Общие вопросы метрологии и измерительной техники
29
дочить однородные и неэквивалентные по качеству экземпляры продукции по отношению предпочтения по качеству. Именно в этом состоит прикладной смысл и значимость экспертных числовых оценок в области качества продукции.
В [7] рассмотрены методы прогнозирования в квалимет-рии машиностроения. Наряду с широко известными, основанными на решении задач экстраполяции количественных данных, приводятся и экспертные методы прогнозирования, базирующиеся на обработке экспертных оценок. Данным методам присущи те же особенности, что и экспертным методам оценки качества — они выражают субъективное отношение экспертной группы к изменению субъективных требований потребителей к объективному качеству продукции.
Л и т е р а т у р а
1. Назаров Н. Г., Крушняк Н. Т. // Измерительная техника. — 2005. — № 10. — С. 24.
2. ГОСТ 15467—79. Управление качеством продукции. Основные понятия. Термины и определения.
3. Методы квалиметрии в машиностроении / Под ред. В. Я. Кершенбаума, Р. М. Хвастунова: Учеб. пособие. — М.: МФ ОС «Технонефтегаз», 1999.
4. ГОСТ Р 50779.11—2000. Статистические методы. Статистическое управление качеством. Термины и определения.
5. ГОСТ Р ИСО 9000—2001. Системы менеджмента качества. Основные положения и словарь.
6. Советский энциклопедический словарь. — М.: Сов. энциклопедия, 1980.
7. Хвастунов Р. М. и др. Методы прогнозирования в квалиметрии машиностроения: Учеб. пособие — М.: НП «Нац. ин-т нефти и газа», 2004.
Дата одобрения 22.08.2005 г.
ЛИНЕЙНЫЕ И УГЛОВЫЕ ИЗМЕРЕНИЯ
681.7:62—408.8
Приборы бесконтактного контроля шероховатости внутренних поверхностей
В. И. МИРОНЧЕНКО
Дано описание приборов «Дозор-В» и «Дозор-ВК», работа которых основана на рефлек-сометрическом методе. Представлены результаты испытаний для цилиндрических поверхностей диаметрами 30—100 мм различных видов обработки и материалов. Приборы заменяют визуальный контроль по образцам шероховатости и предназначены для использования непосредственно в производственных условиях.
Ключевые слова: внутренняя поверхность, бесконтактный контроль, шероховатость.
The description of devices «Dozor-V» and «Dozor-V^ which functioning is based on a reflexion method is presented. Results of tests for cylindrical surfaces in diameters from 30 up to 100 mm of a various kinds of processing and of materials are given. Devices replace the visual control over samples of a roughness and are intended for use directly in industrial conditions.
Key words: intеrnal surface, contactless control, roughness.
Если проблема контроля шероховатости наружных поверхностей как контактными, так и бесконтактными методами, в основном, решена, то контроль шероховатости внутренних поверхностей (особенно на достаточно большой глубине) остается слабо исследованной областью, и качественных решений здесь значительно меньше. Среди внутренних поверхностей, контроль шероховатости которых требуется на производстве, наиболее распространенной является цилиндрическая.
В настоящее время самые востребованные методы контроля — контактные, причем используются те же приборы, что и для контроля наружных поверхностей — профиломет-ры, профилографы и т. п. Измерение, как правило, проводят вдоль образующей цилиндрической поверхности, поэтому
при контроле этими приборами необходимо такое базирование детали, чтобы перемещение щупа в процессе контроля было строго параллельно образующей цилиндрической поверхности. Поскольку цилиндрическая поверхность является внутренней, а детали, как правило, непрозрачны, настройка прибора по контролируемой поверхности достаточно трудоемка. Кроме того, глубина, на которой можно осуществить контроль, должна быть не более длины головки, в которой установлен щуп, и для приборов типа профилометр 296 не превышает 140 мм. Преимущества и недостатки контактного метода контроля шероховатости достаточно хорошо известны.
Из бесконтактных методов самый распространенный на производстве — метод визуального сравнения по цилинд-
8—215
рическим образцам шероховатости [1]. Однако он позволяет непосредственно контролировать шероховатость только начальной части цилиндрической поверхности глубиной до двух-трех диаметров. Далее используют оптические насадки для осмотра контролируемой поверхности, дополнительно искажающие результат наблюдения. При этом погрешность контроля достаточно велика — до половины класса шероховатости — и содержит большую субъективную составляющую.
Была поставлена задача повысить точность и объективность контроля внутренних цилиндрических поверхностей и заменить визуальный контроль по образцам шероховатости. С этой целью были проанализированы бесконтактные методы контроля, выбран вариант рефлексометрического метода и разработаны приборы для бесконтактного контроля шероховатости внутренних цилиндрических поверхностей «Дозор-В» и «Дозор-ВК», позволяющие контролировать шероховатость поверхности на глубине до 500 мм, а также более глубокие отверстия при удлинении штанги держателя.
Приборы позволяют контролировать среднюю высоту неровности профиля поверхности — параметр шероховатости В используемом варианте метода шероховатость поверхности определяют по форме индикатрисы рассеяния, которая, как известно [2], связана с параметрами шероховатости.
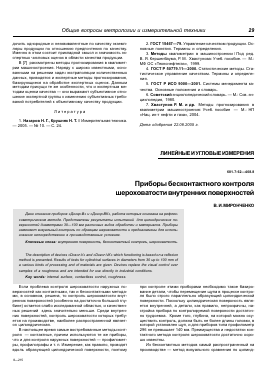
Структурно приборы одинаковы, и их оптическая схема аналогична изложенной в [3]. Схема прибора «Дозор-В» представлена на рис. 1.
Каждый прибор содержит последовательно соединенные преобразователь 18, штангу 10 и блок 1 электронной обработки. Преобразователь 18 соединен со штангой 10 шарниром Гука, обеспечивающим их относительную подвижность. Преобразователь 18 имеет цилиндрический корпус, в котором со стороны зондирующего пучка установлены опоры качения 19, оси которых лежат в плоскости, нормальной плоскости оптического хода осевых лучей падающего и отраженного пучков, а расстояние между ними превышает диаметр пятна зондирующего пучка на контролируемой поверхности, составляющий 1 мм. Такая установка опор не искажает поверхность детали в зоне контроля при прокатывании и самоустановке преобразователя в цилиндрическом отверстии.
С диаметрально противоположной стороны установлен подпружиненный упор 13 с опорой качения, дающей возможность относительного перемещения нормально к оси корпуса.
В корпусе преобразователя 18 расположены свето-диод 17, линза 16, фотодиоды 14, 15. В штанге 10 установлены предварительные усилители 11, 12, в блоке 1 электронной обработки — стабилизатор тока 2, усилители 8, 9, блок 3 деления, дешифратор 4, блок 5 схем совпадений, формирователь сигнала «Контроль» 7, блок индикации 6.
Светодиод 17 имеет узкую диаграмму направленности, а оптическая ось линзы 16 составляет угол 45° с номинальной образующей контролируемой цилиндрической поверхности. Фотодиод 14 установлен под углом зеркального отражения, а фотодиод 15 — под углом диффузного отражения. Поскольку решаемой задачей является замена визуального контроля, при котором свет на контролируемую поверхность падает одновременно под разными углами, для приближения к оптической схеме визуального контроля зондирующий пучок сформирован не параллельным, а коническим, причем угол при вершине конуса составляет 60°.
ГГ
3 1 А 4 5 к 6
т т "Контроль
9 8 7 -1
Рис. 1. Структурная схема устройства «Дозор-В»: 1 — блок электронной обработки; 2 — стабилизатор тока; 3 — блок деления; 4 — дешифратор; 5 — блок схем совпадений; 6 — блок индикации; 7 — формирователь сигнала «Контроль»; 8, 9 — усилители; 10 — штанга; 11, 12 — предварительные усилители; 13 — упор; 14, 15 — фотодиоды; 16 — линза; 17 — светодиод;
18 — преобразователь; 19 — опора качения
В штанге со стороны преобразователя расположен предварительный усилитель, а с противоположной стороны — кабель с разъемом для подключения к блоку электронной обработки и фланец для их механического соединения. На штанге установлен поддерживающий упор с возможностью относительного перемещения вдоль нее.
Блок электронной обработки содержит плату, в которой воплощено оригинальное техническое решение, позволившее существенно упростить и ускорить обработку измерительной информации [4], переключатель питания, кнопку команды контроля, батарейный отсек с элементами питания.
Питание приборов осуществляется от двух последовательно соединенных аккумуляторных батарей типа ЛВБ-315 или элементов питания типа «БЛИК-3». Приборы могут получать питание также от внешнего источника постоянного тока напряжением 5—7 В, для чего на торцевой поверхности блока установлен разъем. На лицевой поверхности блока электронной обработки каждого прибора расположены све-тодиод включения питания, светодиоды, несущие информацию о результатах контроля, переключатель питания с батареи на внешний источник и кнопка команды контроля.
Приборы отличаются блоками электронной обработки.
На лицевой панели модуля электронной обработки прибора «Дозор-В» установлено пять светодиодов, соответствующих пяти последовательным классам шероховатости, а на лицевой панели прибора «Дозор-ВК» — два светодио-да, несущие информацию о том, что шероховатость контролируемой поверхности больше или меньше заданной, а так-
же выведен шлиц оси переменного резистора для установки приемочной границы величины шероховатости.
Прибор «Дозор-В» настраивается один раз и может контролировать пять классов шероховатости. Прибор «Дозор-ВК» осуществляет допусковый контроль и может переналаживаться на разные классы шероховатости в пределах 1,25 > Яа > 0,04 мкм.
Приборы обладают близкими массогабаритными характеристиками: «Дозор-В» — 760-40-80 мм, 0,95 кг, «До-зор-ВК» — 750-46-50 мм, 0,9 кг. Масса приборов приведена без элементов питания. Потребляемая мощность первого прибора 0,25 Вт, второго — 0,2 Вт. Приборы аналогичны, поэтому опишем работу одного — «Дозора-В». Прибор настраивают по образцам с известной шероховатостью и видом обработки в каждом классе контролируемой шероховатости. При работе преобразователь вводят в измеряемое отверстие на заданную глубину, контролируя по рискам, нанесенным на наружной цилиндрической поверхности штанги. П
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.