исходного зерна (блоков мозаики) размером 105 нм, что при твердости до 2800 МПа может обеспечить повышение ресурса поверхности при воздействии коррозионной среды и высокой температуры. Показано, что покрытие цинка позволяет повысить сопротивление разрушению низкоуглеродистой стали под воздействием коррозионной среды до 40 раз.
Модификация поверхности металлов и сплавов с применением разнообразных физических, термических, химических и других способов воздействия с целью изменения структуры и свойств является наиболее перспективным направлением повышения ресурса изделий и конструкций под воздействием нагрузки и агрессивной среды при нормальной и повышенной температурах.
К одному из современных и наиболее перспективных способов изменения свойств поверхности можно отнести газодинамическое напыление покрытий разного назначения. К основным преимуществам способа можно отнести возможность нанесения меди, никеля, цинка и других металлов на локальные участки поверхности детали или конструкции и минимальный разогрев подложки, в результате чего не происходит изменение свойств и геометрии изделия.
В настоящей статье представлены основные результаты исследования структуры и свойств меди, никеля и цинка, нанесенных на поверхность стали с использованием различных параметров процесса газодинамического напыления: температуры потока воздуха (°С), расхода порошковых материалов (кг/сек), расстояния от среза сопла до поверхности (м), времени напыления (сек). При проведении экспериментов использовали газодинамическую установку российского производства "ДИМЕТ-404" и порошки, состоящие из механической смеси твердых (А1203) и пластичных частиц (Си, N1, /п) [1].
3 ПМ и нм, № 6
65
ИУ50, ■ 10 МПа 120 0 1 -т
3
100 80
450 550
Т, град
Рис. 1
а, МПа 50
40 30 20
10
160 210
310
Рис. 2
410
510 Т, град
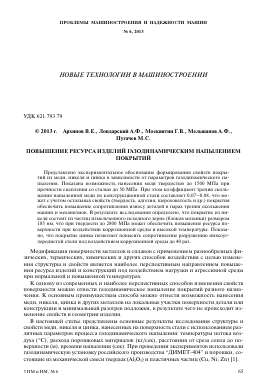
Рис. 1. Зависимость твердости меди от температуры напыления при разном количестве проходов: 1 — один
проход, 2 — три прохода, 3 — пять проходов Рис. 2. Изменение адгезии в зависимости от температуры напыления: 1 — устранение 40% толщины покрытия, 2 — чистовая обработка поверхности
Исследование меди, нанесенной на поверхность стали 40Х при постоянной скорости перемещения образца (10-2 м/с) с расстояния от сопла до поверхности 10-2 м и расходе порошковой смеси 0,4 • 10-3 кг/с показывает зависимость твердости медного покрытия от температуры напыления.
При возрастании температуры нагрева воздуха твердость меди существенно повышается с 480 МПа при напылении с температурой 180° до 980 МПа при напылении с температурой 540°С (рис. 1). Однако с увеличением времени напыления (три и особенно пять проходов) зависимость твердости меди от температуры напыления приобретает несколько другой характер. Так при использовании температуры потока воздуха 180° твердость меди значительно возрастает и достигает 1117 МПа. Так как скорость и энергия частиц не меняются при постоянной температуре напыления, то повышение твердости может быть обусловлено только увеличением времени обработки и количества соударений корунда с частицами меди и ее наклепом.
Аналогичная, но не столь существенная тенденция повышения твердости меди при возрастании времени обработки наблюдается при напылении с температурой «360°. Однако дальнейшее повышение температуры напыления до «540° приводит к снижению твердости меди. При этом снижение твердости более существенно при увеличении числа проходов поверхности образца под соплом (времени напыления).
Исследование остаточного удельного электрического сопротивления нанесенной меди позволило установить, что на ее свойства оказывают влияние два фактора: деформация частиц и тепловое воздействие потока воздуха [2, 3]. При использовании низкой температуры напыления (<300°) к основному фактору формирования свойств можно отнести деформацию твердыми частицами пластичных и их наклеп. При более высокой температуре напыления (>400°) на свойства формируемого покрытия оказывает влияние не только деформация твердыми частицами пластичных частиц, но и нагрев меди потоком воздуха.
В структуре меди наблюдаются дефекты (поры), которые в основном имеют размер порядка 10—20 • 10-6 м. Причем эти микропоры имеют больший размер в направлении параллельном поверхности. Механизм их формирования можно объяснить статистически неравномерным воздействием частиц корунда на медь и недостаточно регулярным уплотнением покрытия по объему [3]. Объем микропор составляет порядка 4—8%, и они могут осуществлять функцию масляных карманов при работе пар трения в условиях смазки.
Подготовка поверхности Адгезия, МПа
Температура напыления, °С
180 360 540
Без обработки корундом Обработка корундом 3,9 16,9 18.7 25.8 23,7 48,6
Аналогичные зависимости твердости были получены при изменении расхода порошка, скорости перемещения сопла относительно поверхности и расстояния от среза сопла до поверхности. Максимальная твердость «1300 МПа, отмеченная при расходе порошка 0,18 • 10-3 кг/с, соответствовала твердости латуни, которая имеет степень деформации от 30% до 50% [4].
Прочность сцепления меди с подложкой из стали существенно зависит от температуры напыления и состояния поверхности. При повышении температуры напыления с 180° до 540° прочность сцепления возрастает в 6 раз и достигает 23,7 МПа (табл. 1).
В случае предварительной подготовки поверхности к напылению, которая заключается в обработке поверхности корундом, адгезия меди на стали значительно возрастает. При напылении с температурой 180° прочность сцепления составляет 16,9 МПа, т.е. в 4 раза превосходит значения, полученные на образцах без подготовки поверхности. Напыление же меди с температурой 540° позволяет повысить эту важную характеристику практически до 48,6 МПа. Такую величину прочности сцепления покрытия со сталью можно обеспечить только с использованием нанесения покрытий плазменным напылением или металлизацией [5, 6].
Предварительная обработка корундом оказывает положительное влияние на величину адгезии не только на образцах, которые имеют низкую твердость, но и термически обработанных на 45—47 HRC. На термически обработанных образцах величина адгезии меди, нанесенной при 180°, составляет 5,37 МПа, что достаточно близко к значению, полученному на сырых образцах (3,9 МПа).
Величина адгезии меди на стали. После обработки корундом поверхности подложки прочность сцепления возросла в 2,5 раза и составила 14,2 МПа, что также достаточно близко к результатам, полученным на сырых образцах (16,9 МПа). Таким образом, можно утверждать, что термическая обработка стали не оказывает существенного влияния на величину адгезии меди, нанесенной при равных температурах.
В зависимости от интенсивности и направления отвода тепла в слое меди могут формироваться окружные остаточные напряжения растяжения, которые оказывают влияние на адгезию покрытия [6]. Поэтому механическая обработка поверхности с устранением 25—50% толщины нанесенного слоя позволяет повысить прочность сцепления в 1,5 раза и довести этот важный параметр до «50 МПа при напылении с температурой потока воздуха 450° (рис. 2).
Толщина меди зависит от температуры и времени напыления, а также расхода порошка и может достигать 3 • 10-3 м и более, что вполне достаточно для решения ряда технологических задач, например создания опорных поверхностей трения скольжения.
Исследование триботехнических характеристик поверхности проводили на трибо-метре TRB-S-DE Швейцарской фирмы CSM Instruments по схеме палец — диск [7]. Медь напыляли на поверхность диска при температуре 270° и 450° и обрабатывали до 8 класса чистоты. Твердость покрытия меди на образцах из стали, измеренная методом Виккерса, составляла 1610 и 1500 МПа соответственно. Образец из стали с медным покрытием устанавливали в емкость с моторным маслом М-10Г2к и испытания проводили в диапазоне нагрузок 0,2—5,8 кг при скорости вращения диска 1 м/с. В каче-
3* 67
5 ■ 10-6, м
1,4
Г, с Рис. 3
т, г/м2 ■ 10" 140
100
80
40 20
168 368
768
1168
1568
1968 Г, ч
Рис. 4
Рис. 3. Результаты испытания меди, нанесенной при 450° при удельной нагрузке 49,9 МПа: 1 — коэффициент трения, 2 — положение поверхности пар трения Рис. 4. Зависимость потери массы от времени испытания: 1 — сталь 20, 2 — сталь 20 после обработки корундом, 3 — сталь 20 с покрытием цинком
стве контртела (пальца) использовали шарик диаметром 6 • 10 3 м, изготовленный из стали ШХ15.
Для меди, нанесенной при более низкой температуре, коэффициент трения имеет тенденцию к возрастанию до уровня 0,085—0,09 в значительном интервале диапазона нагрузок. При этом после завершения испытаний на образце не были заметны следы воздействия (износа), а у контртела (шарика) наблюдалось пятно контакта диаметром 900 • 10-6 м.
У образца с покрытием меди. нанесенном при 450°, коэффициент трения наоборот имеет тенденцию к снижению от первоначального значения и сохранению его на уровне 0,075—0,08 (рис. 3). Визуальный осмотр поверхностей трения позволил выявить на поверхности меди следы воздействия контртела, а поверхность шарика осталась неповрежденной.
На основании предварительных результатов можно отметить, что медь, нанесенная газодинамическим напылением, имеет твердость более 1500 МПа,
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.