тж'-*:
УДК 621.771.23.019
е к
XI
ПРИЧИНЫ ОБРАЗОВАНИЯ НА ЖЕСТИ ПРИ ДРЕССИРОВКЕ ДЕФЕКТА РАЗНОТОННОСТЬ И МЕТОДЫ СНИЖЕНИЯ ЕГО ИНТЕНСИВНОСТИ
©Ю.Е. Голкин, Ю.А. Сабельников, И.И. Кузьминов, О.В. Винокуров,
ОАО "Испат Кармет"
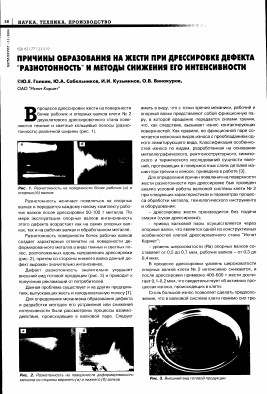
В процессе дрессировки жести на поверхности бочек рабочих и опорных валков клети № 2 двухклетевого дрессировочного стана появляются темные и светлые кольцевые полосы (разнотонность) различной ширины (рис. 1).
Рис. 1. Разнотонность на поверхности бочек рабочих (а) и опорных (б) валков
Разнотонность начинает появляться на опорных валках и передается каждому новому комплекту рабочих валков после дрессировки 50-100 т металла. По мере эксплуатации опорных валков интенсивность этого дефекта возрастает как на самих опорных валках, так и на рабочих валках и обработанном металле.
Разнотонность поверхности бочек рабочих валков создает характерные отпечатки на поверхности деформированного металла в виде темных и светлых полос, расположенных вдоль направления дрессировки (рис. 2), причем со стороны нижнего валка данный дефект выражен значительно интенсивнее.
Дефект разнотонность значительно ухудшает внешний вид готовой продукции (рис. 3) и приводит к получению рекламаций от потребителей.
Данная проблема существует и на других предприятиях, выпускающих жесть и холоднокатанную полосу [1].
Для определения механизма образования дефекта и разработки методов его устранения или снижения интенсивности были рассмотрены процессы взаимодействия, происходящие в валковой паре. Следует
иметь в виду, что с точки зрения механики, рабочий и опорный валки представляют собой фрикционную пару, в которой вращение передается силами трения, что, как следствие, вызывает износ контактирующих поверхностей. Как правило, во фрикционной паре сочетается несколько видов износа с преобладанием одного лимитирующего вида. Классификация особенностей износа по видам, разработанная на основании металлографического, рентгеноструктурного, химического и термического исследований сущности явлений, протекающих в поверхностных слоях деталей машин при трении и износе, приведена в работе [3].
Для определения причин появления на поверхности жести разнотонности при дрессировке был проведен анализ условий работы валковой системы клети № 2 при следующих характеристиках и параметрах процесса обработки металла, технологического инструмента и оборудования:
- дрессировка жести производится без подачи смазки (сухая дрессировка);
- привод валковой пары осуществляется через опорные валки, что является одной из конструктивных особенностей клетей дрессировочного стана "Испат Кар мет";
- уровень шероховатости (Яа) опорных валков составляет от 0,5 до 0,7 мкм, рабочих валков - от 0,3 до 0,4 мкм;
В процессе дрессировки уровень шероховатости опорных валков клети № 2 интенсивно снижается, и после дрессировки примерно 400-600 т жести достигает 0,1-0,2 мкм, что свидетельствует об активных процессах износа, происходящих в клети.
Столь большой износ позволяет сделать предположение, что в валковой системе клети помимо сил тре-
Рис. 2. Разнотонность на поверхности деформированного металла со стороны верхнего (а) и нижнего (б) валков
Рис. 3. Внешний вид готовой продукции
Таблица 1. Результаты замеров скоростей вращения валков в клети № 2
Положение Угловая скорость Линейная скорость Величина Скорость
валка валков, об/с валков, м/с рассогласования,% скольжения, м/с
опорного | рабочего опорного | рабочего
Верх 2,36 4,98 10,25 9,55 6,83 0,7
Низ 2,48 5,08 10,77 9,70 10,0 1,07
ния качения существуют также силы трения скольжения, обусловленные большими маховыми массами приводных опорных валков дрессировочного стана.
Для подтверждения данного предположения при постоянной скорости дрессировки (у=7 м/с) тахометром ИО-ЗО были проведены замеры угловой скорости как опорного, так и рабочего валков. Результаты измерений и расчетов приведены в табл. 1.
Рассогласование линейных скоростей рабочего и опорного валков рассчитывалось по формуле:
'раб
100%,
где 1/раб - линейная скорость рабочего валка, м/с; 1/оп - линейная скорость опорного валка, м/с.
Из табл. 1 видно, что результаты замеров подтвердили предположение о проскальзывании между рабочими и опорными валками. Причем проскальзывание в нижней валковой паре в 1,5 раза больше, чем в верхней. Эта особенность обусловлена системой управления приводами клети, которая предусматривает отслеживание и регулирование скорости только верхнего опорного валка, контроль скорости нижнего опорного валка не производится. Согласование скоростей вращения между ними производится по току.
Для уточнения вида износа, характерного для данной валковой пары, были проведены дополнительные исследования. Был записан микрорельеф поверхности опорного валка в зоне расположения темных и светлых полос (рис. 4) и проведен микроструктурный и фазовый анализ металла поверхности валка в местах расположения полос. Как видно из полученной профило-граммы, выпуклым участкам валка соответствуют светлые полосы, впадинам - темные.
Для проведения микроструктурного анализа от поверхности опорного валка были сколоты образцы ме-
Светлые полосы
Рис. 4. Профилограмма поверхности опорного валка, записанная поперек полос
Таблица 2. Результаты замеров скоростей вращения валков в клети № 2 (при грубошлифованных опорных валках)
Положение Угловая скорость Линейная скорость Величина Скорость
валка валков, об/с валков, м/с рассогласования,% скольжения, м/с
опорного | рабочего опорного | рабочего
Верх 2,40 5,38 10,44 10,33 0,99 0,11
Низ 2,43 5,38 10,66 10,26 3,75 0,39
тапла. Темные продольные полосы имеют синюю окраску, характерную для цветов побежалости. Микроструктурный анализ данной области образца показал наличие Ре304 (оксид, образующийся при температуре более 230 °С), - что характерно для износа схватыванием 2-го рода, в процессе которого за счет упругопла-стического воздействия на материал в зоне контакта рабочего и опорного валков происходит рост температуры. На поверхности трения в этой стадии износа наблюдаются чередующиеся надрывы, которые возникают в процессе отрыва частиц металла в местах возникновения металлических связей на контактной площади.
Анализ структуры светлых полос показал отсутствие цветов побежалости и оксидов от воздействия температурного фактора. На данных участках присутствуют дефекты поверхности валка в виде ряби и бороздок. Шероховатость на этих участках ниже, чем на участках темных полос. Низкий уровень шероховатости в сочетании с выпуклым рельефом данных участков, приводит к возникновению такого явления, как молекулярное схватывание (износ 1-го рода) на поверхности контакта.
Поскольку интенсивности протекания данных процессов способствует проскальзывание (см. табл. 1), было принято решение увеличить коэффициент трения в валковых парах. Ввиду того, что увеличение шероховатости рабочих валков не представляется возможным (из-за увеличения конечной шероховатости готовой жести), была увеличена шероховатость опорных валков с 0,5-0,7 мкм до 2,8-3,2 мкм.
Результаты замеров проскальзывания в валковых парах с грубошлифованными опорными валками приведены в табл. 2.
Из табл. 2 видно, что увеличение шероховатости валковой системы позволяет снизить проскальзывание примерно в 4 раза и, как следствие, уменьшить интенсивность износа поверхности валков. Снижение износа валков позволило также значительно улучшить внешний вид поверхности дрессируемой жести. Сравнительные данные качества поверхности обработанного металла при принятой и предлагаемой шероховатости опорных валков приведены в табл. 3.
Из приведенных в табл. 3 данных хорошо видно, что при принятой шероховатости валковой системы полосы начинают появляться в первый же день эксплуатации валков. По мере эксплуатации опорных валков интенсивность данного дефекта значительно возрастает, и после дрессировки -1800 т жесть практически по всей ширине имеет сплошную разнотонность.
При опытной шероховатости валковой системы процесс образования разнотонности значительно растянут во времени. Первые полосы начинают появляться после дрессировки ~200 т металла, однако они "размыты" и не имеют четких
в. >.
с к
В! н ы
г
>>
к
к «
S»
Таблица 3. Качество поверхности жести, обработанной при принятой и пред лагаемой шероховатости опорных валков
Стандартные шлифованные Продрес-опорные валки сировано, ^
Опытные грубошлифованные опорные валки
Продрес-сировано, т
границ. Дальнейший рост разнотонности происходит плавно, и только после дрессировки -9500 т разнотонность проявляется по всей ширине полосы с менее выраженной интенсивностью.
Таким образом, проведенные исследования показали, что для исключения образования "кольцевых по-
лос на опорных валках и разнотонности на жести необходимо снизить проскальзывание рабочего и опорного валков относительно друг друга за счет увеличения шероховатости опорных валков и, как следствие - повышения коэффициента трения в валковой паре.
Заключение. Снижение проскальзывания в валковой паре за счет увеличения коэффициента трения между опорным и рабочим валками способствует повышению качества жести. Увеличение шероховатости опорных валков с 0,5-0,7 мкм до 2,8-3,2 мкм позволило повысить коэффициент трения в валковых парах, увеличить срок их работы без образования на них кольцевых полос примерно в 5 раз и значительно снизить интенсивность развития разнотонности поверхности жести.
Библиографический список
1. Ефименко С.П., Трайно А.И., Гар-бер Э.А. и др. Поверхностное деформационное упрочнение опорных валков на 5-клетевом стане 1700 // Производство проката. № 8. 1999. С. 12-15.
2. Костецкий Б.И. Сопротивление изнашиванию деталей машин //"ГНТИ", 1959.
3. Мелешко В.И., Чекмарев А.П., Мазур В.Л., Качай-
лов А.П. Отделка поверхности листа // Металлургия, 1975.
Экспресс-информация
ЕвразХолдинг
Новокузнецкий металлургический комбинат
В электросталеплавильном цехе Новокузнецкого металлургического комбината (ОАО "НКМК", предприятие группы "ЕвразХолдинг") выплавлена миллионная тонна стали с начала года. Этот результат достигнут благодаря масштабной рекон
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.